В большинстве случаев соединение керамического изолятора с металлическим корпусом свечи осуществляется .при помощи медной втулки, которую сиачала напрессовывают на соответственную часть изолятора, а затем вместе с последним запрессовывают в корпус свечи.
Из-за хрупкости керамических изоляторов возникает необходимость обеспечить равномерное распределение нагрузки на поверхности последних и выдержать эти удельные нагрузки в весьма жестких пределах, что достигается выполнением сопрягаемых размеров втулки и изолятора в пределах весьма жестких допусков. Неизбежная в этом случае шлифовка керамического изолятора является очень дорогой операцией и в то же время ведет к значительному снилсению прочности керамики за счет разрушения ее поверхности.
В предлагаемом изобретении указанные недостатки устраняются тем, что наирессовку втулки производят с диаметральным линейным натягом порядка 0,2-0,3 мм, т. е. с натягом, заведомо превышающим неровности поверхности изолятора, получающиеся после обжига последних.
Обеспечение же стабильности и равномериого распределения удельного давления на поверхности изолятора достигается тем, что втулку и изолятор перед иапрессовкой нагревают до температуры, при которой достигается такое уменьшение временного сопротивления материала втулки разрыву, что при данной площади сечения стенок втулки прочность последней становится заведомо меньше прочности изолятора.
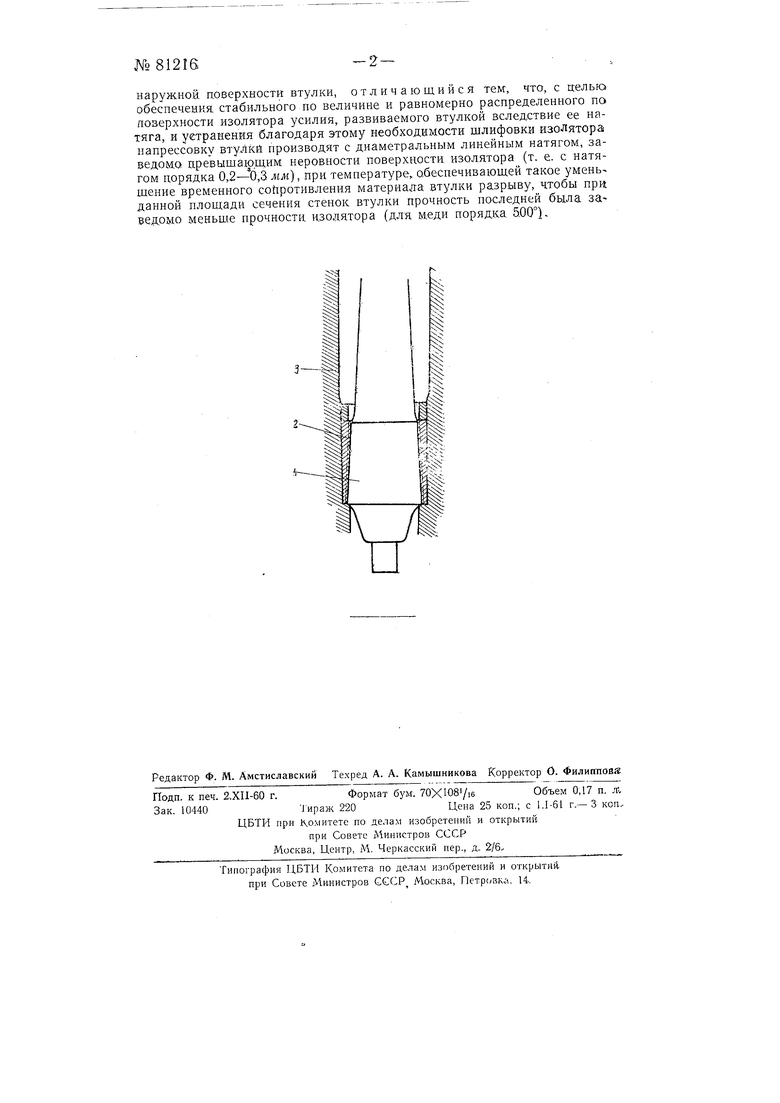
На чертеже изображен керамический изолятор / в сборе с медной втулкой 2, запрессованной в металлический корпус 3.
На внутренней посадочной поверхности медной втулки выполнены кольцевые канавки для смягчения ее посадки на геометрически неправильную поверхность нешлифованного изолятора.
Нредмет изобретения
Способ соединения керамического изолятора с металлическим корпусом при производстве запальных свечей, состоящий в напрессовке нагретой металлической втулки на изолятор и в последующей обработке
иаружной аоверхноети втулки, отличающийся тем, что, с целью обеспечения, стабильного по величине и равномерно распределенного па поверхности изолятора усилия, развиваемого втулкой вследствие ее натяга, и устранения благодаря этому необходим.ости шлифовки изолятора папрессовку втулки производят с диаметральным линейным натягом, заведомо аревышаю.щим неровности поверхности изолятора (т. е. с натягом порядка 0,2-0,3 мм, при температуре, обеспечивающей такое умень шение временного cohpoтивлeния MaTepHajra втулки разрыву, чтобы при данной площади сечения стенок втулки прочность последней была за ведомо меньще прочности изолятора (для меди порядка. 5,00°),
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2497251C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2015 |
|
RU2621700C2 |
| СВЕЧА ЗАЖИГАНИЯ ГАЗОТУРБИННЫХ ПРОМЫШЛЕННЫХ УСТАНОВОК | 2020 |
|
RU2757292C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2022 |
|
RU2799493C1 |
| СВЕЧА ЗАЖИГАНИЯ | 1989 |
|
SU1720459A1 |
| ПОЛУПРОВОДНИКОВАЯ СВЕЧА ЗАЖИГАНИЯ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1989 |
|
SU1713399A1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2361344C2 |
| Свеча зажигания газотурбинного двигателя | 2024 |
|
RU2836043C1 |
| ПОЛУПРОВОДНИКОВАЯ СВЕЧА ЗАЖИГАНИЯ | 1991 |
|
RU2007004C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2577319C2 |
.it
