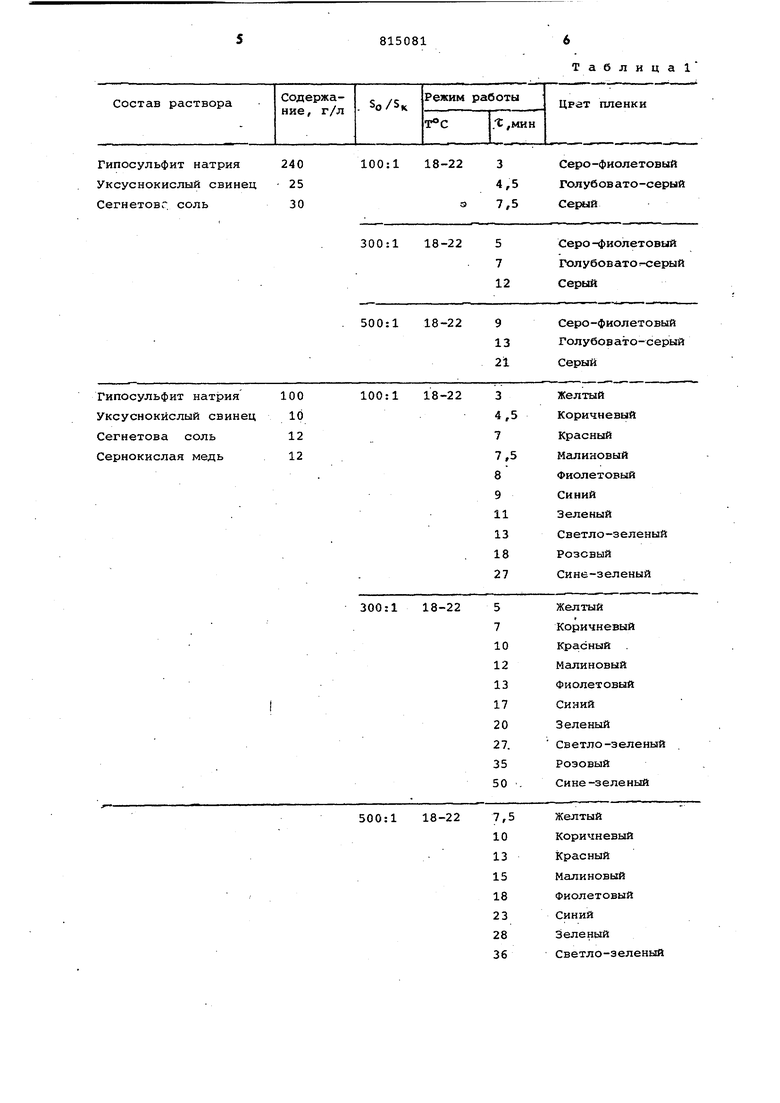
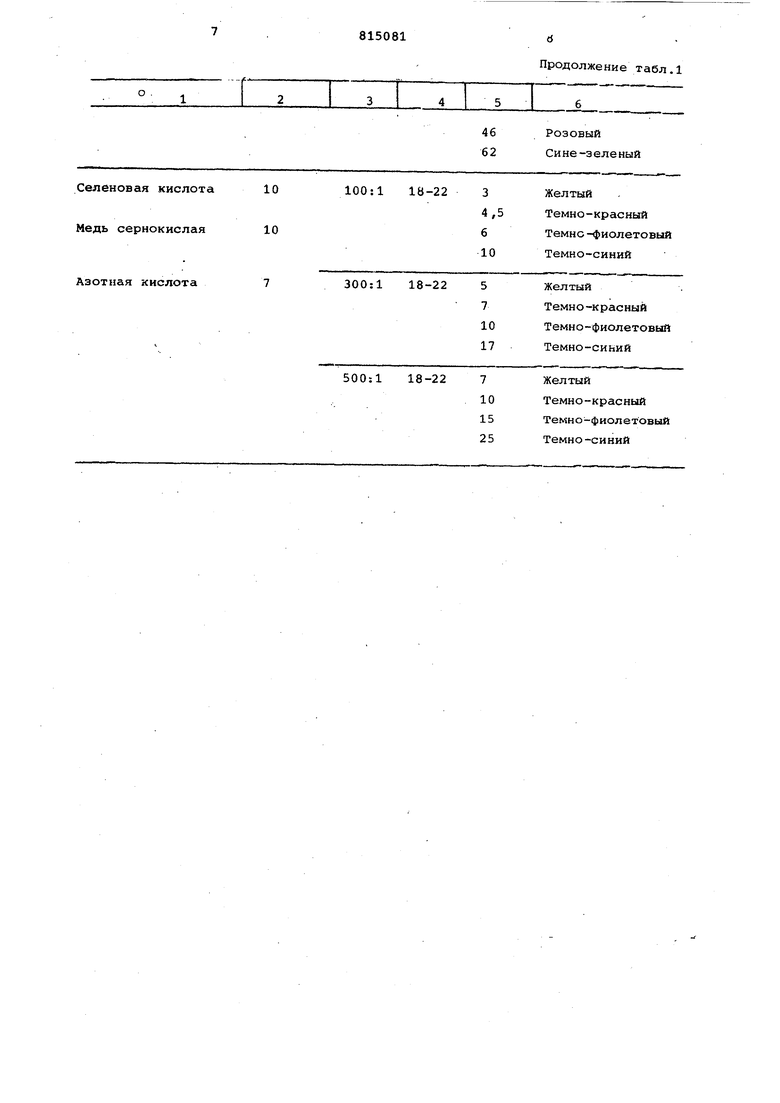
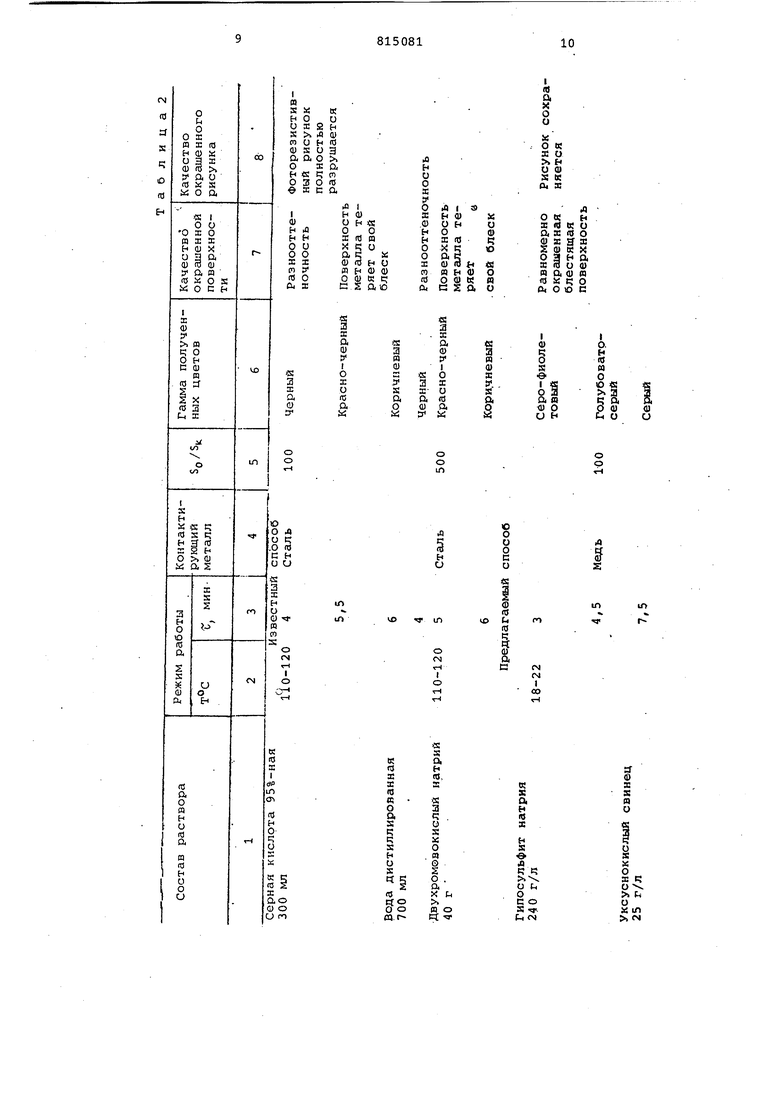
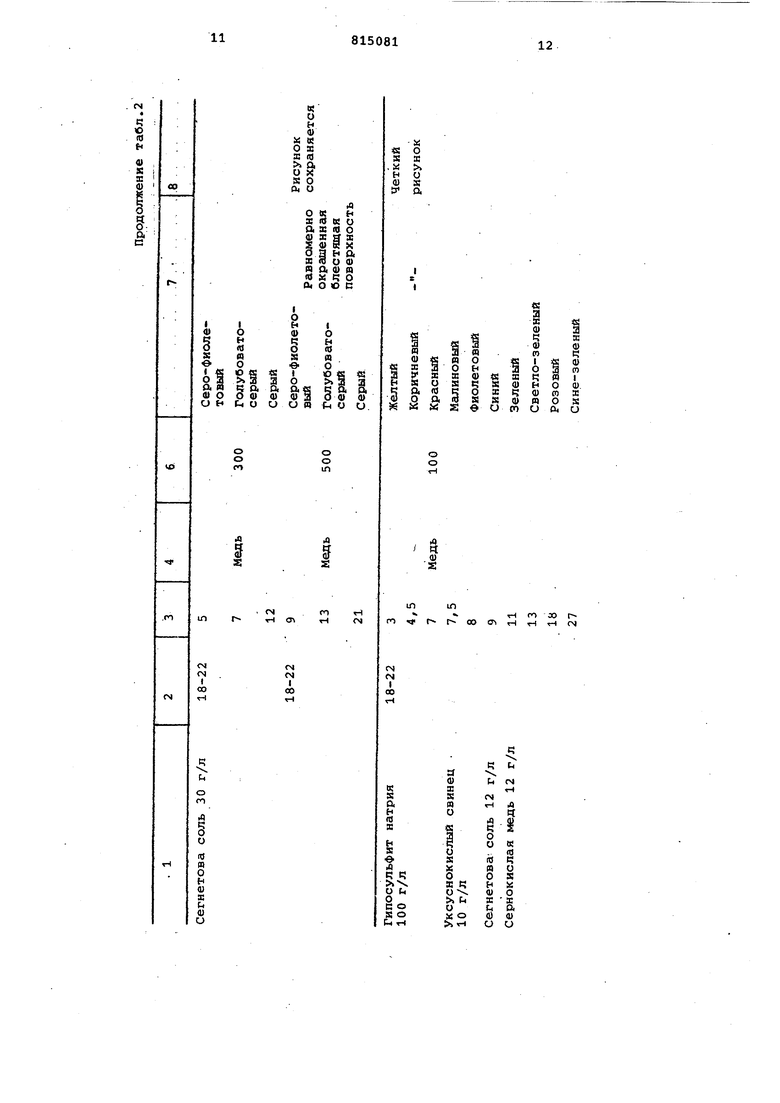
Изобретение относится к химической обработке металлов и сплавов, в частности к получению на их поверхности окрашенных слоев и может быть использовано для декоративной обработки ме таллических изделий. Наиболее близким к изобретению по технической сущности, и достигаемому результату является способ окрашивания нержавеющей стали с низким содер жанием хрома и никеля или железа, включающий обработку поверхности раст вором на основе хроматов и серной кислоты при контактировании с металлом/ имеющим более отрицательный электрохимический потенциал Llj . Недостаток способа заключается в том, что окраска поверхности изменяе ся в узких пределах, вызывает трудности нанесения рисунков на поверхность нержавеющей стали, так как используемые для нанесения рисунка фоторезисты не стойки к действию концентрированного раствора серной кис лоты 45-50% , нагретого до 110-120 С с добавкой хромат-ионов , и поскольку процесс проводят при высоких темпера турах, то возникает разноотечность из-за неравномерного прогревания образца. Цель изобретения - расширение цветовой гаммы окрашенных рисунков на поверхности изделий из нержавеющей стали всех марок. Поставленная цель достигается тем, что в качестве контактирующего металла берут металл с более положительным электрохимическим потенциалом, чем у нержавеющей стали, такой как медь, никель или их сплавы при соотнесении его поверхности к обрабатываемой поверхности, равном 1:(100:500 и процесс проводят при комнатной температуре . Способ осуществляют следующим образом. Окрашиваемое изделие из нержавеющей стали любой марки на подвеске из медной (никелевой, латунной, бронзовой и др.) проволки завешивают в раствор химического окрашивания контактирующего металла при комнатной температуре так, чтобы подвеска (хотя бы ее часть) была погружена в раствор. При этом на поверхности изделия осаждается окрашенная пленка. Цвет пленки зависит от применяемого раствора химического окрашивания и толщины пленки (табл.1). После получения требуемой окраски изделие извлекают из
раствора, тщательно промывают сначала в проточной, а затем в дистиллиpoBaHHog воде, просушивают фильтровальной бумагой, а затем отсоединяют от подвески.
Указанным способом окрашивают образцы из нержавеющей стали Х18Н10Т. В качестве контактирующего металла используют медную проволоку.
Соотношение поверхности окрашиваемого образца и контактирующего металла (SQ/SH) изменяется от 100:1 до 500:1.
Аналогичные результаты получают при завешивании образцов из нержавеющей стали -других марок с использованием в качестве контактирующего металла латуни, бронзы и никеля.
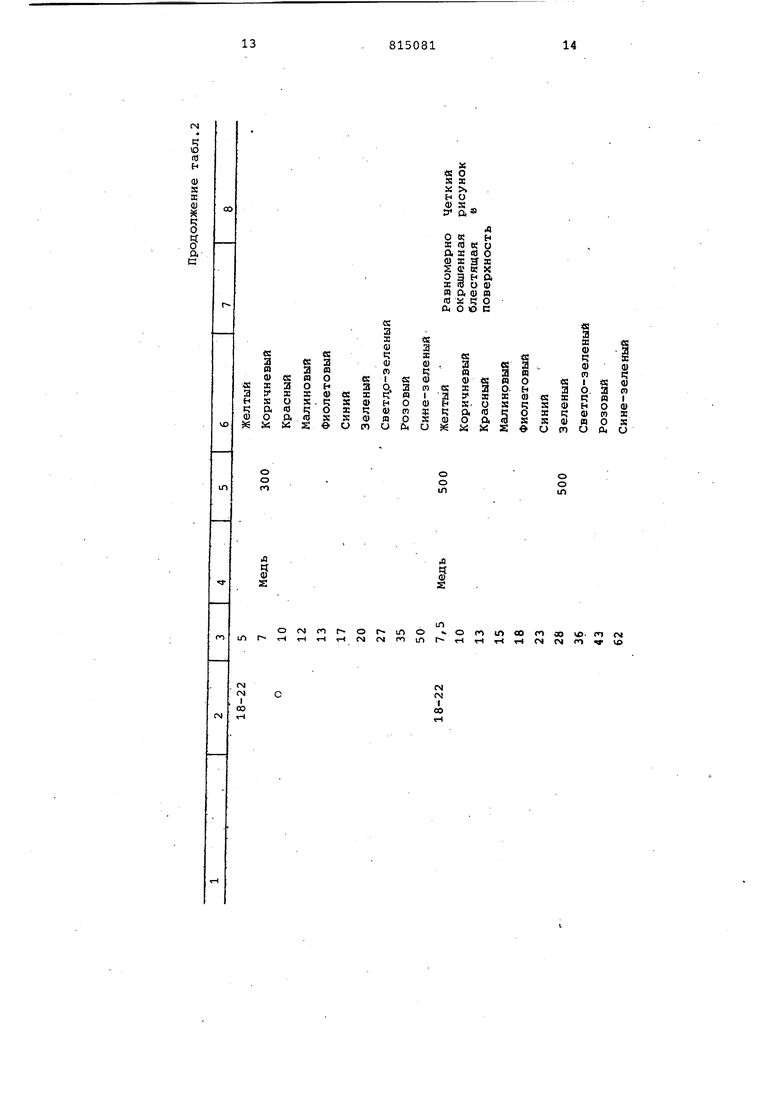
Результаты, представленные в табл. 1 и 2 показывают, что цветовая гамма зависит лишь от раствора. Применяемого в процессе окрашивания. Соотнсхиение плсмдадей окрашиваемого образца и контактирующего металла влияет на скорость окрашивания. При соотношении So/S(, большем 500:1 процесс сильно замедляется, при к. менее 100:1 наоборот, ускоряется так, что становится трудно временем обработки регулировать цвет образца.
Окрашенный рисунок на нержавеющей стали получакгг следующим образом.
На поверхность изделия из нержавеющей стали методом фотолитографии наносят фото1 езистивный рисунок, затем, производят окрашивание образца по окончании процесса окрашивания об разец извлекают из раствора, промывают и просушивают, после чего с него снимают фоторезист в каком-либо ор- . ганическом растворителе.
Пример использования
В 200 мл окрашивающего раствора содержащего, г/л: .
Гипосульфит натрия 100
Уксуснокислый свинец 10
Сегнетова соль . 12
Медь сернокислая12
на медной проволоке завешивают образец из нержавеющей стали Х18Н10Т размером мм с нанесенным на поверхность методом фотолитографии рисунком или без него. Для нанесения рисунка можно использовать негативный фоторезист. Сильно задубливать фоторезист
не следует. Образец завешивают так, чтобы место контакта медной проволоки и обрабатываемого образца было погружено в окрашивающий раствор. Соотношение площади окрашиваемого изделия, и-контактирующего металла равно 300:1. Обработку проводят при комнатной температуре. Цвет пленки зависит от времени обработки. Смена цветов происходит следующим образом:
5 мин Желтый
7 мин Коричневый 10 мин Красный
12мин Малиновый
13мин Фиолетовый 17 мин Синий
5
20 мин Зеленый
27 мин Светло-зеленый
35 мин РОЗОВЫЙ
50 мин Сине-зеленый
0
После получения на поверхности требуемой окраски, образец извлекают из раствора, тщательно промывают сначала проточной, а затем дистиллированной водой и просушивают фильтровальной бумагой. Если на образец был
5 нанесен рисунок, то после просушки с него снимают фоторезист в каком-либо составе для снятия фоторезиста на основе органических растворителей, например толуол , трихлорэтилен +ОП-7,
0 толуол + ДАС-1 и др. Выход годных изделий при окрашивании и нанесении окрашенного рисунка - 100%.
Предлагаемый способ химического окрашивания нержавеющей стали позво5ляет расширить цветовую гамму получаемых окрашенных пленок, получить окрашенные рисунки на поверхности, так как при комнатной температуре в растворе с рН-б-7 фоторезисты как
0 негативные, так и позитивные устойчивы; окрашивать нержавеющие стали любых марок; улучшить качество окраски и повысить выход годных, так как исчезает разнооттеночность, вызванная неравномерным прогреванием
5 изделия при температуре 110-120 С в известном способе; снизить затраты на нагревание электролита и поддержание его концентрации на заданном уровне; а также использовать для ок0рашивания нержавеющей стали менее токсичные растворы.
Таблица
Продолжение табл.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОЦВЕТНОГО ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1990 |
|
RU2061106C1 |
| Раствор для химического тонирования меди и ее сплавов | 1977 |
|
SU789635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНЫХ ИЗОБРАЖЕНИЙ (ВАРИАНТЫ) | 2016 |
|
RU2619409C1 |
| СПОСОБ КРАШЕНИЯ ДРЕВЕСИНЫ ХВОЙНЫХ ПОРОД (ЕГО ВАРИАНТЫ) | 2001 |
|
RU2203178C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДИЭЛЕКТРИЧЕСКОЙ ПОДЛОЖКИ | 2023 |
|
RU2828054C1 |
| Гальванопластический способ изготовления плоских перфорированных деталей | 1978 |
|
SU789637A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ НА АНОДИРОВАННОМ АЛЮМИНИИ ИЛИ ЕГО СПЛАВАХ | 1994 |
|
RU2069887C1 |
| Способ окрашивания изделий изАлюМиНия и ЕгО СплАВОВ | 1978 |
|
SU802409A1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ФАРФОРОВЫХ ИЗДЕЛИЙ | 2006 |
|
RU2324671C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ЗАЩИТНЫХ ПОКРЫТИЙ | 2004 |
|
RU2279929C2 |
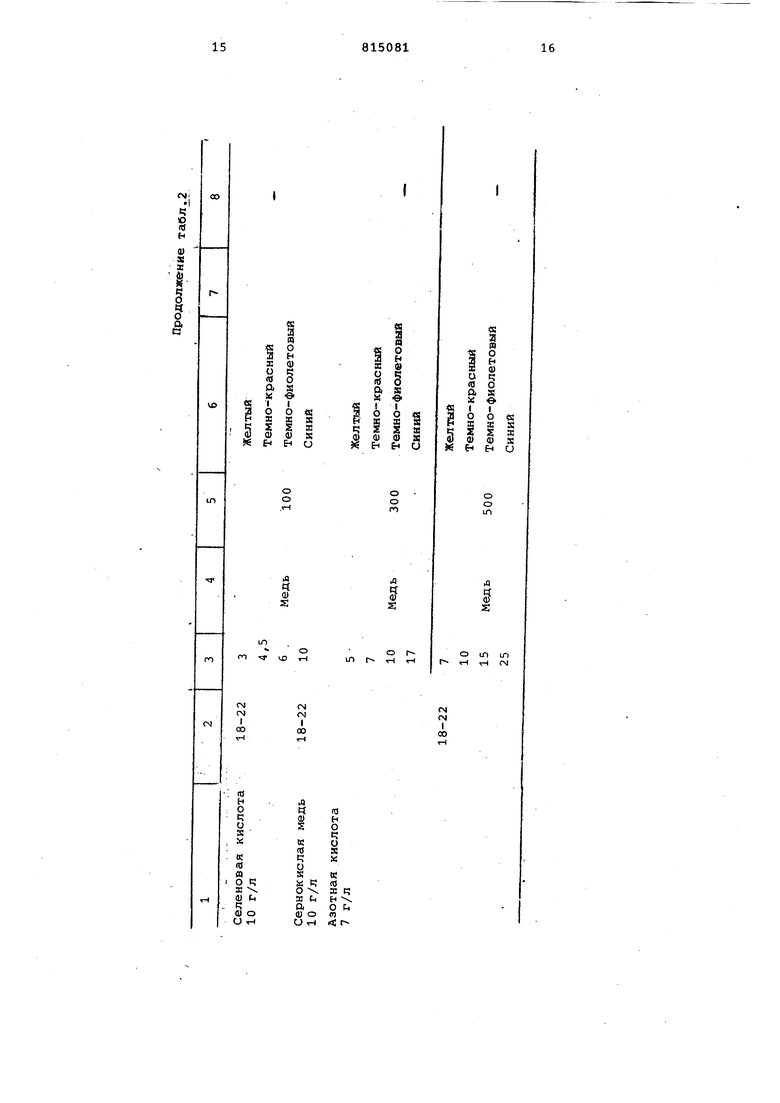
Селеновая кислота 10
Медь сернокислая 10
Азотная кислота
46 Розовый
62 Сине-зеленый
100:1 18-22
3Желтый
4,5Темно-красный
6Темно-фиолетовый
10Темно-синий
300:1 18-22
5Желтый
7Темно-красный
10Темно-фиолетовый
17Темно-синий
500:1 18-22 7Желтый
10Темно-красный
15Темно-фиолетовый
25Темно-синий 17 .8150 Формуйа изобретения Способ химического окрашивания нержавегацей стеши, включагаций обра-. ботку поверхности пассивирующим раствором при контактировании с металлом, обладающим другой электрохимической активностью, отличающийся тем, что, с целыЬ расширения цветовой гаммы в качестве контактирукадего ме8118талла берут медь, никель или их сплавы при соотношении его поверхности к обрабатываемой поверхности равном 1:(100-500) и процесс проводят при комнатной температуре, Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 12 А 42, 16532, опублик.1967.
