(54) ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПЕРФОРИРОВАННЫХ ДЕТАЛЕЙ 11зобретение относится к гальванопластическому изготовлению плоских перфорированных изделий, в частности интегральных схем, имеющих функциональны участки из драгоценных металлов, например золота, предназначенные для диффузионной микросварки, посадки кристаллов на эвтектику и т.д. Известен способ изготовления выводных рамок интегральных схем, заключаю щийся в том, что на металлическую пластину наносят пленку фоторезиста, которую экспонируют через фотошаблон с рисунком, соответствующим геометрии рвмкя, а затем проявляют. После этого, на полученную таким образом матрицу в гальванической ванне осаждают железо. После осаждения рамки отделяют от матрицы, подвергают терми ческой обработке и наносят в кассетах покрытие из металла, обладающего повы щенной смачиваемостью расплавленными припоями, в частности золота fl3 Наиболее близким к предлагаемому является галъванопластический способ изготовлений интегральных схем, в соответствии с которым формируют матрицу, состоящую из проводящих и непроводящих участков, на которую затем электролитически осаждают никель, после чего матрицу удаляют. Для создания функциональных участков на никель локально наносят другие металлы, в частности золото 1. Недостатком известных способов является недостаточно высокая адгезия золота к основному металлу, что ухудшает качество функциональных участков и может привести к их нарущению, например отслаиванию золота, в процессе эксплуатации, в частности при разварке тоководов и в других случаях, что в итоге ухудщает качество схемы. Цель изобретения - экономия золота и повышение качества функциональных участков. Поставленная цепь досэтггается тем, что на матрицу, состоящую из проводящих и непроводящих участков, в соответствии с конфигурацией схемы дополнительно наносят слой фоторезиста с открытыми участками, соответствующими функщюнальным участкам, на которые электролитически осаждают золото, после чего слой фоторезиста удаляют. Затем на матрицу осанадают никель, причем вследствие отсутствия у золота способности к быстрой пассивации и окислению, адгезия с ним никелевого покрытия очень высока (до 109О кг/с) и намного превышает адгезию золотого покрытия к никелевой основе в соотввт ствии с известным способом. При этом отсутствует непроизводительный расход золота за счет осаждения на участке по верхности, не являющемся в соответстви со схемой функциональным. Способ осуществляется следующим образом. Сначала готовят постоянную матрицу из проводящих и непроводящих у частков, для чего в металлической пластине делают углубления в соответствиз-i с геометрией схемы и заполняют их диэлектриком, после чего на матрицу наносят слой фоторезиста, например ФП-383, ФН-11, ФПК. ФП-27О, на котором приемами фотолитографии создают конфигурацию функциональных участзшв схемы. На открытые токопроводящие учаспш матрицы электролитически осаждают слой золота или другого драгоценного металла необходимой толщины. Затем фоторезист удаляют и гальванопластически наращивают деталь из никеля. По ле этого деталь вместе с золотым локальным покрытием отделяют от матр1щ при этом покрытие находится заподлицо с поверхностью детали и основная масс золота находится в{гутри детали, причем в результате бокового разрастания образуется замок, который увеличиваетпрочность сцепления покрытия с дета лью. Пример. На постоянную м РИДУ для наращ1шания 8 штук сорока в ми выводных рамок ИС с изолирующим участками из клея ВС-10Т, заполненно го в углублении токопроводящего основания матрицы из нержавеющей стали 12X18X1 ОТ и заполимеризованного по давлением 2О кгс/см, при температур SOtS C в течение 2 ч наносят слой фоторезиста ФП -38а толщиной 2,5-3 мкм. После сушки при комнатной емпературе в течение 2О мин фоторезист экспонируют через фотощаблон, рисунок которого по размерам и конфигурации соответствует площади локального золочения (концы, выводов на длину 1,2 мм и плоадка для посадки кристалла), проявляют, одвергают термическому дублению ри в течение 10 мин. После охлаждения матрицу с защитной фоторезистивной маской обезжиривают венской известью, промывают в проточной воде завешивают в качестве катода в анну золочения следующего состава, г/л: Дицианоа фат калия 13 (по металлу) Калий лимоннокислый трехзамещенный90 Лаурилсульфат натрияОД При рН 4,5-4,8, температуре 55 ,5-2,5 А/дкг , осаждают слой золота толщиной 6 мкм, промывают Б ваннах улавливания электролита, Лосле чего удаляют фоторезист в 10% оастворе щелочи. После промывки в горячей и холодной воде матрицу с нан.есенным локальным золотым покрытием завешивают катодом в ванну наращивания никеля с электролитом следующего состава, г/л: Никель сульфаминовокислый550Борная кислота35 Хлористый натрий 8 Лаурилсульфат натрия0,2 При рН 3,5-4,2 температуре 55-6О°С и Ду - 5 А/дм наращ1шают шшель до толщины 200 мкм. После промывки и сушки нараиде1гаые выводные рамки механически отделяют от матрицы. Ввиду того что адгезиошсая прочность золотого покрытия к то7 опроводящему рисунку из нержавеющей стали в бО раз меньше, чем някеля к золоту, золотое покрытие отделяется вместе с деталью. Таким образом, используя предлагаемый способ обратного золоче1шя и гальванопластический метод изготовления плос1шх деталей сложной топологии (перфорированных деталей) полу11аются детали с локальным золотым покрытием, обладающим повышенным (более чем. в 1,5 раза) сцеплением с деталью по сравненша с гальваническим покрытием золота по никелю.
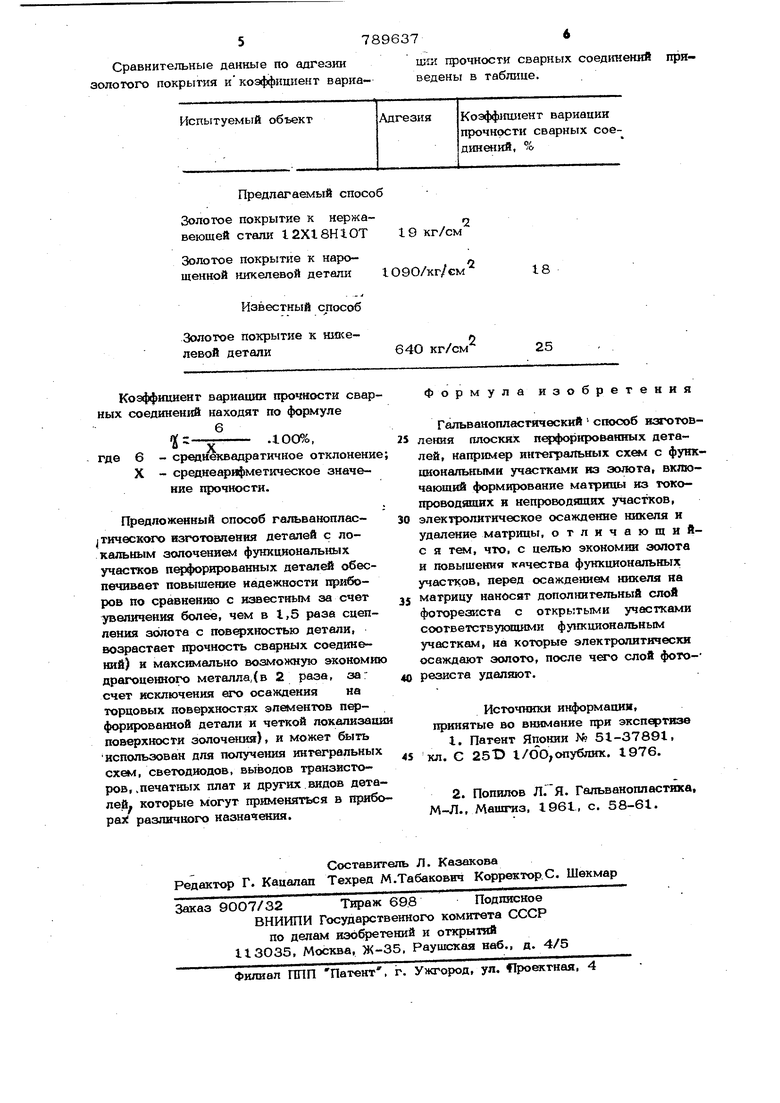
Сравнительные данные по адгезии золотого покрытия и коэффициент вариаШ1И прочности сварных соединений приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ | 1992 |
|
RU2012094C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1994 |
|
RU2114522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ СО СЛОЖНЫМ СТРОЕНИЕМ | 2000 |
|
RU2184799C1 |
| СПОСОБ СЕЛЕКТИВНОГО ОСАЖДЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ДЛЯ ИНТЕГРАЛЬНЫХ СХЕМ | 1990 |
|
SU1780458A1 |
| Способ изготовления матрицы для гальванопластического получения перфорированных изделий | 1988 |
|
SU1666582A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО МАТРИЦ ПРЕСС-ФОРМ | 1989 |
|
RU2050423C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЕВЫХ ТРАНЗИСТОРОВ С ЗАТВОРОМ ШОТТКИ ИЗ АРСЕНИДА ГАЛЛИЯ | 1992 |
|
RU2068211C1 |
| Способ изготовления матрицы вырубного штампа | 1984 |
|
SU1237280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ | 2009 |
|
RU2406789C1 |
