(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ГАЛЬВАНООБРАБОТКИ ИЗДЕЛИЙ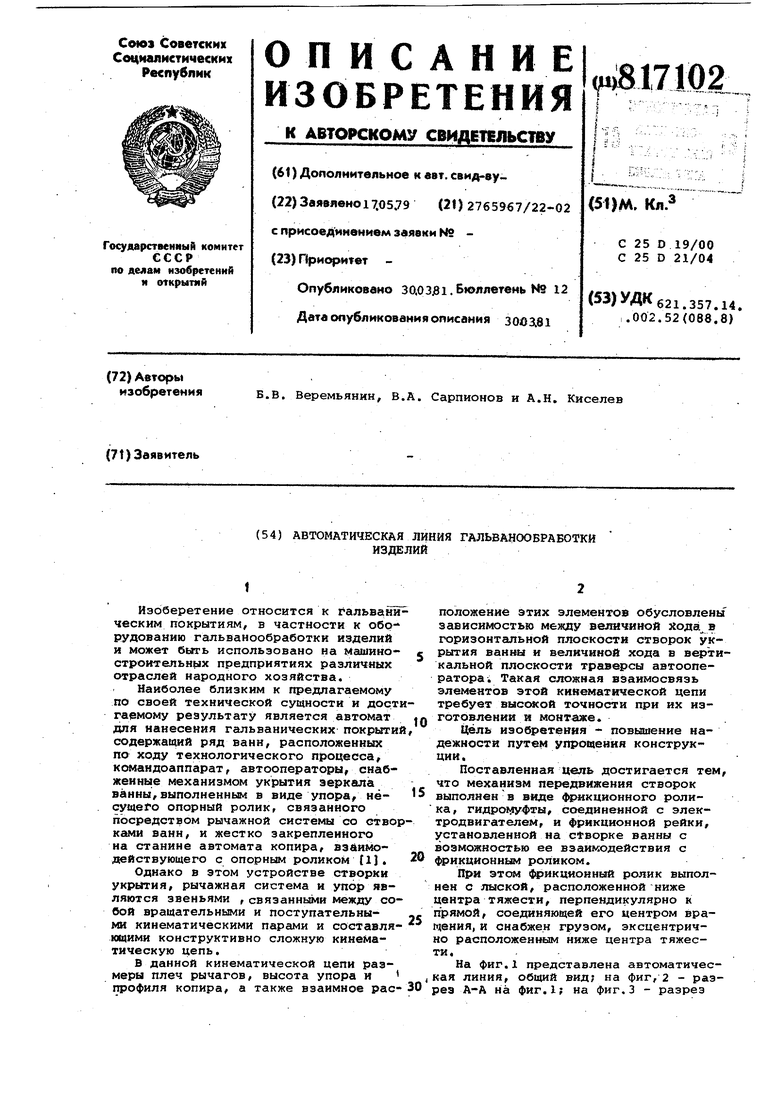
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия гальванообработки изделий | 1983 |
|
SU1186709A1 |
| Автомат для нанесения гальванических покрытий | 1982 |
|
SU1084343A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| Захватное устройство автооператора линии гальванопокрытий изделий | 1976 |
|
SU611850A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| Атомат для нанесения гальванических покрытий | 1971 |
|
SU449111A1 |
| Устройство для укрытия ванн | 1980 |
|
SU1062319A1 |
| Автомат для обработки мелких изделий окунанием | 1985 |
|
SU1310036A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1971 |
|
SU301376A1 |
| Травильная ванна | 1980 |
|
SU852968A1 |
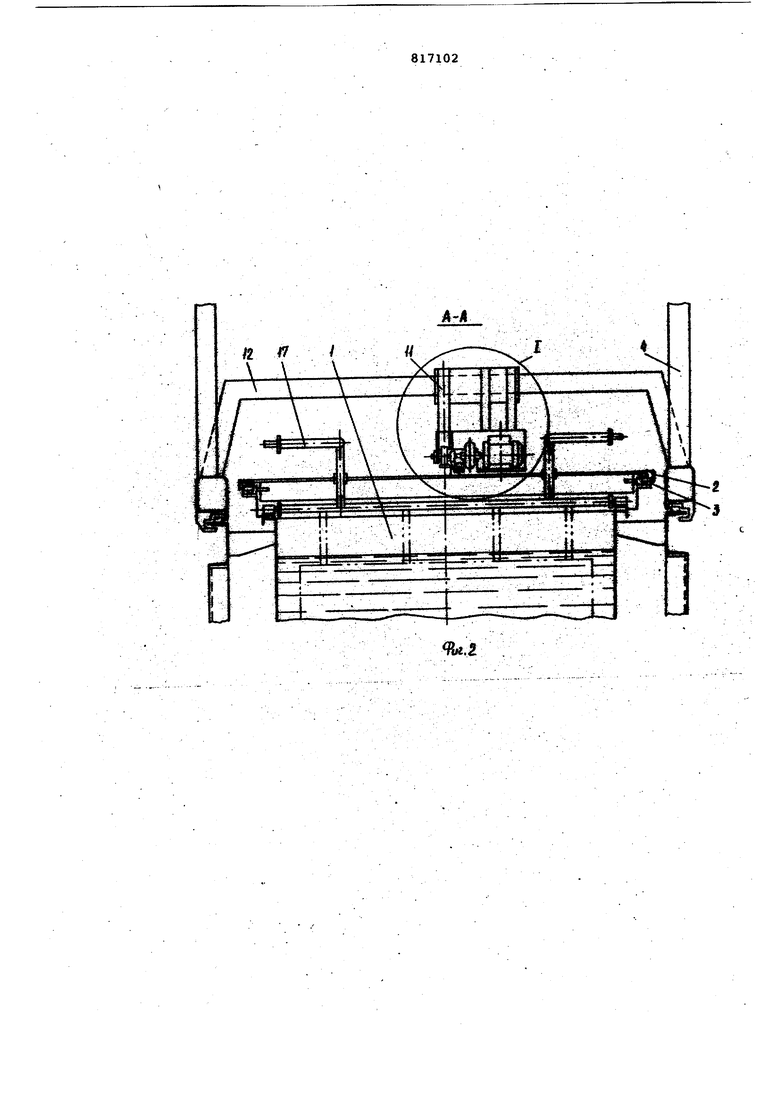
Иэоберетение относится к гальвани ческим покрытиям, в частности к оборудованию гальванообработки изделий и может быть использовано на Машиностроительных предприятиях различных отраслей народного хозяйства. Наиболее близким к предлагаемому по своей технической сущности и дост гаемому результату является автомат для нанесения гальванических покрыти содержащий ряд ванн, расположенных по ходу технологического процесса, командоаппарат, автооператоры, снабженные механизмом укрытия зеркала ванны,выполненным в виде упора, несущего опорный роликг связанного посредством рычажной системы со ство ками ванн, и жестко закрепленного на станине автомата копира, взаимодействующего с опорным роликом {. Однако в этом устройстве створки укрытия, рычажная система и упор являются звеньями , связанными между со бой вращательными и поступательными кинематическими парами и составля ющими конструктивно сложную кинематическую цепь. В данной кинематической цепи размеры плеч рычагов, высота упора и профиля копира, а также взаимное рас положение этих элементов обусловлены зависимостью между величиной хода в горизонтальной плоскости створок укрытия ванаы и величиной хода в вертикальной плоскости траверсы автооператора. Такая сложная взаимосвязь элементов этой кинематической цепи требует высокой точности при их изготовлении и монтаже. Цель изобретения - повышение надежности путем упрощения конструкции, Поставленная цель достигается тем, что механизм передвижения створок выполнен в виде фрикционного ролика, ГИДРОМУФТЫ, соединенной с электродвигателем, и фрикционной рейки, установленной на створке ванны с возможностью ее взаимодействия с фрикционньол роликом. При этсян икционный ролик выполнен с лыской, расположенной ниже центра тяжести, перпендикулярно к прямой, соединяющей его центром вра1тдения, и снабжен грузом, эксцентрично расположенным ниже центра тяжести. На фиг.1 представлена автоматическая линия, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг.3 - разрез
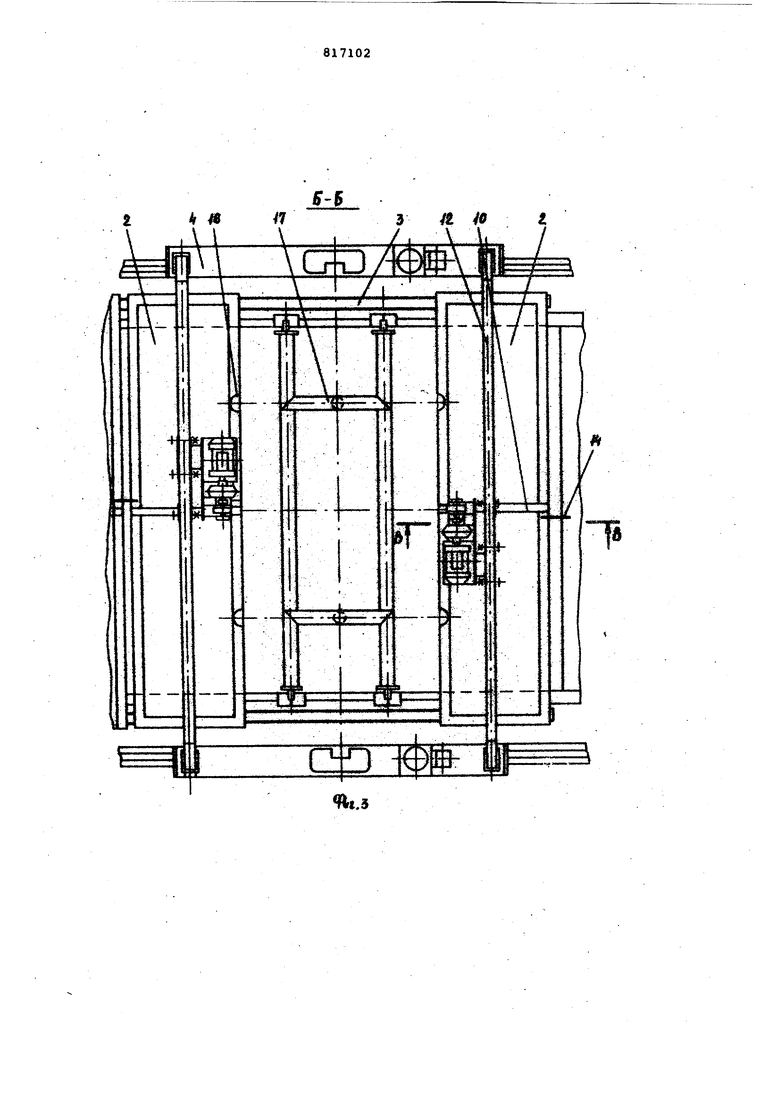
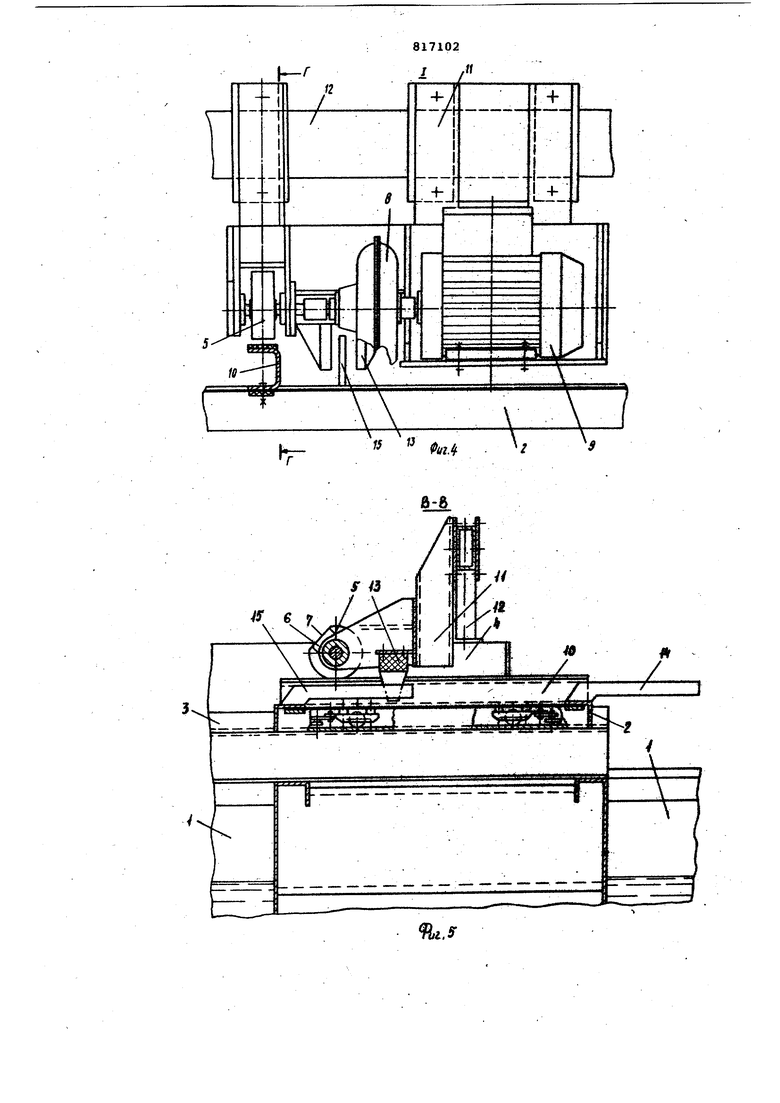
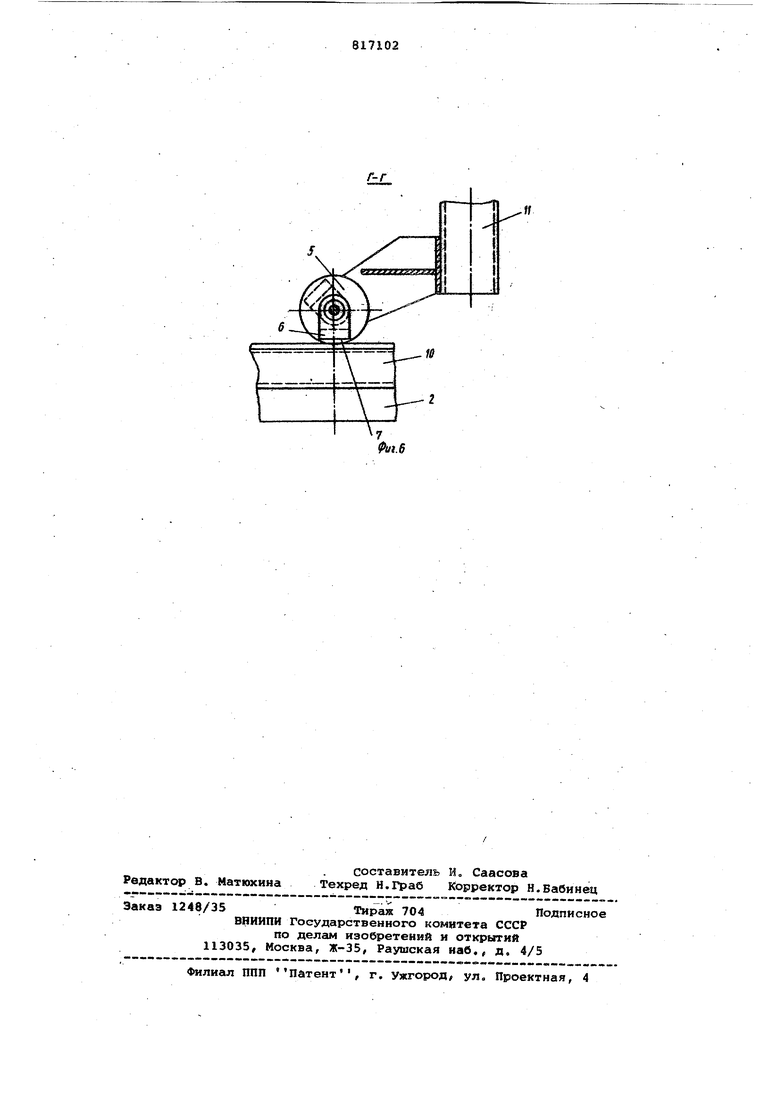
Б-Б на Фиг.1 на. фиг.4 - узел 1 на фиг.2; на фиг.5 - разрез В-В на фиг. 3; на фиг.б - разрез Г-Г на фиг.4,
Предлагаемая автоматическая линия гальванообработки изделий содержит ряд ванн 1, каждая из которых ,снабжена укрытием в виде двух раздвижных створок 2, направляющие 3 с автооператором; 4, снабженным двумя механизмами передвижения створок, каждый из которых состоит из приводного фрикционного ролика 5 с эксцентричным грузом 6 и лыской 7, расположенной ниже центра тяжетси, перпендикулярно к прямой, проходящей через центры вращения и тяжести ролика 5, гидромуфты 8, связывающей ролик 5 с валом электродвигателя 9/ а также фрикционных реек 10, закрепленных на створках 2 параллельно направлению их передвижения-. Механизм передвижения створок 2 смонтирован на кронштейнах 11, закрепленных на перемычках 12 автооператора 4.
На кронштейнах 11 закреплены бесконтактные индукционные датчики 13, взаимодействующие с закрепленными на створках 2 шунтами 14 и 15, соответственно сдвинутого и раздвинутого положения этих створок. Кромки,которь&ш створки 2 сопрягаются между собой в сдвинутом положении, снабжены вырезами 16, выполненными в обхват стоек подвески 17 с обрабатываемыми изделиями.
Устройство работает следующим образом.
По команде програмнЬ-задающего устроства системы электроавтоматическото управления автооператор 4, перемещаясь по направляющим 3 подъезжает к заданной ванне 1 и останавливается по сигналу соответствующего датчика, контролирующего положение автооператора 4 относительно заданной ванны.
По следующей команде программнозадающего устройства включаются электродвигатели 9 Механизмов передвижения створок 2 укрытия ванны 1. Крутящие моменты с валов электродвигателей 9 передаются на фрикционные ролики 5 посредством гидромуфт 8. Ролики 5, , взаимодействуют цилиндрической частью своих поверхностей с фрикционными рейкгики 10 створок 2, раздвигая их. При полном раздъижении створок 2 шунты 15 взаимодействуют с датчиками 13 и в систему электроавтоматического упраления поступает сигнал на отключени злектродвигателе-й 9. .
По следующей команде програквинозадающего устройства включается привод механизма подъема (опускания) траверсы автооператора 4, с помощью которой подвеска 17 с обрабатываемыми изделиями устанавливается на ванну 1 или снимается с нее. Крайние
положения траверсы контролируются соответствующими датчиками, установленными на автооператоре 4, сигнализирующими об окончании загрузки изделий в ванну 1 или выгрузки из не По сигналу этих датчиков привод механизма подъема (опускания) траверсы автооператора 4 отключается, а .электродвигатели 9 включаются на реверсивное вращение.
В результате взаимодействия роликов 5 с рейкой 10 створки 2 сдвигаются. При полном сдвижении створок 2 шунты 14 взаимодействуют с датчиком 13 и в систему электроавтоматического управления поступает сигнал на отключение электродвигателей 9. После отключения электродвигателей 9 автооператор 4, в зависимости от программы, или стоит на месте, ил направляется по команде программнозадающего устройства к следующей по технологическому маршруту ванне 1. В начале движения автооператора 4 фрикционные ролики 5, контактирующие своими цилиндрическими поверхностями с рейками 10, обкатываются по ним до поворота своими лыскгми 7 вниз, в горизонтальное положение. При обкатке по рейкам 10 роликов 5 одновременно поворачиваются жестко связанные с ними полумуфты гидромуфт 8.
Нижнее горизонтгшьное положение лыс.ки 7 стабилизируется эксцентричным грузом б. В таком положении лысок 7 между их поверхностями и поверхностями реек 10 образуются зазоры, равные стрелам сегментов, основания которых на окружностях роликов 5 являются лыски 7.
Данные зазоры устраняют сцепление роликов 5 с рейками 10 при передвижении автооператора 4 вдоль линии. Траверсы автооператора 4 отключаются а электродвигатели 9 включаются на вращение в противоположную по отношению к предыдущему вращению сторону (реверсируются).
Посредством взаимодействия роликов 5 с рейками 10 створкн 2 сдвигаются , При полном сдвижении створок 2 шунты 14 взаимодействуют с датчиками 13 и в систему злектроавтоматического управления поступает сигнал на отключение электродвигателей 9, При отключении электродвигателей 9 ролики 5 под действием эксцентричного груза 6 поворачнваются вниз своими лыскамн- 7, которые занимают горизонтальное положение. Такое положение роликов 5 обеспечивает зазоры между плоскостями лысок 7 и рабочими поверхностями реек 10, равные размерам стрел сегментов окружности роликов, основаниями котбрых являются лыски. Данные зазоры необходимы для I свободного беспрепятственного передвижения автооператора 4 вдоль линии. Отсутствие в конструкции механизма передвижения створок укрытий ванн элементов, устанавливаемых и закрепл емых на стенках ванн, конструктивно упрощает подвод к ним необходиколх | коммуникаций. Кроме того, фрикционная передача с автономным приводом обуславливает отсутствие и конструкции механизма передвижения створок элементов, жест ко связывающих кинематику створок с кинематикой подъемно-транспортшиб механиз1лов автооператора, и тем саш упрощает решение их размерных цепей при конструировании и изготовлении. Отсутствие непосредственной связи между механизмса4 передвижения створок и подъемно-транспортнвдаш механизмгши автооператора устраияет возгложность перегрузки механизма подъема (опускания) траверсы при повышенин сопротивления передвижению створок, а также создает возмож1|ость последовательного проведения операций соответственно по раздвижению створок и загрузке в ванну или выгрузке из нее обрабатываемых изделий, устра няя тем сакаым возможность повреждения этих изделий из-за какойлибо задержки в передвижении створок Связь ФРИКЦИОННОГО ролика G валом электродвигателя посредством гнщхэмуфты Обеспечивает надёжнуя ав. т Л1«атическую защитузтого электродвигателя от перегрузки за счет автоматического регулирования скорости вргочения ролика вплоть до его остановки, в зависимости от величины сопротивления передвижению створок. Эконо1««чеокий эффект предлагаемой автоматической.линии заключается в сокращении расходов на ремонт механизма передвижени ; створок, механизма подъема (опускания) траверсы автооператора, .створок укрытия ванны, а также в устранении материгшьных от повреждения обрабатываемых изделий, в результате устранения возможности их повреждений. Фсфнула изобретения 1.Автоматическая линия гальванообработки изделий, содержащая ряд ванн с укрытием, выполнен1шм в виде створок, установленных с возможностью передвижения, автооператор с механизм : м передвижения створок, выполненный с возможностью перемещения по направляющим, о т л и ч;а ю щ а я с я тем, что, с целью йовшоенйя надежности путем конструкции, механизм передвижения га аполнен в виде фк икш11ЕЙ{НО1Чэ ролика, гидромуфты, соедгдненкой с электродвигателем, и фрик«йонной рейки, установленной на створке ванны с возможностью ее взаимог действ}1|1 с фрикцнонньа роликом. 2.Линия lio ti. I, о т л и ч а ю (4 а я с я тем, что икционный ролик выполнен с лЫской, рарполсженной ниже центра тяжести,перпендикулярно к прямой, соединякйцей его с центром вращения и снабжен грузом, эксцентричйо расположент М ниже центра тяжестй. Источники информации, инятые во вн1шание при экспертизе 1. Авторское свидетельство СССР 301376, кл. С 25 D 21/04, 1969. i
г
15
Й/г.4 1. р , J I. у / ,
