Изобретение относится к области нанесения покрытий электрохимическим способом и может найти применение в устройствах для нанесения гальванических покрытий и технохимической обработки деталей.
Известна автоматическая линия для гальванических покрытий и технохимической обработки, содержащая рад ванн с герметичными укрытиями в виде крышек и бортовыми отсосами, автооператор с подвижной платформой, установленной с возможностью герметичного укрывания ванн, герметичный кожух, расположенный над ваннами с оператором, и проем для загрузки и выгрузки обрабатываемых деталей (патент России 2015212, кл. C 25 D 21/04, 1994).
Недостатками являются низкие производительность и экологическая чистота производства, обусловленная отсутствием возможности использования одновременно нескольких автооператоров и непрерывным сбросом паров агрессивных растворов в атмосферу.
Наиболее близким по технической сущности и достигаемому результату к заявляемому решению является автоматическая линия для гальванических покрытий и технохимической обработки, содержащая ряд ванн с герметичными укрытиями в виде крышек, выполненных с возможностью их открывания в горизонтальной плоскости, и бортовыми отсосами с выходным патрубком и клапаном избыточного давления, по меньшей мере один автооператор с подвижной платформой, установленной с возможностью герметичного укрывания ванн, герметичный кожух, расположенный над ваннами с автооператором и снабженный клапаном избыточного давления, зону ожидания и по меньшей мере один проем для загрузки и выгрузки обрабатываемых деталей (патент России 21230071, кл. C 25 D 21/04, 1997).
Недостатками известного устройства, принятого за прототип, являются низкие надежность и технологичность линии, обусловленные сложностью ее конструкции, а именно необходимостью в наличии для каждой ванны привода для открывания крышек ванн, которые жестко крепятся на самих ваннах, а также соединение всех ванн в единую жесткую цепочку с отсутствием возможности их взаимной перестановки или вывода из линии, что делает невозможным процесс изменения технологии и ремонта или замену ванн в процессе работы без остановки линий.
Заявляемое решение направлено на повышение производительности и технологичности линии.
В ходе решения задачи получены следующие технические результаты: убран с каждой ванны привод, обеспечивающий их герметичность; появилась возможность взаимной перестановки секции ванн, выноса любой секции ванн из линий для ремонта или замены вышедших из строя ванн, а также замены любой нижней части ванны с раствором в процессе работы без остановки линии.
Указанные результаты обеспечиваются тем, что в автоматической линии для гальванических покрытий и технохимической обработки, содержащей ряд ванн с герметичными укрытиями, механизмы герметичного укрывания ванн, бортовые отсосы с воздуховодами и клапанами избыточного давления, по меньшей мере один автооператор с подвижной платформой, установленной с возможностью герметичного укрывания ванн, герметичный корпус, расположенный над ваннами, с оператором с патрубком для нагнетания воздуха, зону ожидания, по меньшей мере один проем для загрузки и выгрузки, согласно изобретению линия разделена на секции с возможностью их взаимной перестановки, причем в каждой секции не менее одной ванны, каждая из которых разделена на верхнюю часть, жестко связанную с герметичным корпусом, и нижнюю часть с раствором, герметично связанную с верхней частью, при этом в верхней части ванны расположен бортовой отсос с помещенным внутри клапаном избыточного давления и механизм герметичного укрывания ванн в виде двух створок, жестко связанных через валы с кронштейнами с роликами на концах, механизм герметичного укрывания ванн, который через червячную шестерню и винт шарнирно связан с концами пары симметрично расположенных относительно винта рычагов, вторые концы которых связаны со второй парой симметрично расположенных относительно винта рычагов, которые выполнены с возможностью взаимодействия с роликами кронштейнов механизмов герметичного укрывания ванн, при этом вторая пара симметрично расположенных относительно винта рычагов шарнирно связана с корпусом автооператора.
Разделение линии на секции с возможностью их взаимной перестановки и размещение каждой секции позволяет легко смонтировать под данную технологию и демонтировать ее под другую, что и расширяет технологические возможности линии. Кроме того, появляется возможность вывода из линии любой секции с целью ремонта или замены отработанной ванны. Разделение ванны на две части и выполнение механизма укрывания ванн в виде створок, а также шарнирная связь пары рычагов симметричных относительно винта рычагов и возможность взаимодействия последних с роликами кронштейнов механизмов укрывания ванн позволяет расположить привод этого механизма на автооператоре. Размещение привода механизма укрывания ванн на автооператоре позволяет уменьшить число этих приводов до числа, равного количеству автооператоров. Уменьшение количества приводов механизма укрывания ванн упрощает конструкцию линии, что и повышает ее надежность. Жесткая связь верхней части ванны с герметичным корпусом, размещение бортового отсоса в верхней части ванны, а также размещение клапана избыточного давления внутри бортового отсоса позволяет менять нижнюю часть ванны в процессе работы без остановки линии, так как при открытии створок любой из ванн автооператором избыточное давление в герметичной зоне отводит вредные газы через бортовой отсос, воздуховод, в атмосферу. В освободившееся пространство в верхней части ванны вредные газы попасть не могут, так как в этом случае клапан избыточного давления работает в обратном направлении и запирает отверстие бортового отсоса. Кроме того, конструкция ванны из двух частей и размещение клапана избыточного давления в бортовом отсосе исключает необходимость применения в ваннах двух бортовых отсосов, что упрощает конструкцию ванн и при этом исключается применение на выходе воздуховода общего клапана избыточного давления.
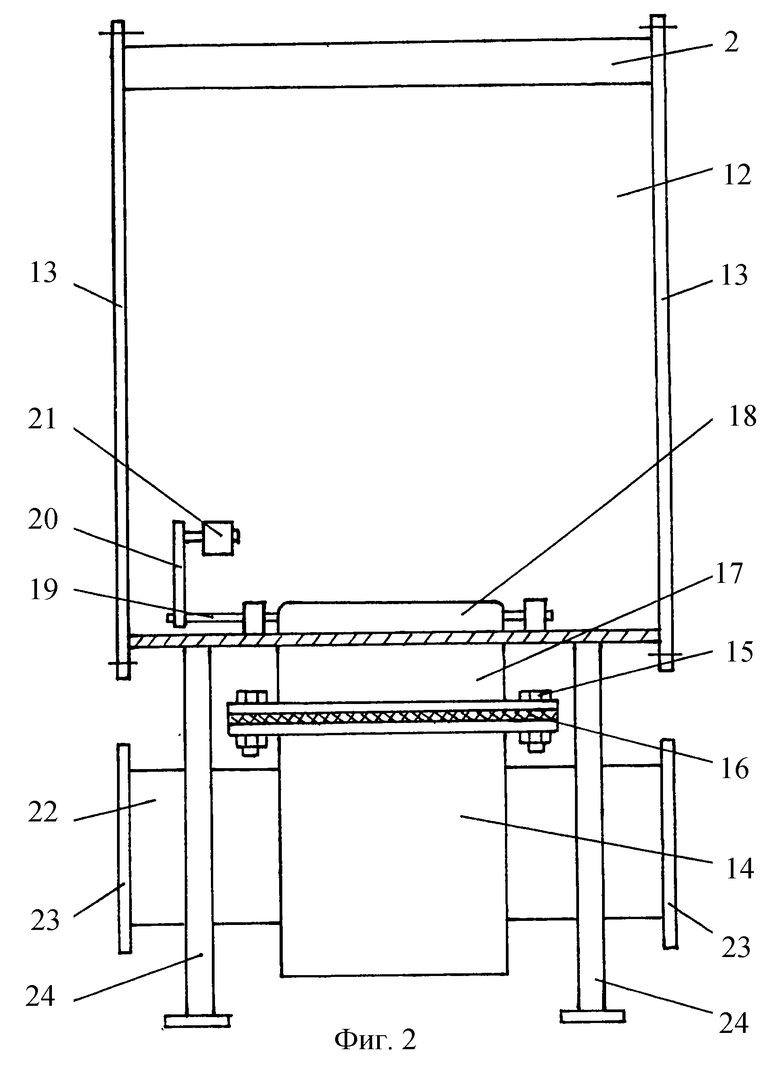
Сущность изобретения поясняется чертежами. На фиг.1 схематично изображена автоматическая линия для гальванических покрытий и технохимической обработки; на фиг.2 - секция с ванной с закрытыми створками, вид сбоку; на фиг. 3 - секция с автооператором с поднятой подвижной платформой, вид спереди; на фиг.4 - то же с опущенной подвижной платформой.
Линия содержит герметичный корпус 1 с направляющей 2, на которой расположены автооператоры 3 и 4 с захватными органами в виде барабанов 5 и 6. В корпусе 1 выполнены герметичные шторки 7 и 8 для загрузки и выгрузки деталей и расположены по ходу технологического процесса ряд ванн I, II, III,..., причем линия разделена на секции 9. В каждой секции 9 помещены по две ванны, в верхней части корпус 1 снабжен патрубком 10 для нагнетания воздуха, а часть 1 корпуса является зоной ожидания.
Каждая секция 9 включает в себя участок герметичной зоны 12, ограниченный с концов двумя фланцами 13 для соединения с другими секциями. Нижняя часть 14 ванны с помощью болтов 15 через прокладку 16 герметично присоединяется к верхней части 17 ванны, на которой находятся створки 18, жестко связанные с волами 19, на волы 19 жестко закреплены кронштейны 20, на каждом из которых закреплены оси с вращающимися роликами 21. Валы 19 выполнены с возможностью вращения в опорах. В нижней части секции 9 закреплен отрезок воздуховода 22, который ограничен с обеих концов двумя фланцами 23 для соединения с другими секциями. Вся секция 9 располагается на опорах 24. В верхней части секции 9 закреплена часть направляющей 2.
Электродвигатель 25 через червячную пару 26, винт 27 шарнирно связан с парой симметрично расположенных относительно винта 27 рычагов 28, концы которых шарнирно связаны со второй парой симетрично расположенных относительно винта 27 рычагов 29. Кроме того, рычаги 29 шарнирно связаны с направляющей 30 с возможностью взаимодействия с роликами 21.
В верхнюю часть 17 ванны введен бортовой отсос 31, который связан с воздуховодом 22. Клапан избыточного давления 32 помещен внутри бортового отсоса 31. Клапан 32 жестко связан с направляющей 33, на которой помещен груз 34 для регулировки степени прижатия клапана 32.
Линия работает следующим образом. После загрузки барабана 5 через открытый проем нажатия кнопки "Пуск" первого оператора 3 открытый проем герметично закрывается шторкой 7, движением ее вниз и одновременно включается вентилятор (на чертеже не показан), который через патрубок 10 создает в герметичной зоне избыточное давление, которое служит для уплотнения сворок 18 ванн, что исключает попадание паров агрессивных растворов в герметичную зону. После подъема барабана 5 с деталями первый оператор 3 включает напряжение по направляющей 2, холостым ходом проходит над ваннами и останавливается в зоне ожидания 11.
После загрузки деталями барабана 6 автооператора 4 также происходит опускание шторки 8, подъем барабана 6 второго оператора 4 и движение его по направляющей 2. Автооператор 4 останавливается над ванной I, включается электродвигатель 25 и через червячную передачу 26 начинает движение вверх винт 27, который шарнирно связан с рычагами 28 и 29. В свою очередь, рычаги 29 вращаются на осях, закрепленных на рычагах 30. При движении винта 27 вверх, верхние концы рычагов 29 опускаются вниз и нажимают на ролики 21. При нажатии рычагов 29 на ролики 21 последние начинают движение по дуге и створки 18 начинают открываться. После открывания створок 18 начинается движение воздуха из герметичной зоны, клапан 32 открывается и поток воздуха вместе с вредными газами через воздуховод 22 выбрасывается наружу. После того как створки 18 открыты, окончательно включается механизм опускания подвижной платформы, которая накрывает ванну, и движение воздуха прекращается, клапан 32 закрывается. Выброс паров агрессивных растворов прекращается. После отработки процесса в ванне подвижная платформа с деталями поднимается вверх, створки 18 закрываются и автооператор 4 переходит на следующую ванну II. На ванну I переходит автооператор 3, который находится в зоне ожидания 11. Пройдя технологический процесс по ваннам, автооператоры 3, 4 возвращаются в первоначальное положение, шторки 7, 8 открываются, отключается вентилятор, происходит выгрузка деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| Автооператор для нанесения гальванических покрытий | 1990 |
|
SU1838456A3 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая линия для технохимической обработки деталей | 1989 |
|
SU1756388A1 |
| Автооператор | 1989 |
|
SU1640214A1 |
| Линия для гальванической обработки | 1982 |
|
SU1164321A1 |
| Устройство для укрытия ванн | 1980 |
|
SU1062319A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Автоматическая линия гальванообработки изделий | 1983 |
|
SU1186709A1 |


Изобретение относится к области нанесения покрытий электрохимическим способом и может найти применение в устройствах для нанесения гальванических покрытий и технохимической обработки деталей. Автоматическая линия разделена на секции с возможностью их взаимной перестановки, причем в каждой секции не менее одной ванны. Каждая ванна разделена на верхнюю часть, жестко связанную с герметичным корпусом, и нижнюю часть с раствором, герметично связанную с верхней частью. В верхней части ванны расположены бортовой отсос с помещенным внутри клапаном избыточного давления и механизм герметичного укрывания ванн в виде двух створок, жестко связанных через валы с кронштейнами с роликами на концах. Изобретение позволяет уменьшить число приводов для механизма укрывания ванн за счет размещения приводов для механизма укрывания ванн на автооператоре, выносить любую секцию ванн за пределы линии для замены или ремонта вышедшей из строя ванны, а также заменять любую нижнюю часть ванны с раствором в процессе работы и без остановки линии. 4 ил.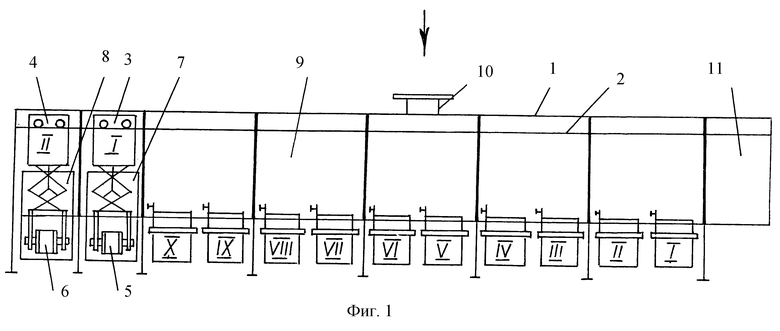
Автоматическая линия для гальванических покрытий и технохимической обработки, содержащая ряд ванн с герметичными укрытиями, механизмы герметичного укрывания ванн, бортовые отсосы с воздуховодами и клапанами избыточного давления, по меньшей мере один автооператор с подвижной платформой, установленной с возможностью герметичного укрывания ванн, герметичный корпус, расположенный над ваннами, с оператором с патрубком для нагнетания воздуха, зону ожидания, по меньшей мере один проем для загрузки и выгрузки, отличающаяся тем, что линия разделена на секции с возможностью их взаимной перестановки, причем в каждой секции не менее одной ванны, каждая из которых разделена на верхнюю часть, жестко связанную с герметичным корпусом, и нижнюю часть с раствором, герметично связанную с верхней частью, при этом в верхней части ванны расположены бортовой отсос с помещенным внутри клапаном избыточного давления и механизм герметичного укрывания ванн в виде двух створок, жестко связанных через валы с кронштейнами с роликами на концах, причем валы шарнирно связаны с верхней частью ванны, на автооператоре размещен привод механизма герметичного укрывания ванн, которой через червячную шестерню и винт шарнирно связан с концами пары симметрично расположенных относительно винта рычагов, вторые концы которых связаны со второй парой симметрично расположенных относительно винта рычагов, которые выполнены с возможностью взаимодействия с роликами кронштейнов механизмов герметичного укрывания ванн, при этом вторая пара симметрично расположенных относительно винта рычагов шарнирно связана с корпусом автооператора.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| РАСПРЕДЕЛИТЕЛЬ ИМПУЛЬСОВ | 0 |
|
SU387526A1 |

