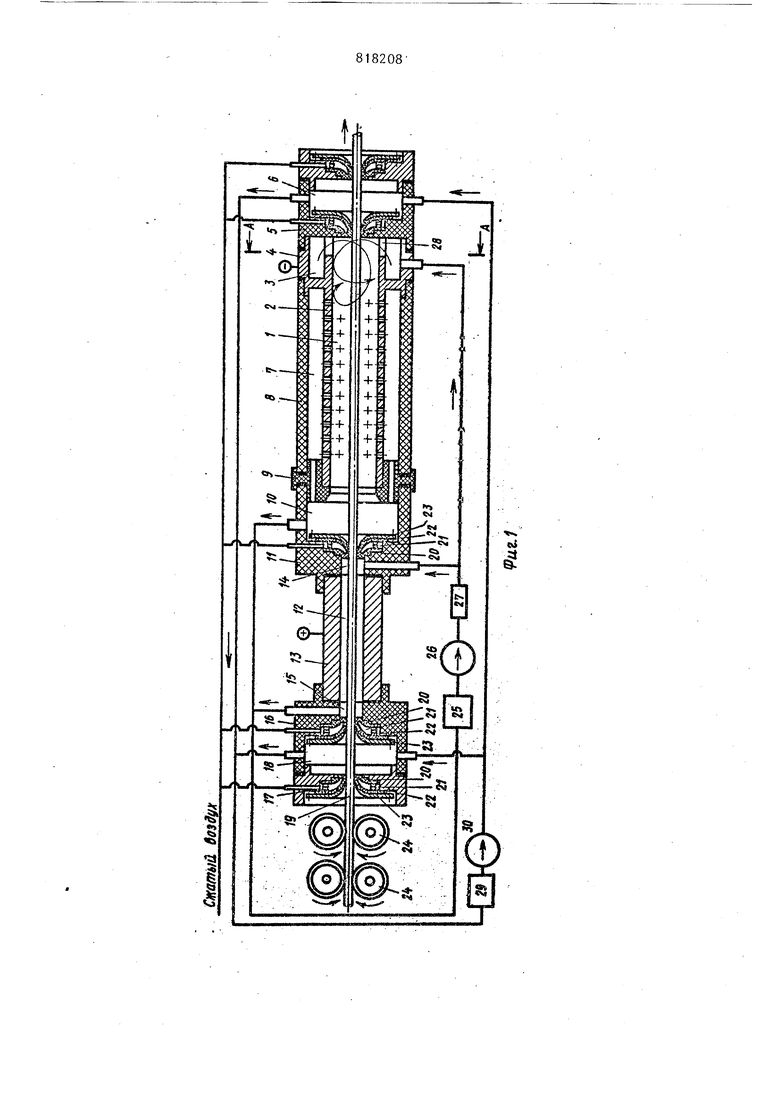
. Изобретение относится к области электролитической обработки металлов и может быть использовано для непрерывного электрохимического полирования наружной поверхности длинномерных изделий из циркониевых сплавов, особенно оболочек для тепловыделяющи элементов атомных реакторов, которые должны иметь высокую коррозионную стойкость в. теплоносителе реактора, например, в воде или паро-водяной смеси при температуре 300°С. Известно устройство для электрохимического полирования наружной поверхности длинномерных изделий, в которых полирование проводится на небольшом згчастке при непрерывном перемещении изделий.. В указанном устройстве подвод тока к обрабатываемому изделию осущест вляется посредством скользящего контакта. В этом случае в зоне контакта возможно искрение, вплоть до образования дуги. Поверхность изделий при этом приходит в негодность. Известен биполярньй электролизер для электрохимического полирования наружной поверхности труб. Электролизер состоит из цилиндрических катодной и анодной камер, разделенных между собой электроизоли рующей втулкой с отверстиями,которая является одновременно диафрагмой, разделяющей электролит в камерах. Электролит подается снизу в анодную камеру, часть его выводится через верхний штуцер, а часть проходит по зазору между диафрагмой и трубой в катодную камеру и выводится из нее через верхний штуцер. Электро лизер уплотнен с обеих сторон резиновыми манжетами. Данная конструкция электролизера не может быть использована для электрохимического полирования наружной поверхности из.делий. Цель изобретения - повьш1ение ка чества обрабатываемой поверхности. Цель достигается тем, что в устройстве для электрохимического полирования наружной поверхности длинно мерных изделий, содержащим катодную камеру с гц линдрическим анодом, анод ную камеру с цилиндрическим перфори рованным катодом, входную и выходную демпферныекамеры в анодной камере выполнена предварительная каме ра, образованная наружной поверхностью катода и внутренней поверхностью анодной камеры, а для ввода электролита в анодную зону на конце катода выполнены пазы, расположенные по касательной к внутренней окружности катода, которые обеспечивают турбулентное винтообразное движение электролита. Для устранения короткой жидкостной связи между анодной и катодной камерами установлена разделительная диафрагма. Для повышения надежности работы уплотнительных манжет в кольцевые камеры последних вставлены перфорированные втулки, а сами манжеты для предотвращения натирания поверхности выполнены из африкционного эластомера. Образование газовой подушки в реакционной зоне и изменения гидродинамических условий потока на выводе электролита предотвращаются конструкцией анодной камеры, которая-, помимо камеры для ввода электролита, состоит из рабочего участка камеры, буферного участка, примыкающего к рабочему участку, и вспомогательной камеры, верхняя часть которой выполняет роль газосборника. На фиг. 1 изображен общий вид предлагаемого устройства, разрез; на фиг. 2 - сечение А-А фиг. 1 Устройство имеет анодную камеру, состоящую из рабочего участка 1, ограниченного внутренней поверхностью катода 2, предварительной камеры 3, ограниченной внутренней поверхностью корпуса 4 и торцевой поверхностью корпуса 5 выходной камеры 6, вспомогательной камеры 7, ограниченной внутренней поверхностью корпуса анодной камеры 8, наружной поверхностью перфорированного катода 2 и торцовой поверхностью соединительной втулки 9, буферного участка 10, примыкающего к рабочему участку 1 и вспомогательной камеры 7, ограниченного внутренней поверхностью корпуса 11 буферного участка и торцевой поверхностью соединительной втулки 9. К анодной камере примыкает катодная камера, состоящая из рабочего участка 12, ограниченного внутренней поверхностью анода 13, входного буферного участка 14, размещенного в корпусе 11 буферного участка анодной камеры, выходного буферного участка 15, размещенного в корпусе входной камеры 16. Корпусом камеры 16 и крьш кой 17 образована входная камера 18, а корпусом 5 и крышкой 17 - выходная камера 6.. Разделение и герметизация камер устройства по поверхности обрабатываемого изделия 19 производится с помощью уплотнительных манжет 20, которые вставлены в гнезда корпуса J, 11, 16 и крышек 17 камер. Уплотнительные манжеты образуют кольцевые камеры 21, в которые вставлены перфорированные втулки 22. Герметизация манжет осуществляется с помощью прижимного фланца 23 и перфорированной втулки 22. Герметизация узлов устрой ства в местах соединений производится с помощью резиновых прокладок. Устройство работает следующим образом. Токоподвод от источника питания осуществляется непосредственно к ано ду 13 и к корпусу 4 предварительной камеры, которьй имеет жесткую электрическую связь с катодом 2. Подачей сжатого воздуха в кольцевые камеры 21 уплотнительных манжет 20 осуществляется герметизация камер устройств по поверхности обрабатываемого издеЛИЯ 19, которое перемещается через устройство с помощью роликов 24, при включенном источнике постоянного тока. При этом электролит из емкости 25 насосом 26 через холодильник 27 подается в предварительную камеру р и буферный входной участок 14 каТодной камеры. Из предварительной камеры 3 электролит через систему пазов 28 поступает в рабочий участок 40
анодной камеры 1, при этом потоку электролита сообщается турбулентное винтообразное движение. Из рабочего участка электролит поступает в буферный участок 10 анодной камеры, из 45 которого производится вьшод электролита. Образующиеся газы проходят через отверстия перфорированного катода 2 и собираются в верхней часметалла составляет 10-50 мкм .на диаметр. Давление сжатого воздуха в кольцевых камерах уплотнительных манжет устанавливается 2-4 атм.
Использование данного изобретения позволяет получать поверхность 9 12 класса чистоты по сравнению с 7 8 классом чистоты при химическом травлении, проводимом с той же целью. 08 4 ти вспомогательной камеры 7, откуда через отверстия в соедргнительной втулке 9 поступают в буферный участок анодной камеры 7 и выводится вместе с электролитом через систему трубопроводов в емкость 25. Электролит из входного буферного участка 14 проходит катодньй рабочий участок 12 и через выходной буферньй участок катодной камеры 16 поступает в емкость 25 для электролита. Одновременно с подачей электролита через входную камеру 18 и выходную камеру 6 по замкнутой круговой системе из емкости 29 насосом 30 осуществляется циркуляция органической жидкости (диметилформамида), которая обеспечивает подготовку поверхности обрабатываемого изделия к полированию и предварительную отмывку полированной поверхности от электролита. Б процессе работы выходящее из участка изделие соединяется с -последующим специальной втулкой из токопроводящего материала. При окончаний полирования вслед за последним обрабатываемым изделием в устройство вставляется аналогичная по конструкции деталь, которая остается в устройстве до тех пор, пока оно опять не начнет работать. Оптимальньй рабочий гидродинамический режим потока электролита, характеризутопщйся критерием Рейнольдса, составляет 15000 - 25000. Скорость перемещения изделий при полировании составляет 0,5 - 3 м/мин, сила тока 100 - 300 А, напряжение 50 - 150 В. Температура в процессе работы подцерживается 15 - . Величина съема
/9.
28
818208
А-А
9иг.2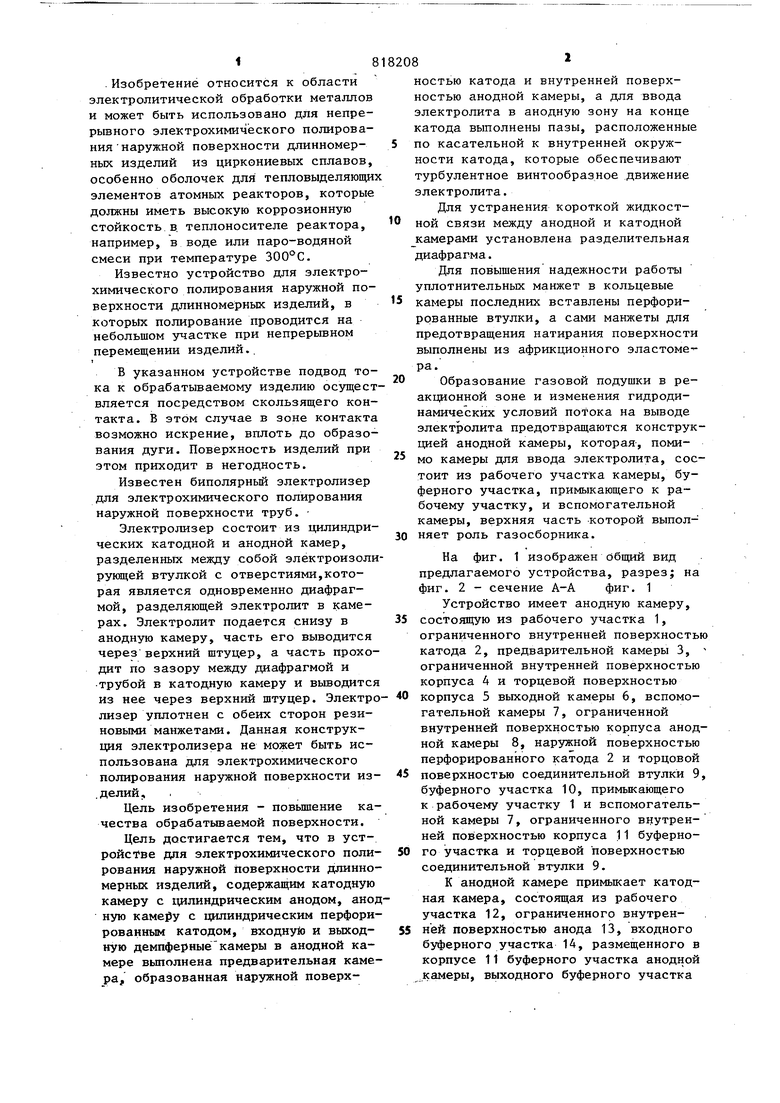

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для анодирования длинномерных изделий | 1982 |
|
SU1080522A1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ ВОДНЫХ РАСТВОРОВ, УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ АНОДНОГО ОКИСЛЕНИЯ РАСТВОРА ХЛОРИДОВ ЩЕЛОЧНЫХ ИЛИ ЩЕЛОЧНОЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 2000 |
|
RU2176989C1 |
| СПОСОБ ПЕРФОРАЦИИ УЧАСТКА ТРУБЫ В СКВАЖИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414588C1 |
| СПОСОБ И УСТРОЙСТВО ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖИДКОСТИ | 2003 |
|
RU2235689C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ | 2011 |
|
RU2454489C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ | 1992 |
|
RU2042639C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ | 2015 |
|
RU2581054C1 |
| ЭЛЕКТРОЛИЗЁР | 2015 |
|
RU2605751C1 |

1. УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащее катодную камеру с цилиндрическим перфорированным катодом, входные и выходные демпферные камеры с пустотелыми кольцевыми манжетами, отличающееся тем, что, сцелью повышения качества обработки, в анодной, камере выполнена предварительная камера, образованная наружной поверхностью катода и внутренней поверхностью анодньй камеры, причем на конце катода выполнены пазы, м^ду анодной и катодной камерами установлены разделительные диафрагмы, а торэц уплотнительной манжеты на выходе из анодной камеры расположен в одной плоскости с краем ка- . тода. , •2.Устройство по п. 1, о т л и - чающееся тем, что пазы на входе в анодную зону расположены по касательной к внутренней поверхности катода.3.Устройство прпп. 1и2, отличающееся тем, что, с целью повышения надежности манжеты выполнены из антифрикционного эластомера, причем в кольцевые камеры манжет вмонтированы перфорированные втулки.• .,(Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МНОГОКАСКАДНЫЙ УСНЛИТЕЛЬ | 0 |
|
SU193579A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Элект- рохимич.еское полирование металлов | |||
| М., "Металлургия",: 1979, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| . | |||
