Изобретение относится к гальванотехнике, в частности к устройствам для хромирования длинномерных валов и штоков.
Известна установка для хромирования длинномерных изделий по патенту РФ № 2205903 (опубл. 10.06.2003 по индексам МПК C25D 7/06, C25D 19/00), содержащая анод, установленный в проточной ванне корытообразной формы длиной не менее половины длины хромируемого изделия, опоры, системы подвода и отвода электролита, механизм вращения изделия, источник тока и токоподводы. Параллельно торцевым стенкам ванны размещены уровневые перегородки, которые образуют между собой камеру хромирования, а с торцевыми стенками ванны - сливные камеры, соединенные с системой отвода электролита. Наиболее удаленные от механизма вращения опора и перегородка установлены с возможностью продольного перемещения относительно изделия, при этом опора размещена в сливной камере. Ванна смонтирована на полом корпусе, который установлен на основании, причем в перегородках и торцевых стенках ванны и корпуса выполнены профильные вырезы, идентичные по форме изделию и ванне. Установка предназначена, в частности, для хромирования штоков, используемых в силовых гидроприводах подъемных механизмов, а также оправок для горячей ковки бесшовных труб большого диаметра.
Известна установка для хромирования длинномерных изделий по патенту РФ № 2542198 (опубл. 20.02.2015 по индексам МПК C25D 7/06, C25D 19/00). Установка содержит проточную ванну с размещенным в ней анодом, системы подвода и отвода электролита, регулируемой подачи и отвода воды, механизм вращения изделия, опоры для изделия, источник токаи токоподводы, систему вытяжной вентиляции. При этом ванна снабжена перегородками, образующими между собой камеру хромирования, а между собой и соседними стенками ванны - сливные камеры, причем наружные торцевые стенки ванны и перегородки имеют профильные вырезы, соосные изделию, а сливные камеры сообщены с системой отвода электролита, при этом перегородки ванны снабжены съемными заслонками, установленными в профильных вырезах перегородок, и имеют профильные вырезы, расположенные коаксиально с изделием. При этом установка снабжена устройством для горизонтального перемещения ванны вдоль изделия, а ванна снабжена дополнительной перегородкой со съемной заслонкой с образованием дополнительной камеры в ванне со стороны выхода готового изделия. Установка снабжена также устройством для нагрева изделия перед хромированием, расположенным со стороны входа изделия в ванну.
Известна установка для хромирования длинномерных изделий по патенту РФ № 2643295 (опубл. 31.01.2018 по индексам МПК C25D 7/06, C25D 19/00). Установка содержит проточную ванну, системы подвода и отвода электролита, механизм вращения изделия, выпрямитель тока и токоподводы, систему вытяжной вентиляции, при этом ванна снабжена перегородками, образующими между собой камеру хромирования, а между собой и соседними стенками ванны - сливные камеры, сообщенные с системой отвода электролита, при этом анод размещен в камере хромирования и установлен с возможностью горизонтального перемещения вдоль изделия, причем анод закреплен на держателе, соединенном с подвижной частью механизма поперечного перемещения анода относительно изделия, при этом механизм поперечного перемещения анода закреплен на подвижной части механизма горизонтального перемещения, продольного относительно изделия, при этом указанные механизмы поперечного и продольного перемещения соединены с приводами перемещения анода, связанными с блоком программирования перемещения анода.
Недостатками перечисленных аналогов являются неравномерность толщины получаемого покрытия при горизонтальном расположении изделия без вращения; механическая сложность установки при горизонтальном расположении изделия с вращением; сложность организации начальной и конечной фазы процесса хромирования на установках с длиной ванны меньше длины хромируемых изделий.
Прототипом заявляемого устройства является устройство для электрохимического нанесения хромового покрытия компании фирмы Topocrom Systems AG (Германия) (https://www.topocrom.com) по патенту US2018320281, представляющая собой вертикальный проточный реактор цилиндрической формы, внутри которого расположен анод и поворотный стержень, на котором закреплено хромируемое изделие. Катодом служит хромируемое изделие. Анод и катод подвешены к крышке реактора и соединены с помощью токопроводов с источником тока, расположенным вне реактора. Два внешних бака с электролитом соединены с реактором с помощью трубопроводов, расположенных в верхней и нижней частях реактора. Циркуляция электролита осуществляется за счет подачи раствора из баков с помощью насосов. Электролит подают в верхнюю часть ванны. Каждый трубопровод снабжен клапаном для регулировки подачи раствора. Управление реактором осуществляют с помощью блока управления.
С помощью перечисленных аналогов и прототипа невозможно хромировать изделия, длина которых превышает 1,5…2 м, а диаметр 0,2…0,3 м. Сила технологического тока, которую технически возможно подвести к изделию, недостаточна для изделий таких размеров в силу большой площади покрываемой поверхности.
Технической проблемой заявляемого изобретения является создание устройства для хромирования длинномерных изделий, обеспечивающего получения равномерного хромового покрытия.
Перечисленные аналоги не решают поставленную техническую проблему, т.к. в них не достигается либо сила тока, требуемая для получения качественного покрытия, либо распределение силы тока по поверхности изделия недостаточно равномерно для получения качественного покрытия равномерной толщины и плотности.
Технический результат достигается за счет заявляемой конструкции станка вертикального наружного хромирования, содержащей несущий каркас, представляющий собой сварную металлическую конструкцию, на который сверху установлена площадка для обслуживания установки, внутри каркаса вертикально установлена ванна, выполненная с переливным карманом и отверстиями для отвода испарений в верхней части, в нижней части ванны выполнен смотровой люк и горловина для подачи и откачки электролита, дно ванны выполнено с центральным отверстием, к которому жестко присоединен уплотнительный узел, состоящий из полой втулки, внутри которой расположена манжета, внутри ванны установлена анодная корзина, состоящая из вертикально установленных анодов, выполненных в виде стержней и закрепленных с равным шагом на электрически изолированном основании, выполненном в виде кольца, при этом анодные стержни подвешены к несущему каркасу на электрически изолированном основании и дополнительно закреплены между собой с помощью промежуточных колец, расположенных с равным шагом по длине анодной корзины, верхний и нижний токоподводы, выполненные в виде коллекторов с вращающимся диском и неподвижным блоком контактных пластин с обеих сторон диска, при этом верхний токоподвод установлен на подвижной раме с возможностью подъема, а нижний токоподвод установлен под ванной стационарно, верхний и нижний токоподводы соединены с катодным шинопроводом, а анодная корзина соединена с анодным шинопроводом, катодный и анодный шинопроводы соединены с источником технологического тока, в верхней части несущего каркаса установлен привод вращения, осуществляющий вращение хромируемого изделия с помощью зубчатой передачи.
Ванна может быть выполнена цилиндрической или овальной формы, что обеспечит слив электролита и осушение ванны в полном объеме.
Хромируемая деталь является катодом и располагается внутри ванны вертикально, её продольная ось совпадает с продольной осью ванны. Деталь имеет возможность вращения вокруг продольной оси.
Благодаря наличию нижнего токоподвода достигается более равномерное распределение силы тока по длине изделия вследствие чего обеспечивается возможность получения более качественного хромового покрытия равномерной толщины и плотности.
В заявляемом изобретении реализована возможность погружения длинномерного изделия в ванну сверху за счет откидывания верхнего токоподвода, имеющего значительный вес, осуществляемого с помощью механизмов подъема и отведения, тем самым обеспечивая полный доступ к внутренней части ванны.
Вращение изделия в процессе хромирования осуществляется за счет зубчатого колеса, надетого на верхний хвостовик изделия и находящегося в зацеплении с набором паразитных шестерен, которые в свою очередь соединены с приводом вращения изделия через зубчатое колесо. Реализация передачи крутящего момента от привода вращения к хромируемому изделию осуществлена за счет последовательного зацепления шестерен.
Станок вертикального наружного хромирования представляет собой устройство для динамического электролитического хромирования с «сухой ванной», то есть электролит хромирования присутствует в ванне только в течение процесса хромирования, а в остальное время хранится в отдельном баке, где также имеются устройства для его нагрева, охлаждения и перемешивания. Кроме станка вертикального наружного хромирования в систему хромирования входят бак электролита хромирования, бак теплой промывки, бак холодной промывки, бак электролита расхромирования, насосы, запорная и распределительная арматура, а также система управления и подачи тока, гидростанция и источник технологического тока.
Рабочая температура электролита при хромировании находится в пределах 60-80°С, а сила тока - около 30 000 А. Протекающий между анодом и катодом ток высокой силы создает дополнительный нагрев электролита, что нежелательно для процесса хромирования. Для стабилизации температуры электролита реализована проточная система, благодаря которой электролит, разогретый выше рабочей температуры процесса, поступает из переливного кармана, расположенного в верхней части ванны, в теплообменник, где охлаждается до рабочей температуры, затем поступает в бак и снова подается в ванну с помощью рабочего насоса.
Высокая сила тока процесса вызывает электролиз электролита вследствие чего происходит обильное газообразование. Образующиеся пузырьки оседают на поверхности хромируемой детали, что приводит к неравномерному осаждению покрытия. Для удаления пузырьков с поверхности хромируемого изделия деталь в процессе хромирования вращают. Однако вращение детали не приводит к полному удалению пузырьков газа с ее поверхности. Реализация процесса хромирования в вертикальном реакторе позволяет более эффективно бороться с оседанием пузырьков газа на хромируемом изделии не только за счет вращения изделия, но и за счет вертикального положения изделия, способствующего беспрепятственному движению пузырьков газа вверх.
При вертикальном расположении катода, в роли которого выступает хромируемое изделие, поднимающиеся вверх пузырьки газа накапливаются в верхней части значительно больше, чем в нижней.
В результате при хромировании вертикально расположенных изделий слой осаждаемого хрома в нижней части будет больше, чем в верхней, образуется конусность хромированной цилиндрической поверхности, поэтому целесообразно располагать изделие, выполненное с разными концевыми диаметрами, таким образом, чтобы сужающаяся часть изделия располагалась в верхней части ванны. Благодаря циркуляции электролита через межэлектродное пространство газонасыщение электролита становится равномерным и устраняется возможность конусности осаждаемого хромового покрытия из-за указанной причины.
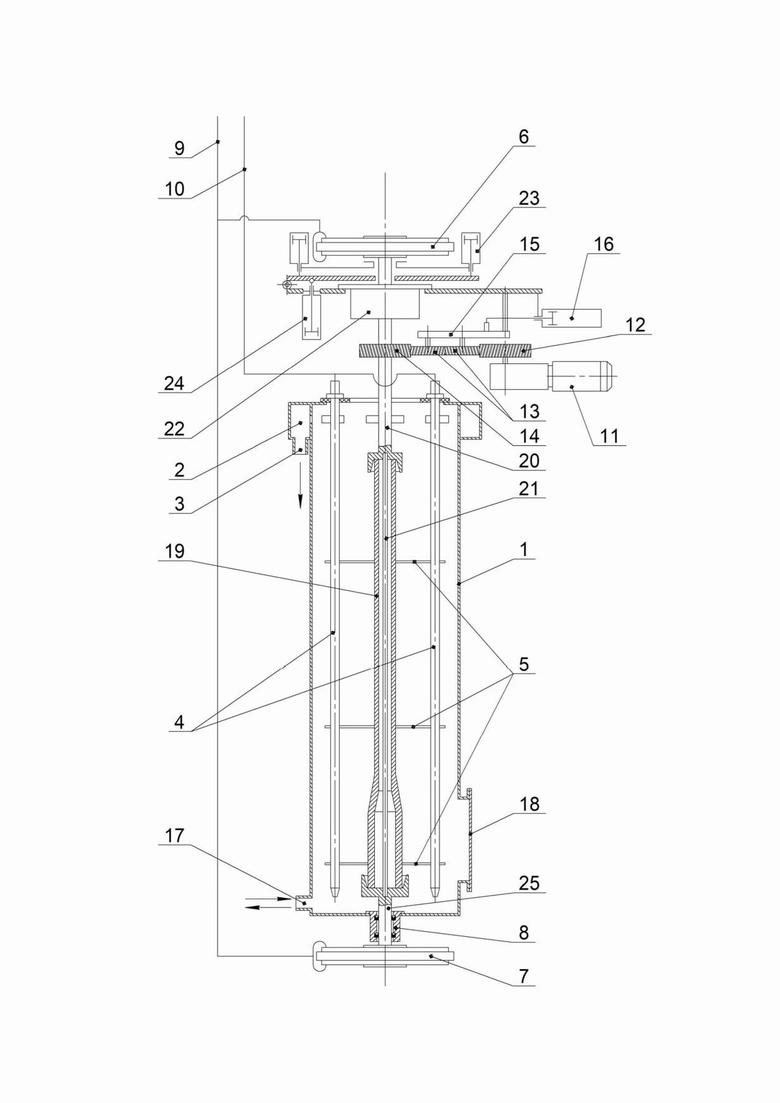
Изобретение поясняется чертежом, где схематически изображен станок вертикального наружного хромирования.
Станок вертикального наружного хромирования содержит несущий каркас (на чертеже не показан), представляющий собой сварную металлическую конструкцию. Сверху на несущем каркасе установлена площадка для обслуживания установки (на чертеже не показана). Цилиндрическая ванна 1 установлена вертикально внутри несущего каркаса. В верхней части ванны 1 выполнен переливной карман 2 с горловиной слива 3. Гальваническая ванна 1 относится к классу проточных ванн с поддержанием постоянного уровня электролита с помощью переливного кармана 2.
Внутри ванны установлена анодная корзина, состоящая из вертикально установленных анодов 4, выполненных в виде стержней и закрепленных с равным шагом на электрически изолированном основании, выполненном в виде кольца (на чертеже не показана). Внутренний диаметр основания зависит от габаритов хромируемого изделия и выбирается с учетом требуемого зазора безопасности. Анодные стержни 4 подвешены к несущему каркасу через электрически изолированное основание и дополнительно закреплены между собой с помощью промежуточных колец 5, расположенных с равным шагом по длине анодной корзины. Количество промежуточных колец 5 зависит от длины изделия и, соответственно, от высоты ванны. Для замены или очистки анодные стержни 4 могут быть отсоединены каждый в отдельности и извлечены из ванны 1, а также анодная корзина может быть извлечена из ванны 1 в неразобранном состоянии, что значительно упрощает обслуживание станка и повышает технологичность процесса хромирования. Анодные стержни 4 могут быть изготовлены из стали и иметь свинцовое покрытие.
Верхний 6 и нижний 7 токоподводы, выполненные с центральным отверстием, в виде коллекторов с вращающимся диском и неподвижным блоком контактных токопроводящих пластин. Пластины расположены с обеих сторон вращающегося диска и могут быть выполнены из бронзы. Верхний токоподвод 6 установлен на подвижной раме механизма подъема 23, который может быть выполнен в виде гидравлического привода. Отличительной особенностью заявляемой конструкции станка является выполнение токоподводов с блоком неподвижных контактных пластин, занимающих всю полезную поверхность диска, что позволяет повысить общий ток, передаваемый через токоподвод, при сохранении удельного тока (на единицу поверхности диска) в допустимых пределах, а также снижает нагрев и продлевает срок службы как пластин, так и диска.
Нижний токоподвод 7 установлен под ванной 1 стационарно и закреплен на несущем каркасе непосредственно под уплотнительным узлом 8 в дне ванны 1. Уплотнительный узел 8 выполнен в виде полой втулки, внутри которой расположена манжета. Для обеспечения большей герметичности соединения между нижним хвостовиком и отверстием в дне ванны манжет может быть несколько. Уплотнительный узел 8 может быть прикреплен к дну ванны при помощи сварки или другим способом, обеспечивающим герметичное соединение. Уплотнительный узел 8 обеспечивает герметичность ванны 1 в процессе хромирования при вращении.
Верхний 6 и нижний 7 токоподводы соединены между собой с помощью катодного шинопровода 9. Анодные стержни 4 соединены с анодным шинопроводом 10. Анодный 10 и катодный 9 шинопроводы служат для подачи технологического тока от источника.
В верхней части несущего каркаса установлен электромеханический привод вращения 11, с помощью которого осуществляют вращение хромируемого изделия. Электромеханический привод вращения 11 может быть выполнен в виде мотор-редуктора. Электромеханический привод вращения 11 соединен с зубчатым колесом 12, находящимся в зацеплении с набором паразитных шестерен 13. Набор паразитных шестерен 13 установлен на подвижной раме 15 механизма перемещения 16, с помощью которого осуществляют их отведение в сторону при загрузке изделия в ванну 1. Механизм перемещения 16 может быть выполнен в виде пневматического привода.
В течение всего процесса хромирования электролит подают в ванну 1 с помощью насосов через горловину 17, расположенную в нижней части ванны 1, затем электролит покидает ванну 1 через окна уровневого слива (на чертеже не показаны) в переливной карман 2, откуда через горловину 3 самотеком сливается в бак для электролита (на чертеже не показан). Доступ внутрь осушенной ванны 1 осуществляется через смотровой люк 18, расположенный в ее нижней части.
Установка работает следующим образом.
Перед загрузкой в ванну изделие 19 в горизонтальном положении соединяют со стороны меньшего диаметра с верхним хвостовиком 20, представляющим собой монолитный стальной стержень, на котором установлен опорный узел 22. На верхний хвостовик 20 установлено зубчатое колесо 14. Электромеханический привод вращения 11 приводит во вращение хромируемое изделие 19 путем последовательной передачи момента вращения от зубчатого колеса 12 к зубчатому колесу 14 через набор паразитных шестерен 13, находящихся в последовательном зацеплении друг с другом. Опорный узел 22 установлен на верхний хвостовик 20 выше зубчатого колеса 14 и примыкает вплотную к верхнему токоподводу 6. Опорный узел 22 состоит из корпуса, в котором расположены радиальные и упорные подшипники качения, обеспечивающие вращение находящейся в ванне детали вокруг продольной оси с минимальным сопротивлением вращению. Опорный узел 22 также обеспечивает позиционирование (фиксацию оси) изделия 19 относительно ванны и верхнего токоподвода 6. Верхняя часть корпуса опорного узла 22 выполнена с фланцем, опирающимся на корпус ванны и воспринимающим вес изделия с оснасткой. В процессе хромирования опорный узел остается неподвижным, вращается только проходящий через него верхний хвостовик.
Длину верхнего хвостовика 20 подбирают таким образом, чтобы верхняя его часть не выступала над верхней поверхностью верхнего токоподвода 6, что обусловлено величиной вертикального перемещения верхнего токоподвода 6 до положения, обеспечивающего его беспрепятственное откидывание.
Верхний хвостовик 2 проходит через центральное отверстие в верхнем токоподводе 11. При длине изделия больше 3…3,5 метров со стороны большего диаметра изделия устанавливают нижний хвостовик 25, проходящий насквозь через центральное отверстие в дне ванны 1, уплотнительный узел 8 и диск нижнего токоподвода 7. Верхний 20 и нижний 25 хвостовики соединены между собой с помощью соединительной штанги 21, проходящей внутри изделия 19. Изделие 19 с установленными на нем верхним 20 и нижним 25 хвостовиками, соединительной штангой 21, расположенной внутри изделия 19 и соединяющей между собой верхний 20 и нижний 25 хвостовики, опорным узлом 22, установленным на верхний хвостовик 20, представляет собой технологическую сборку. С помощью компонентов технологической сборки обеспечивается возможность перемещения длинномерных изделий внутри производственного цеха, предохранение изделия от деформации, упрощения процесса загрузки изделия в ванну, а также точного позиционирования изделия внутри ванны.
Сборка хромируемого изделия 19 в единое целое с верхним 20 и нижним 25 хвостовиками, соединительной штангой 19 и опорным узлом 22 является предварительной операцией перед хромированием в вертикальном реакторе. Комплект технологической сборки состоит из верхнего 20 и нижнего 25 хвостовиков, устанавливаемых на концы изделия 19. Верхний 20 и нижний 25 хвостовики служат для подвода к изделию технологического тока от нижнего 7 и верхнего 6 токоподводов соответственно. Верхний 20 и нижний 25 хвостовики могут быть соединены с хромируемым изделием, например, с помощью цанговых зажимов.
На верхнем хвостовике 20 установлено зубчатое колесо 14, служащее для приведения технологической сборки во вращение вокруг продольной оси изделия 19 в процессе хромирования, совпадающей с продольной осью ванны 1.
Для загрузки в установку технологическая сборка переводится в вертикальное положение с помощью гидравлического кантователя. Технологическая сборка загружается в установку вертикально сверху через проем в площадке обслуживания. Верхний токоподвод 6 оборудован механизмом отведения в сторону для установки в ванну технологической сборки и анодной корзины. Механизм отведения состоит из гидравлического привода подъема 24, с помощью которого диск токоподвода 6 снимается с хвостовика 20 и откидывается в сторону от верхней части ванны 1, через которую осуществляют загрузку хромируемого изделия 19. На время погрузочно-разгрузочных операций зубчатое соединение набора паразитных шестерен 13 и зубчатого колеса 14 размыкается и отводится в сторону приводом перемещения 16. После загрузки технологической сборки в ванну 1 верхний токоподвод 6 возвращают в исходное положение с помощью приводов 18 и 24.
Будучи установленной в станок, технологическая сборка опирается на ванну 1 фланцем опорного узла 22, а её нижний хвостовик 25 проходит сквозь узел уплотнения 8 в дне ванны и центральное отверстие нижнего дискового токоподвода 7. Верхний хвостовик 20 проходит через центральное отверстие верхнего дискового токоподвода 6. После установки в станке изделия 19 включают систему вытяжной вентиляции, подачу электролита в ванну 1, привод вращения 11, источник тока и ведут процесс хромирования при заданных технологических режимах и непрерывной подаче электролита в ванну до получения требуемой толщины покрытия. Установленная в ванну 1 технологическая сборка приводится во вращение электроприводом 11, вращение осуществляется за счет передачи вращения от электромеханического привода вращения 11 к зубчатому колесу 14.
Хромируемое изделие 19 окружают анодные стержни 4, что дополнительно обеспечивает равномерность оасаждаемого покрытия. Анодные стержни 4 выполнены из стальных освинцованных стержней, помещенных в каркас, выполненный из химически стойких к хромовому электролиту материалов, например, титана и фторопласта. Конструкция ванны допускает обработку более коротких деталей, при этом нижний хвостовик не доходит до дна ванны и может вообще не устанавливаться. Отверстие в дне ванны в этом случае закрывают специальной пробкой.
Ванна не имеет глухой крышки, поэтому должна быть оборудована высокопроизводительной системой вентиляции, например, кольцевым бортовым отсосом с отводом паров электролита на очистку от вредных веществ. Продолжительность процесса хромирования зависит от требуемой толщины покрытия.
После завершения процесса изделие извлекают из ванны, электролит сливают из ванны.
Заявляемый станок вертикального наружного хромирования предназначен для нанесения твердого хромового покрытия на наружные поверхности трубчатых деталей длиной до 5000 мм, диаметром до 300 мм и весом до 3000 кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747262C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
Изобретение относится к гальванотехнике, в частности к устройствам для хромирования длинномерных валов и штоков. Станок содержит несущий каркас, представляющий собой сварную металлическую конструкцию, на который сверху установлена площадка для обслуживания установки, внутри каркаса вертикально установлена ванна, выполненная с центральным отверстием в дне ванны, к которому жестко присоединен уплотнительный узел, при этом верхняя часть ванны снабжена переливным карманом и отверстиями для отвода испарений, в нижней части ванны выполнен смотровой люк и расположена горловина подачи и откачки электролита, внутри ванны установлена анодная корзина, состоящая из вертикально установленных анодных стержней и закрепленных с равным шагом на электрически изолированном основании, при этом анодные стержни подвешены к несущему каркасу на электрически изолированном основании и дополнительно закреплены между собой с помощью промежуточных колец, верхний и нижний токоподводы, выполненные в виде коллекторов с вращающимся диском и неподвижным блоком контактных пластин с обеих сторон диска, при этом верхний токоподвод установлен на подвижной раме с возможностью подъема, а нижний токоподвод установлен под ванной стационарно, в верхней части несущего каркаса установлен привод вращения, осуществляющий вращение изделия. Технический результат - создание устройства для хромирования длинномерных изделий, обеспечивающего получение равномерного покрытия. 1 з.п. ф-лы, 1 ил.
1. Станок вертикального наружного хромирования, содержащий несущий каркас, представляющий собой сварную металлическую конструкцию, на который сверху установлена площадка для обслуживания установки, внутри каркаса вертикально установлена ванна, выполненная с центральным отверстием в дне ванны, к которому жестко присоединен уплотнительный узел, состоящий из полой втулки, внутри которой расположена манжета, при этом верхняя часть ванны снабжена переливным карманом и отверстиями для отвода испарений, в нижней части ванны выполнен смотровой люк и расположена горловина для подачи и откачки электролита, внутри ванны установлена анодная корзина, состоящая из вертикально установленных анодных стержней, закрепленных с равным шагом на электрически изолированном основании, выполненном в виде кольца, с помощью которого анодные стержни подвешены к несущему каркасу, при этом анодные стержни дополнительно закреплены между собой с помощью промежуточных колец, расположенных с равным шагом по длине анодной корзины, верхний и нижний токоподводы, выполненные с центральным отверстием в виде коллекторов с вращающимся диском и неподвижным блоком контактных пластин с обеих сторон диска, при этом верхний токоподвод установлен на подвижной раме с возможностью подъема, а нижний токоподвод установлен под ванной стационарно, верхний и нижний токоподводы соединены с источником тока с помощью катодного шинопровода, а анодные стержни с помощью анодного шинопровода, в верхней части несущего каркаса установлен привод вращения, осуществляющий вращение хромируемого изделия с помощью зубчатой передачи.
2. Станок вертикального наружного хромирования по п.1, в котором ванна может быть выполнена цилиндрической или овальной.
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| US 11136685 B2, 05.10.2021 | |||
| Устройство для нанесения покрытия на длинномерные изделия (его варианты) | 1984 |
|
SU1203134A1 |
| Устройство для электролитического хромирования цилиндрических деталей | 1984 |
|
SU1211344A1 |

