I
Изобретение относится к области машиностроения, в частности к изготовлению калибровочных шаблонов под штамповку и различных изделий из отверждающихся материалов, имеюш,их сложную конфигурацию, путем свободной заливки в форму.
Известна форма для изготовления изделий из самоогверждающиХСЯ материалов, содержаш,ая основание и устанавливаемые в соответствии с конфигурацией изготавливаемого изделия гибкие боковые стенки, выполненные из эластичного заполненного жидкостью шланга, с надетыми на него металлическими секциями, и устанавливаемые на эластичные основания 1.
Недостатком конструкции данной формы является значительная металлоемкость, особенно при изготовлении крупногабаритных деталей, необходимость герметизации форм перед каждой заливкой, отсутствие монолитности оформляюш,ей поверхности при сложной кривизне получаемых деталей.
Кроме того, форма недостаточно транспортабельна, не предусматривает термостатирование, в том числе полимеризацию реактопластов, и отливку деталей большой высоты.
Известна также форма для изготовления изделий из отверждающегося материала, содержащая основание, боковую стенку в
виде гибкой ленты и фиксирующие элементы, взаимодействующие со стенкой 2.
Стенка выполнена в виде гибкой металлической ленты, закрепляемой в соответстВИИ с конфигурацией изготовляемого изделия на электромагнитной плите.
Применение электромагнитной плиты в качестве основного конструктивного элемента, обеспечивающего работоспособность
формы, исключает свободный выбор места заливки, требует значительных затрат электроэнергии, особенно при переработке композиций с длительным периодом отверждения, исключает транспортировку на термостатирование. Габариты изделий лимитированы размерами плит, лент и фиксирующих элементов. Кроме того, заливка внутренних фиксирующих элементов в тело деталей не всегда приемлема и экономична.
Целью изобретения является расширение диапазона технологических возможностей формы за счет обеспечения изготовления изделий различных по высоте и периметру. Достигается это тем, что в форме, содержащей основание, боковую стенку в виде гибкой ленты и фиксирующие элементы, взаимодействующие со стенкой, боковая стенка образована набором лент, каждая из которых на наружной поверхности выполнена с поперечными гофрами со сквозными отверстиями под фиксирующие элементы и на одном из противоположно расположенных торцов выполнен выступ, а на другом - паз, по конфигурации соответствующий выступу, причем на каладом конце ленты выполнен поперек не менее одного гофра вырез, противоположно расположенный относительно выреза на другом конце. Фиксирующий элемент выполнен в виде составного по высоте стержня с кольцевыми уплотнительными поясками на наружной поверхности, один конец которого выполнен заостренным, а другой имеет опорную головку. Боковая стенка выполнена из эластичного материала.
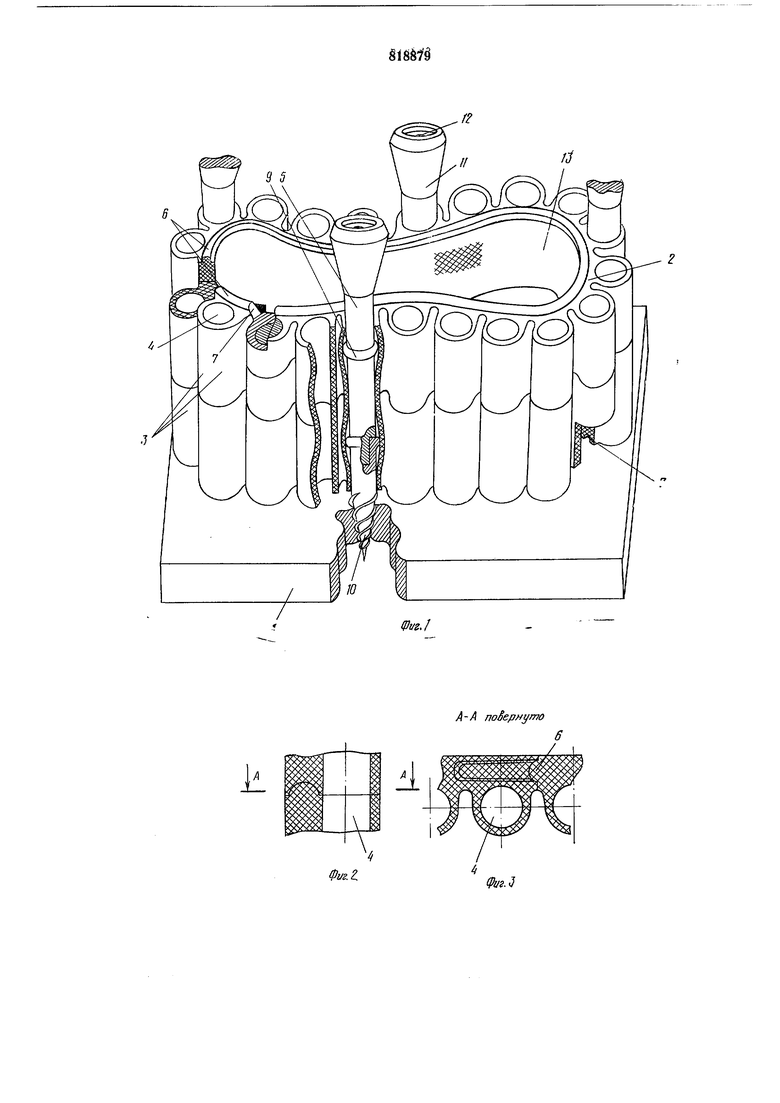
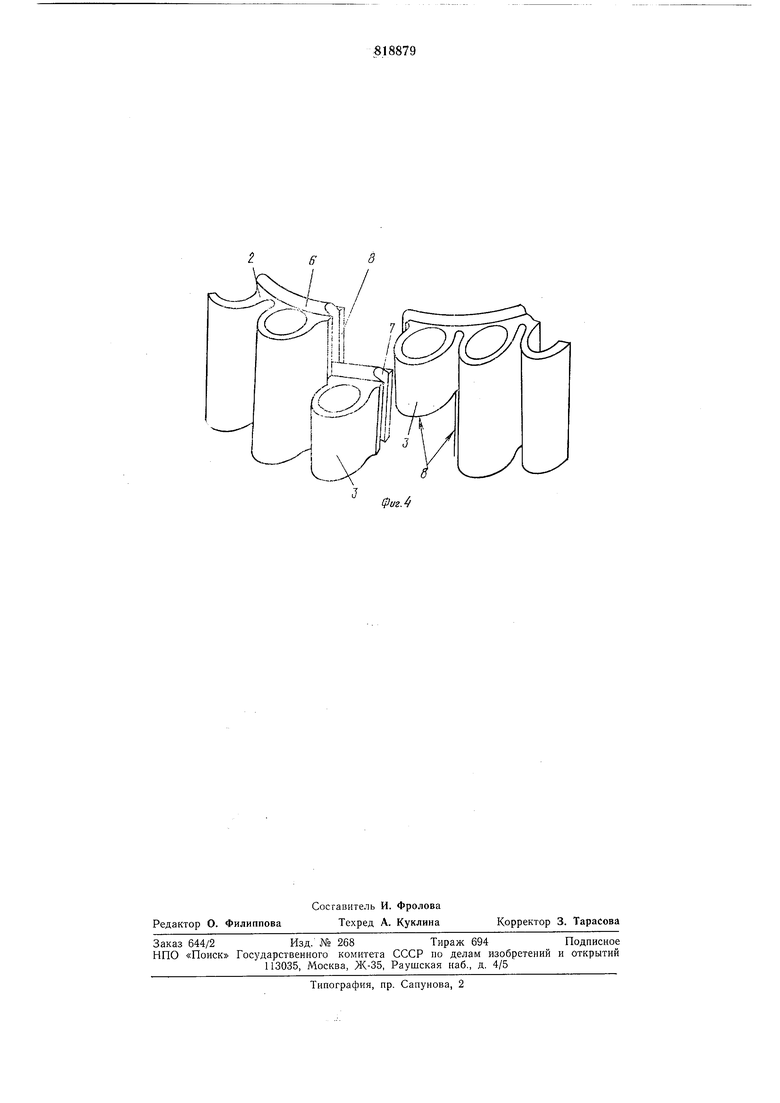
На фиг. 1 изображена форма в аксонометрии; на фиг. 2 - поперечный разрез стенки двух лент, нарощенных по высоте; на фиг. 3 - разрез А-А фиг. 2; на фиг. 4- соединяемые концы лент в аксонометрии.
Форма содержит основание 1, гибкие составные стенки 2, каждая из которых на наружности выполнена с поперечными гофрами 3 со сквозными отверстиями 4 под фиксирующие элементы 5. На одном из противоположных торцов каждой ленты выполнен выступ 6, а на других торцах - пазы 7. Причем на каждом конце ленты выполнен поперек не менее одного гофра вырез 8, противоположно расположенный относительно выреза 8 на другом конце ленты. Фиксирующий элемент 5 выполнен в виде составного по высоте стержня с кольцевыми уплотняющими поясками 9 на наружной поверхности. Один конец стержня выполнен заостренным с винтовой нарезкой 10, а другой имеет опорную головку il с вмонтированным в нее индикатором 12 положения. Внутренняя поверхность 13 ленты 2 имеет рисунок, соответствующий рисунку изделия. 1ента 2 выполнена из эластичного упругого материала, например полиуретана. Форма работает следующим образом. На основание 1 укладывают эталон, соответствующий конфигурации изделия. По эталону устанавливают боковые стенки 2 и на стыках закрепляют фиксирующими элементами 5. Количество элементов 5 зависит от сложности конфигурации изделия и от его габаритов для обеспечения необходимой точности изделия и устойчивости стенок 2. Правильность установки составных стенок 2 проверяют по индикатору положения 12. После Проверки форму заливают отверждающей композицией и при необходимости транспортируют в термошкаф. При одноразо:вом использовании формы отвержденное изделие извлекают полным демонтажом стенок, а в случае серии производят подразборку соединений, затрудняющих извлечение. Далее цикл повторяется, причем ленты и фиксирующие элементы используют многократно для монтажа форм под изделия различной конфигурации и габаритов. Гибкие боковые 2 могут- наращиваться
как по длине, так и по высоте, при этом за счет шпунтового соединения (выступ 6 - паз 7) обеспечивается герметичность соединения.
Выполнение боковой наружной поверхности лепт в виде гофр позволяет достичь максимальную гибкость, устойчивость сборных стенок формы и вертикальность их закрепления на основании. Эластичность материала и шпунтовое соединение стенок обеспечивает высокую герметичность формы и монолитность формообразующей поверхности. Универсальность формы, многократное
использование всех элементов, простота монтажа определяют ее полезность особенно при мелкосерийном изготовлении деталей различных габаритов и сложности. Эластичные стенки формы позволяют устанавливать на внутренней поверхности формы различные декоративные знаки, закрепляя их путем прокалывания эластичных стенок без нарушения их сплошности и герметичности.
Конструкция формы обеспечивает транспортабельность формы и не требует высокой квалификации при монтаже.
Формула изобретения
1. Форма для изготовления изделий из отверждающихся материалов, содержащая основание, боковую стенку в виде гибкой ленты и фиксирующие элементы, взаимодействующие со стенкой, отличающаяс я тем, что, с целью расширения технологических возможностей формы за счет обеспечения изготовления изделий различных по высоте и периметру, боковая стенка образована набором лент, каждая из которых на
наружной поверхности выполнена с полеречными гофрами со сквозными отверстиями под фиксирующие элементы и на одном из противоположных торцов выполнен выступ, а на другом - паз, по конфигурации
соответствующий выступу, причем на каждом конце ленты выполнен поперек не менее одного гофра вырез, противоположно расположенный относительно выреза на другом конце.
2. Форма по п. 1, отличающаяся тем, что фиксирующий элемент выполнен в виде составного по высоте стержня с кольцевыми уплотнительными поясками на наружной поверхности, один конец которого выполнен заостренным, а другой имеет опорную головку.
3. Форма по п. 1, отличающаяся тем, что боковая стенка выполнена из эластичного материала.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 358182, кл. В 29С 1/00, 1970.
2.Авторское свидетельство СССР № 201624, кл. В 29С 1/00, 1965 (прототип).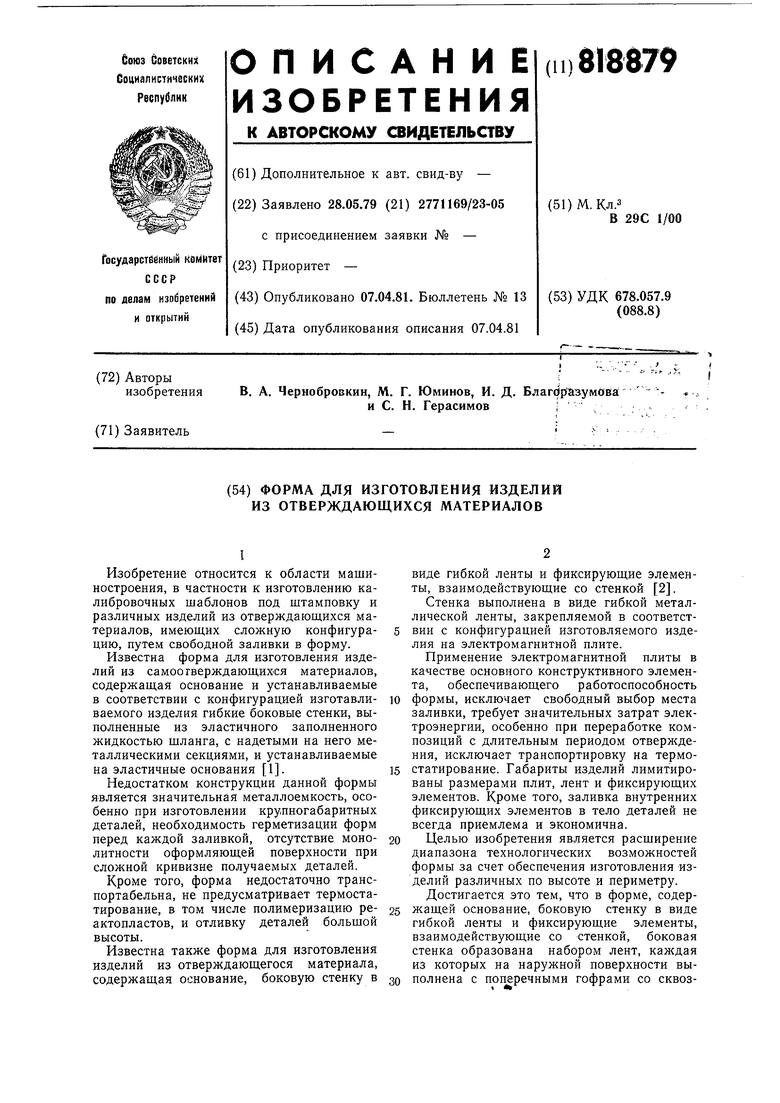

L
Фиг.1
Фиг. 5
Фиг.
