1
Изобретение относится к сварочной технике и может -быть использовано в устройствах для автоматического уп-. равления сваркой изолированного провода.
Известно устройство для автоматического управления режимом сварки по величинам измеряемых параметров Щ
Недостаток известного устройства заключается в невозможности определить качество сварки в отдельных сварив аеких точках.
Известно устройство для управления режимом сварки по .сопротивлению между электродами р .
Недостатками этого устройства являются сложность его реализации и неполное соответствие регулируемого параметра измеренному.
Наиболее близким техническим решением 1 изобретению является устройство, содержащее блок цикла сварки, коммутирумдие элементы, логические элементы И и ИЛИ, триггерные схе на, блок памяти, элементы задержки, блок сигнализации сварочного процесса рз
Недостатком данного устройства является то, что, обеспечивая только цикл последовательного включения выдержек Сжатие, Сварка, Прокладка , Пауза, оно не позволяет обеспечить управление сваркой изолированного провода, например, выводов катушек, дросселей с контактными лепесткагли.
Цель изобретения - обеспечение автоматического контроля сварочного процесса..
0
Поставленная цель достигается тем, что устройство снабжено блоками конт- роля наличия и отсутствия сварки, прямые выходы которых подключены ко входам блока сигнализации сварочного
5 процесса, а их инверсные выходы через схему ИЛИ, элемент задержки и коммутирующие элементы ко входу блока цикла сварки, выход которого через элемент задержки, схему И и блок
0 памяти соединен со входом блока определения наличия сварки, а выход схемы И и вход блока памяти подсоединен ко входу блока контроля отсутствия сварки.
5
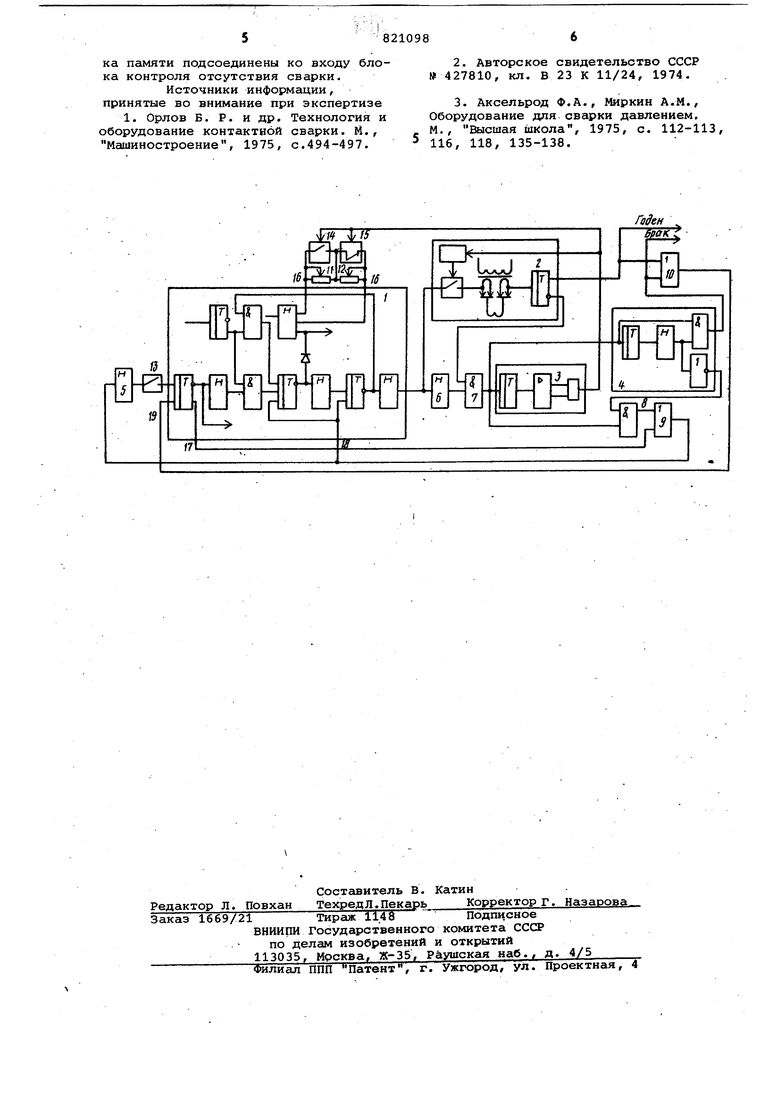
На чертеже представлена функциональная схема устройства.
Устройство содержит блок 1 цикла сварки, блок 2 контроля наличия сварки, блок 3 памяти, блок 4 контроля 0 отсутствия сварки, элементы 5 и б задержки, логические элементы И 7 и 8, логические элементы ИЛИ 9 и 10, резисторы 11 и 12, коммутирующие элементы 13-15, шины 16 нагрева блока 1 цикл.а сварки, шину 17 контроля работы, шину 18 предварительного сброса и шину.19 окончательного сброса.
Устройство работает следующим образом.
При включении коммутирующего элемента 13 единичный сигнал с выхода элемента 5 задержки подается на вход блока 1 цикла сварки, который отрабатывает последовательно выдержки Сжатие, Сварка и Проковка. При этом величина сварочного тока определяется резистором 11, подключенным к одной из шин 16 нагфева блока 1 цикла сварки. После отработки выдерчски Проковка единичный сигнал с выхода блока 1 цикла сварки подается через элемент 6 задержки на один из входов элемента И 7, на второй вход которого подан единичный сигнал с инверсного выхода блока 2 контроля наличия сварки. Единичный сигнал с выхода элемента И 7 подается на входы блока 3 памяти, блока 4 контроля отсутствия сварки и один из входов элемента И 8.Блок 3 памяти переключает коммутирующие элементы 14 и 15 и дает разрешающий сигнал на работу блока 2 контроля наличия сварки. Так как на второй вход элемента И 8 поступает с инверсного входа блока 4 контроля отсутствия сварки единичный сигнош, то с выхода элемента И 8 через элемент ИЛИ 9 единичный сигнгш Поступает на шину 18 предварительного сброса блока 1 цикла сварки, который приводится в состояние отработки пыдержек Сварка, Проковка. При Э.ТОМ величина сварочного токаопределяется резистором 12, подключенным к другой шине 16 нагрева блока 1 цикла сварки. После отработки блоке 1 цикла сварки выдержки Проковка единичный сигнал с его выхода поступает на элемент 6 задержки и блок 2 контроля наличия сварки, с прямого выход которого при наличии сварки (наличие токов в электродах, наличие цепи эле трод-лепесток-катушка-лепесток-электрод) снимается сигнал годности сварки, и подается единичный сигнал через элемент ИЛИ 10 на шину 19 окончательного сброса блока цикла сварки Блок 1 цикла сварки приводится в исходное состояние, на его шине 17 контроля работы появляется единичный сигнал, поступаиощий через элемент ИЛИ 9 на вход элемента 5.задержки, выдержка времени которого определяет аремя Пауза. Через это время возможен повторный запуск устройства коммутирующим элементом 13. Бели при поступлении единичного сигнала на вход блока 2 контроля наличия рварки, сварка отсутствует (не зарегистрирован ток хотя бы в одной из пар Электродов или отсутствует цепь через катушку), то через время, определяющееся элементом 6 задержки, на выходе элемента И 7 появится сигнал, который Через элемент И 8 и элемент ИЛИ 9 поступает на шину 18 предварительного сброса блока 1 цикла сварки и приводит его в состояние Отра.ботки выдержки Сварка и Проковка
Таким образом, при отсутствии сваки отработка выдержки Сварка повторяется до выдачи блоком 2 контроля наличия сварки сигнала годности или появления сигнала на прямом выходе блока 4 контроля отсутствия сварки. На прямом выходе блока 4 контроля отсутствия сварки единичный сигнал появится через определенное время от момента подачи Первого импульса на его вход. Это время выставляется от требуемого количества отработки выдержек Сварка при отсутствии наличия сварки. Появившийся на прямом выходе блока 4 контроля отсутствия сварки единичный сигнал через элемент ИЛИ 10 поступает на шину 19 окончательного сброса блока 1 цикла сварки, который приводится в исходное состояние. С прямого выхода блока 4 контроля отсутствия сварки снимается сигнал отсутствия сварки.
Предлагаемое устройство позволяет обеспечить управление несколькими последовательными режимами сварки , которые имеют различные парс1метры по величине сварочного тока, т.е. режимами предварительного нагрева, деформации лепестка, сгорания изоляции провода с последующей сваркой, при которой необходим ток большего значения от тока нагрева, достаточный для образования сварного соединения элементов.
Формула изобретения
Устройство для управления процессом сварки, содержащее блок цикла сварки, коммутирующие элементы, лотаческие элементы И, ИЛИ, триггерные cxeNS:, блок памяти, элементы задержки, блок сигнализации сварочного процесса, отличающее-: с я тем, что,с целью обеспечения автоматического контроля сварочного процесса, устройство снабжено блоками контроля наличия и отсутствия сварки, пря1иЕ1е выходы которых подключены ко входам блока сигнализации сварочного процесса, а их инверсные выходы Через схему ИЛИ, элемент задержки и коммутирующие элементы ко входу блока цикла сварки, выход которого через элемент задержки, схему И и блок памяти соединен со входом .блока определения наличия сварки, а выход схемы И, и вход блока памяти подсоединены ко входу блока контроля отсутствия сварки.
Источники информации, принятые во внимание при экспертизе 1. Орлов Б. Р. и др. Технология и оборудование контактной сварки. М., Машиностроение, 1975, с.494-497.
2.Авторское свидетельство СССР № 427810, кл, В 23 К 11/24, 1974.
3.Аксельрод Ф.А., Миркин A.M., Оборудование для сварки давлением.
М., Высшая школа, 1975, с. 112-113, 116, 118, 135-138.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления электроприводом останова толкающего конвейера | 1983 |
|
SU1537621A1 |
| Программное временное устройство | 1987 |
|
SU1418654A1 |
| Устройство для контроля каналов управления и сигнализации судовых энергетических установок | 1984 |
|
SU1177797A1 |
| Устройство для контроля блоков оперативной памяти | 1984 |
|
SU1265859A1 |
| Устройство для многоточечной сигнализации аварийных состояний | 1984 |
|
SU1205163A1 |
| Устройство для определения экстремальных чисел | 1978 |
|
SU686027A1 |
| Устройство для контроля блоков оперативной памяти | 1989 |
|
SU1689994A2 |
| Устройство для управления разветвительной передачей толкающего конвейера | 1983 |
|
SU1119936A1 |
| Устройство для контроля параметров | 1989 |
|
SU1605214A1 |
| Устройство для многоточечной сигнализации аварийных состояний | 1988 |
|
SU1501116A1 |
