Известные пневматические резьбовые калибры для промера среднего диаметра резьбовых изделий бесконтактного типа не обеснечнва.ют достаточную точность показаний.
Описываемый резьбовой калибр но сравнению с известными калибрами подобного рода отличается тем, что его конструктивное выполнение унрон1,ает процесс контроля и обеспечивает высокую точность показаний как при осевом, так и при радиальном сдвиге калибра, которые могут иметь место при наличии зазоров в проверяемой резьбе.
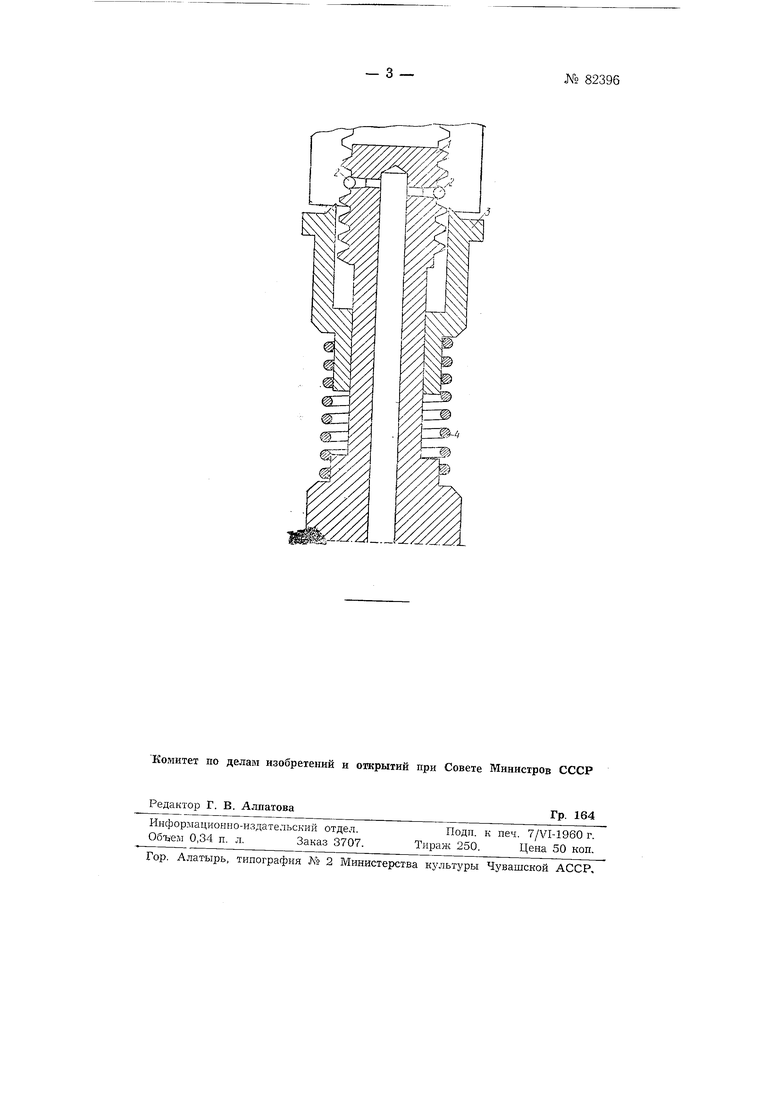
Предлагаемый резьбовой калибр схематически изображен на черте}ке.
Пневматический резьбовой калибр 1 снабжен резьбовой направля1ош,ей частью и контактными калнброванными радиально подвижными шариками 2, расположенными диаметрально противоположно со смещением по оси калибра на половину ндага проверяемой резьбы. Радиальное перемещение шариков в процессе измерения обеспечивается коническими радиальными каналами, которые сообщаются с воздухопроводом пневматического измерительного прибора.
Диаметр шариков выбирается равным или близким по значению наивыгоднейшему диаметру проволочек, применяемых для измерения диаметра резьбы данного шага. Чтобы шарики не проваливались в радиальные каналы, наружная часть их выполняется конической, а диаметр каналов должен быть меньше диаметра шариков.
Выпадение шариков при нерабочем положении калибра предотвращается втулкой 3, надвигаемой на корпус калибра пружиной 4. Цилиндрическая рабочая поверхность втулки располагается концентрично относительно рабочей резьбовой поверхности калибра.
Резьбовая направляющая часть калибра выполнена по размерам проходной резьбовой пробки в целях осуществления одновременного контроля наименьшего и наибольщего предельных размеров резьбы.
Л1 82396
При иЗлМереиир пробки ввинчивают в отверстие, а втулку прижимают к его торцу или фаске. При этом шарики иод действием давлеии-/ подводимого воздуха ирижи.мают к ироверяемой резьбе. Зазор, образуемый между шариками и иоверхностью коиических отверстий, зависит от величины среднего диаметра ироверяемой резьбы.
С целью обеспечения независимости иоказаний измерительного пневматического ирибора как при радиальном, так и ири осевом сдвиге калибра отиосительио коитролируемой резьбы, калибр ири бесконтактном коитроле резьбы снабжают двумя парами -диаметрально расположенных измерительных сопел, которые помещают иа боковых новерхиостях резьбовых ниток иаиравляюшей .части калибра. Оси сопел при этом составляют острые углы с осью коптролируемого резьбового от)зерстия.
Рассортировку резьбы ио величиие среднего диаметра производят по показаниям пневматического измерительиого прибора, с которым соединен калибр.
Настройка прибора производится ио образцам.
Пред м е т и з о б р е т е и и я
1.Пневматический резьбовой калибр для промера средпего диаметра резьбовых изделий, снабжеииый резьбовой }1ан)эавляющей частью и радиально подвижными контактными калиброванными шариками, расиоложеииыми диаметрально противоположио со смеш,еиием по оси калибра на половину шага промеряемой резьбы, отличаюи и и с я тем. что, с целью обесиечения радиального рабочего перемеИ1епия контактных И1ариков в ироцессе измерения до соприкосновения с поверхностью резьбы без ири.меиения пружин, шарики свободно помещены в расположеиные в корпусе калибра , расширяющиеся нарул у конические радиальные каналы, сообщающиеся с воздухонроводом пневматического измерительиого прибора.
2.Форма выполиеиия калибра по п. 1, отличающаяся тем, что для предохранения от выпадения щариков в нерабочем состоянии калибра примеиеиа подпружинепная, нодвижная в осевом «анравлепии и надетая на корпус калибра втулка, цилиндрическая рабочая поверхность которой располагается коицентрично относительно рабочей резьбовой поверхности калибра.
3.Форма ыполиения калибра по пи. 1 и 2, отличающаяся тем, что, с целью осуществления одновременного контроля наименьшего и наибольшего иредельиых размеров резьбы, резьбовая наиравляющая часть калибра вынолнена по размерам проходной резьбовой иро.бки.
4.Видоизменение ииевматического резьбового калибра по пп. i и 3, отличающееся тем, что -при бесконтактном контроле резьбы, с целью обеспечения независимости показаний измерительного иневматического прибора, как при радиальном, так и ири осевом сдвиге калибра относительно коитролируемой резьбы, калибр снабжают двумя иарами диаметрально расположенных измерительных сопел, помещенпых на боковых поверхностях резьбовых ниток направляющей части калибра и оси которых составляют острые углы с осью контролируемого резьбового отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический прибор для измерения расстояния между осями отверстий | 1951 |
|
SU93569A1 |
| Прибор для проверки резьбовых изделий | 1937 |
|
SU57492A1 |
| Прибор для измерения толщины ленты в процессе проката | 1951 |
|
SU93912A1 |
| Пневматический прибор для измерения микрогеометрии поверхности | 1948 |
|
SU74442A1 |
| Составной резьбовой калибр-пробка | 1946 |
|
SU70049A1 |
| Устройство для сортировки изделий по размеру внутренней резьбы | 1943 |
|
SU63780A1 |
| Пневматический профилограф | 1958 |
|
SU119352A1 |
| Прибор для измерения толщины ленты в процессе проката | 1952 |
|
SU93911A1 |
| Пневматический измерительный прибор типа ротаметра | 1947 |
|
SU75316A1 |
| Многошкальный прибор для контроля размеров | 1948 |
|
SU79223A1 |