Предлага1емый прибор для измерения микрогеаметрии обработанных поверхностей сН|абжен эластично у1кр енлен)ным контакшым щупом, упргп ляющим выпускным клапаном измерительной головки.
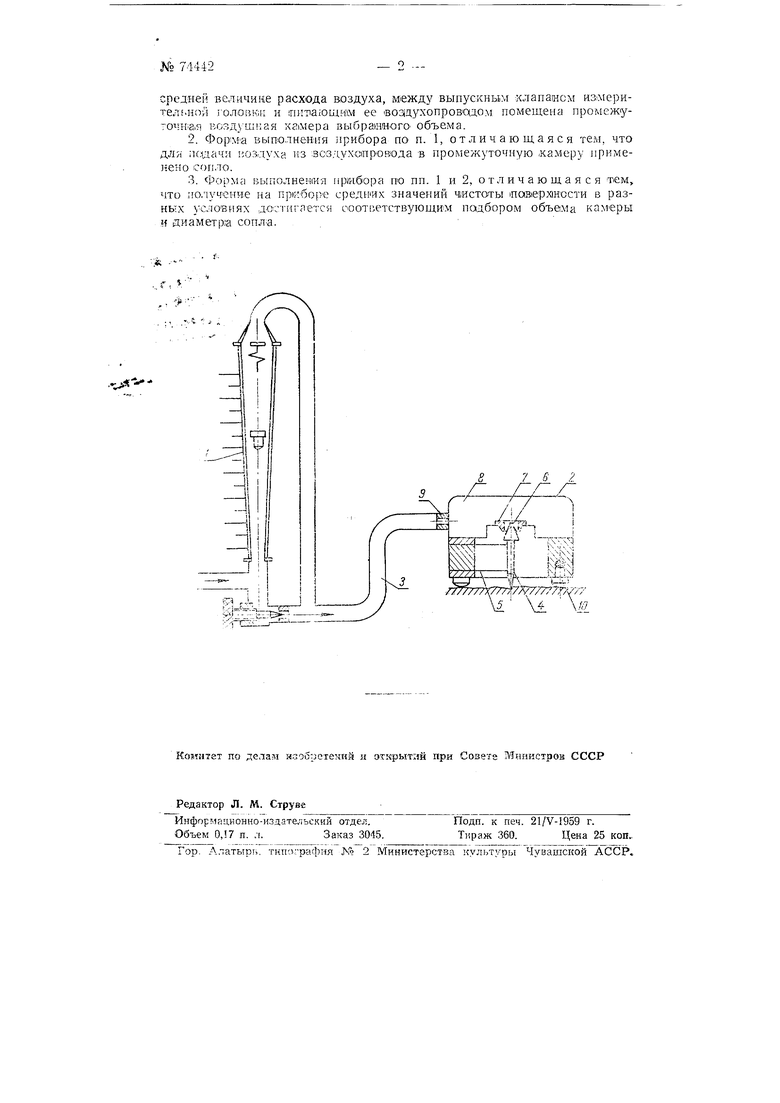
На чертеже показана принципиальная схема пре|ДЛ;агаемого npiaбора.
Прибор состоит из ротамет1ра / « измерительной головки 2, coeiniHпенных гибким шлангом 3. В И31мер1ительной голавке 2 щуп 4 закреплен via плоских пружиЕа;х 5. Верхняя часть щупа является выпускным клагяном 6, регулирующим выхои воздуха из сопла 7 головки 2.
Между иыпуокныМ .клапаном 6 голопки 2 и питающим ее воздуховодом 3 помещана воз|лушная камера 8. Подача воздуха из воздухопровода 3 в камеру 8 осушествляст я через сопло -9.
Го/ювка 2 опорными штифтам и 10 устанавливается на проверяемую поверхность и пере мещаетоя по ней с оп1:е1деленноГ1 скоростью. Щуп 4 при этом совершает вертикальные «ол:ебателы1ые движени-я, в резу.льтаIC тего расход воздуха через клапан 6 все время изменяется. При достаточи-юй частоте (возвратно-поступательных движений щупа 4 поплавок ротаметра / перестает реагировать на мгновенные значения расхода воздуха клапан 6 т устанавливается в положение, соответствующее среднему значению расхода воздуха, что в свою очередь соответствует среднему значению измеряемой величины.
Получение на приборе средних значений Ч1истоты поверхности в разных условиях достигается соатветствующим подборам объема камеры S и диаметра сопла 9.
Предмет изобретения
1. Пневматический прибор для из;Мер1ения мик1р геометрии поверхности, снабженный эластично укрепленным контактным щупом, управляющим вьвдускным клапаном из|мер|итёл ьной -голоики прибора, отличающийся тем, что, с целью выр.ав1нив. псказаетий прибора по
№ 74442- 2 -
средней величине расхода воздуха, между выпускным клапаном излшрительнс й голорлс.я н шитающмм ее воддухопровадом помещена промежуточная Е0здуш :ая KaiMepa выбраиного- объема.
2. выполнения прибора по п. 1, отличающаяся тем, что дли подачи ;оз,луха нз :всо.чухс1пров ода в промежуточную .камеру приме ено сопло.
3.Форма выполнения прибора по пп. 1 и 2, отл ич а ю ща я с я тем, что получение на средпих значений чистоты шавермности в разных условиях до:;-тпглется соответствующим подбором объема камеры и диаметра сопла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический резьбовой калибр | 1947 |
|
SU82396A1 |
| Пневматический прибор для измерения расстояния между осями отверстий | 1951 |
|
SU93569A1 |
| Пневматический профилограф | 1958 |
|
SU119352A1 |
| Прибор для измерения толщины ленты в процессе проката | 1951 |
|
SU93912A1 |
| Пневматический измерительный прибор типа ротаметра | 1947 |
|
SU75316A1 |
| Прибор для измерения толщины ленты в процессе проката | 1952 |
|
SU93911A1 |
| Дифференциальный двухсторонний жидкостный электропневматический датчик | 1950 |
|
SU93295A1 |
| Пневматический прибор дифференциального типа для контроля чистоты поверхности | 1958 |
|
SU118968A1 |
| Многошкальный прибор для контроля размеров | 1948 |
|
SU79223A1 |
| Прибор для проверки резьбовых изделий | 1937 |
|
SU57492A1 |
%./
,.:.
.
ЧГ . f7 v7777;f7-v v
5 4
