Наиболее рациональным методом измерения резьбовых изделий (болтов) является промер их с помощью резьбовых регулируемых скоб. Одпако изготовление и эксплоатация этих скоб связапы с неудобствами и затруднениями, а именно:
а)прогиб скобы приводит к затруднениям в ее установке и вносит значительные поправки (постоянство показаний) при пользовании скобой в эксплоатации;
б)для резьбовых регулируемых скоб, с целью создать идентичность условий установки и эксплоатации, применяются специальные установочные пробки с предохранительными шайбами, конструктивно и технологически отличающиеся от обычных установочных и рабочих резьбовых пробок;
в)износ резьбовых роликов и, в особенности, резьбовых гребенок приводит к частой перестановке скоб;
г)резьбовые регулируемые скобы имеют небольшой предел регулировки (в особенности роликовые скобы обычной конструкции) и большое количество корпусов.
Попытки заменить резьбовые регулируемые скобы индикаторными
резьбовыми скобами до сих пор не дали требуемых результатов, так как существующие конструкции индикаторных резьбовых скоб не обеспечивают комплексной проверки резьбы. Так например, в приборах (резьбовых миниметрах) фирмы „Фортуна-Верке промер производится штифтовыми мерительными наконечниками, что не дает возможности учесть при промере необходимые диаметральные компенсации погрешностей шага и угла профиля.
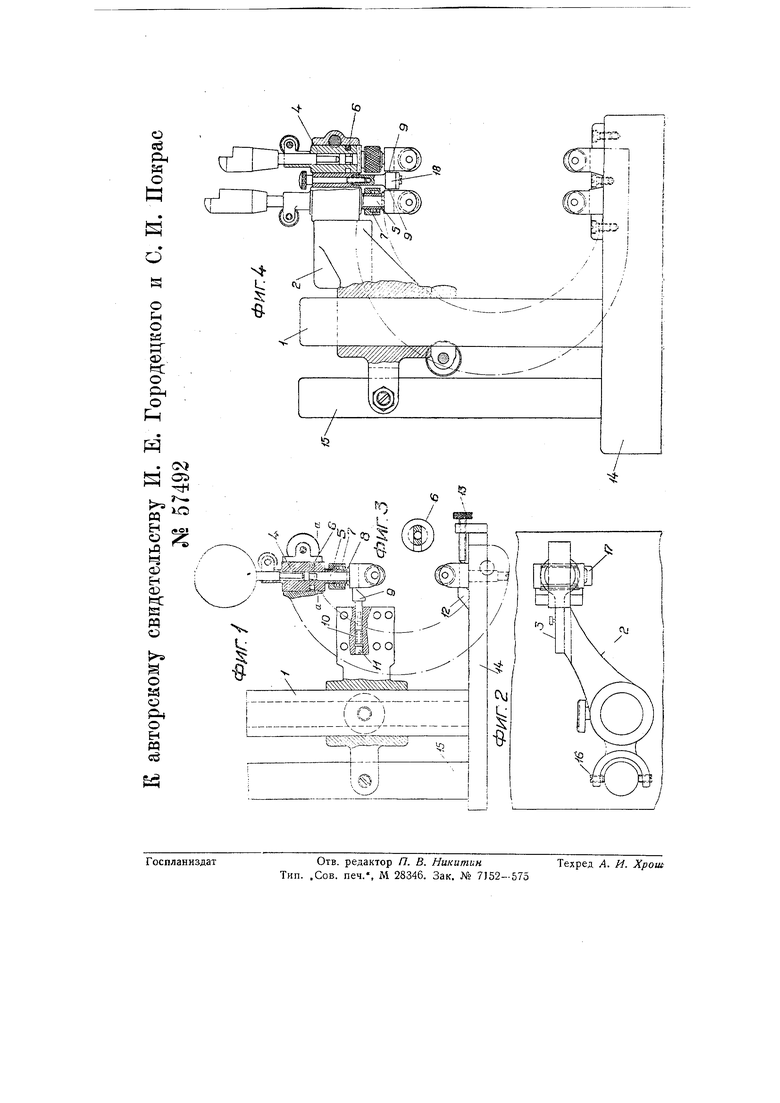
Настоящим изобретением предлагается прибор, имеющий целью заменить резьбовые скобы. Как и в известных резьбовых скобах, в предлагаемом приборе промер производится одной или двумя парами роликов. Обмер одной парой роликов мог бы вызвать возражения, поскольку отсутствует проверка непроходного размера болтов с укороченным профилем, а потому возможно некоторое расщирение поля допуска сверх установленного суммарного допуска по среднему диаметру. Хотя эти затруднения легко могли бы быть устранены путем незначительного уменьшения поля допуска (за счет увеличения непроходного размера при установке) и хотя вообще неко торое изменение непроходного раз мера болтов почти не имеет практи ческого значения для взаимоизменяе мости, однако в настоящем приборе предусмотрена возможность исполь зования двух пар роликов, чем все эти опасения полностью исключаются и соблюдается полная идентичность с условиями промера болтов резьбовыми скобами. Главное преимущество предлагаемой конструкции сводится к тому, что при предлагаемом приборе отпадает вопрос о прогибе в связи с постоянством мерительного давления, отпадает вопрос о специальной конструкции установочных пробок, значительно снижается износ мерительных частей, избегается необходимость в обработке значительного количества корпусов и т. д. Отличительной особенностью предлагаемого прибора является его конструктивное выполнение, выражающееся в том, что втулка, служащая для закрепления индикатора, одновременно направляет держатель подвижного ролика, воздействующий на индикатор, а для установки оси подвижного ролика параллельно оси второго ролика применен упор, установленный, как и втулка, в кронщтейне, переставном на колонке относительно неподвижной плиты, несущей второй ролик. На чертеже фиг, 1 изображает предлагаемый прибор с двумя роликами в виде сбоку; фиг. 2 - то же в виде сверху; фиг. 3 - разрез по аа фиг. 1; фиг. 4- предлагаемый прибор с двумя парами роликов в виде сбоку. Вдоль колонки / перемещается хомут 2, к которому прикреплен кронщтейн 5. Перемещение кронщтейна по направлению вертикальной оси обеспечивается предохранением хомута 2 от вращения при помощи второй колонки 15 и винтов 16. Обе колонки 1 к 15 монтированы на плите 14. На этой же плите установлены упоры 12 и 17, к которым прижимается нижний держатель ролика. В отверстии кронщтейна 5 помещена направляющая втулка 4. Эта втулка служит для зажима индикатора или миниметра и одновременно для направления держателя 5 верхнего подвижного ролика. Последний находится под действием пружины 8 (давление которой регулируется гайкой 7) и мерительного давления индикатора. Упор 9, находящийся под действием пружины 10 (давление которой регулируется винтом //), приводит ось ролика в положение, параллельное оси нижнего ролика. Прибор может быть приспособлен для измерения болта любого диаметра и щага. Предел измерения лимитируется высотой колонки /, которую можно выбирать по желанию. Мерительный ролик сменяется следующим образом. Из кронштейна 3 вынимается втулка 4. Из втулки 4 вытягивается скоба 6, зев которой меньше диаметра держателя 5 ролика. Ролик вынимается, на его место ставится другой ролик, скоба 6 снова выставляется в проточку втулки 4, по сторонам которой сфрезерованы лыски, и втулка вставляется в кронштейн 5. Под действием упора 9 ролик займет правильное положение, и прибор может начать работать. Этот простой прием смены ролика позволяет упростить конструкцию держателя ролика и облегчает его изготовление. Регулировка мерительного давления и давления щпонки позволяет отъюстировать прибор в зависимости от требуемых условий. Ролики имеют екоторое осевое перемещение на воих осях. По сравнению с обыкновенными оликовыми скобами прибор имеет ледующие преимущества: 1.Независимость результата измеения от веса скобы вследствие потоянства измерительного давления. 2.Один прибор может обслужить ромер всех резьб в обычном диаазоне размеров, что дает огромную кономию по обработке большего оличества корпусов скоб. 3.Конструкция крепления и наравления держателей роликов прое, чем в резьбовых скобах; обраотка всех деталей и юстировка рибора очень проста по сравнению
с роликовыми скобами, не говоря уже о гребенчатых.
По желанию, конструкция может быть использована в качестве индикаторной резьбовой роликовой скобы, как это показано пунктиром на фиг. 1.
Прибор может иметь две пары резьбовых роликов: проходную пару и непроходную, каждая из которых передает движение отдельным индикаторам или миниметрам.
Непроходная пара роликов может быть заменена штифтовым и вставками наподобие вставок в резьбовых микрометрах. Индикатор (миниметр), связанный с проходной парой роликов, должен, при правильно выполненной резьбе, давать только отрицательные отклонения от установленного размера. Индикатор (миниметр), связанный с непроходной парой роликов, должен, при правильной резьбе, давать только положительное отклонение от установленного размера. Вследствие этого в тех случаях, когда нет надобности в учете действительных величин отклонений, могут быть применены индикаторы или миниметры без шкал, так как здесь нужны простые указатели пределов допуска изделия, иначе говоря, j
здесь может быть использован любой прибор со стрелкой без шкалы.
На фиг. 4 показан прибор с двумя парами роликов. На этой фигуре сохранены те же обозначения деталей, что и на предыдуших. Упоры 9, помеш,енные в направляющей JS, устанавливают оси роликов в положение, параллельное друг другу. Прибор также может быть осуществлен и в виде резьбовой индикаторной скобы, как это показано пунктиром на фиг. 4.
Предмет изобретения.
Прибор для проверки резьбовых изделий, с использованием индикатора и двух (или двух пар) многониточных мерительных роликов, отличающийся применением втулки 4, служащей одновременно для зажима индикатора и для направления воздействующего на последний держатель 5 подвижного ролика, для установки оси которого параллельно оси второго ролика предназначен упор 9, установленный, как и втулка 4, в кронштейне 3, переставном на колонке / относительно неподвижной плиты 14 со вторым роликом.