00
ю
j
Од Ф Изобретение относится к области получения алюминия электролизом кри лито-глиноземного расплава и может быть использовано на электролизерах всех типов при подготовке к эксплуа тации после нового строительства ил капитального ремонта. Известный способ подготовки поди ны электролизера к эксплуатации включает в себя нагрев катодного ус ройства за счет тепла, вьщеляющегос либо при сжигании топлива, либо при прохождении электрического тока через электролизер. Одной из основньк целей нагрева (обжига) подины является снижение интенсивности взаимодействия углеро дистых материалов подины с натрием, вьщеляющимся наряду с алюминием при электролизе, криолито-глиноземного ра плава. Выделение натрия начинается в момент пуска электролизера, т,е, в момент заливки на подину эксплуат ционного электролита и подключения электролизера в цепь серии. Чем выш температура нагрева подины перед пу ком, тем меньше пусковая деформация подины, вызванная взаимодействием с натрием. Известен способ обжига наиболее близкий к данному техническому решению, обеспечивающий нагрев подины практически до эксплуатационных температур за счет использования в качестве дополнительного электро-, сопротивления обжигового солевого расплава, состояр1его из солей, выбранных из группы фторидов и хлоридов алюминия, .кальция, магния ,2S, В составе такого расплава отсутствуют если натрия и других металлов, способных взаимодействовать с угольными материалами. I Однако при заливке в электролизер эксплуатационного электролита вместо обжигового расплава при- пуске на электролиз взаимодействие угольной подины с натрием имеет место, причем в первую йчередь деформируются верхние слои подины и только затем, по мере проникновения натрия вглубь, начинают деформироваться нижележащие слои. Неравномерность деформации подины по высоте приводит к выгибу подины вверх и к повышению вероятности образования трещин, что, в конечном итоге, сокращает срок службы электролизеров. Разница в величине деформации верхних и нижних слоев подины для данной температуры нагрева подины будет тем больше, чем выше активность (концентрация) фтористого натрия Вэлектролите, и, соответственно, с целью уменьшения деформации подины под действием металлического натрия в электролит, как правило, вводят фтористый кальций и фтористый магний в количестве 5-10 мас,.%. Однако разница в величинах деформаций верхних и нижних слоев подины остается значительной, что приводит к изгибу подины и повышению вероят- ности образования трещин. Целью изобретения является снижение прогиба подины в пусковой период под воздействием натрия, уменьшение вероятности образования трещин и повышение срока службы электролизера. Поставленная цель достигается тем, что после разогрева подины электролизера, заливки расплава солей, выбранных из группы, содержащей фториды и хлориды алюминия, кальция, магния, и подключения элeкт)oлизepa в цепь постоянного тока, в расплав солей дополнительно вводят натрийсодержар|ие соединения, например фтористый натрий, соду, криолит, повышая .постепенно содержание фтористого натрия в интервале от 5 ia;o 20 мас.%, при этом натрийсодержа|цие. соединения вводят в несколько приемов, например 3-4, с вьщержкой между вводом каждой порции 4-10 ч. Сравнительно небольшое разовое изменение концентрации (активности) натрийсодержащего соединения в солевом расплаве вызывает также небольшое уве личение деформаций подины, в первую очередь ее верхних слоев, а вьщержка между вводом натрийсодержащего соединения способствует выравниванию концентрации натрия по высоте подины, и, следовательно выравни ванию деформаций различных слоев подины. После заливки в электролизер эксплуатационного электролита при пуске на электролиз суммарная величина деформации подины будет определяться величиной активности фтористого натрия (концентрацией фтористого натрия) в эксплуатационном электролите, однако прогиб подины будет
значительно снижен за счет более равномерного распределения внедрившегося натрия по высоте подины.
Солевой расплав для реализации данного способа подготовки подины электролизера к эксплуатации должен готовиться на основе соединений, не ухудшающих и не осложняющих нормальный процесс электролиза, преимущественно на основе фторидов и хлоридов щелочных и щелочноземельных элементов. В частности, могут быть использованы компоненты эксплуатационного электролита, такие как фториды кальция, алюминия, магния, натрия.
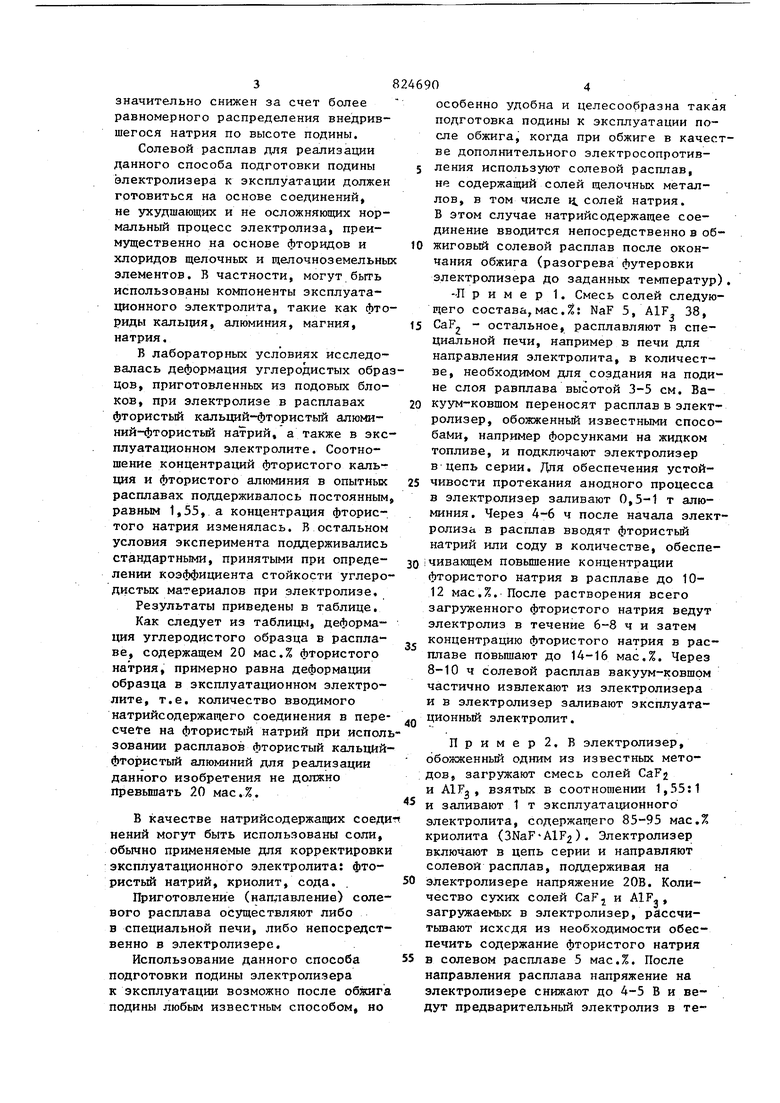
В лабораторных условиях исследовалась деформация углеродистых образцов, приготовленных из подовых блоков, при электролизе в расплавах фтористый кальций-фтористый алюминий-фтористый натрий, а также в эксплуатационном электролите. Соотношение концентраций фтористого кальция и фтористого алюминия в опытных расплавах поддерживалось постоянным, равным 1,55, а концентрация фтористого натрия изменялась. В остальном условия эксперимента поддерживались стандартными, принятыми при определении коэффициента стойкости углеродистых материалов при электролизе.
Результаты приведены в таблице.
Как следует из таблицы, деформация углеродистого образца в расплаве, содержащем 20 мас.% фтористого натрия, примерно равна деформации образца в эксплуатационном электролите, т.е. количество вводимого натрийсодержащего соединения в пересчете на фтористый натрий при использовании расплавов фтористый кальцийфто зистый алюминий для реализации данного изобретения не должно превьпиать 20 мас.%.
В качестве натрийсодержащих соеди нений могут быть использованы соли, обычно применяемые для корректировки эксплуатационного электролита: фтористый натрий, криолит, сода. ,
Приготовление (напупавление) солевого расплава осуществляют либо в специальной печи, либо непосредственно в электролизере.
Использование данного способа подготовки подины электролизера к эксплуатации возможно после обжига подины любым известным способом, но
особенно удобна и целесообразна такая подготовка подины к эксплуатации после обжига, когда при обжиге в качестве дополнительного электросопротивления используют солевой расплав, не содержащий солей щелочных металлов, в том числе ц. солей натрия. В этом случае натрийсодержащее соединение вводится непосредственно в обжиговый солевой расплав после окончания обжига (разогрева футеровки электролизера до заданных температур). -Пример 1. Смесь солей следующего состава, мае.: NaF 5, A1F 38,
15 Cap. - остальное, расплавляют в специальной печи, например в печи для направления электролита, в количестве, необходимом для создания на подине слоя равплава высотой 3-5 см. Ва20 куум-ковшом переносят расплав в электролизер, обожженньй известными способами, например форсунками на жидком топливе, и подключают электролизер в цепь серии. обеспечения устойчивости протекания анодного процесса в электролизер заливают 0,5-1 т алюминия . Через 4-6 ч после начала электролиза в расплав вводят фтористьй натрий или соду в количестве, обеспе0|чивающем повышение концентрации фтористого натрия в расплаве до 1012 мас.%. После растворения всего загруженного фтористого натрия ведут электролиз в течение 6-8 ч и затем концентрацию фтористого натрия в рас5плаве повьпиают до 14-16 мас.%. Через 8-10 ч солевой расплав вакуум-ковшом частично извлекают из электролизера и в электролизер заливают эксплуата- ционный электролит.
Пример2. В электролизер, обожженный одним из известных методов, загружают смесь солей CaF2 и AlF,, взятых в соотношении 1,55:1
и заливают 1 т эксплуатационного
электролита, содержащего 85-95 мас.% криолита (3NaF-AlF2). Электролизер включают в цепь серии и направляют солевой расплав, поддерживая на
0 электролизере напряжение 20В. Количество сухих солей CaFj и A1F,, загружаемых в электролизер, рйссчитьгоают исходя из необходимости обеспечить содержание фтористого натрия
5 в солевом расплаве 5 мас.%. После направления расплава напряжение на электролизере снижают до 4-5 В и ве дут предварительный электролиз в течение 6 ч, Затем концентрацию фтористого натрия в солевом расплаве повышают до 10 мас.%, вводя в солевой расплав криолит, фтористьй натрий или соду, через 6-8 ч - до 15 мас.%, и еще через 6-8 ч - до 18-20 мас,%. Во время предварительного электроли.за в электролизер может быть залито 0,5-1,0 т алюминия. Предварительный электролиз заканчивается через 8-10 ч после ввода последней порции натрийсодержащего соединения, солевой расплав извлекают вакуум-ковшом из электролизера и в электролизер заливают эксплуатационный электролит.
П р и м е р 3. Электролизер обжигают с использованием в качестве
дополнительного электросопротивления, помещенного между подиной и анодом, солевого расплава, не содержащего
5 в своем составе солей натрия и других элементов, способных вызвать деформацию подины, например расплава следующего состава, мас.%: CaFj 61, AlF ЗЭ. После подогрева электролизера до
10 эксплуатационных температур
(т.пл. ) в расплав вводят натрийсодержащие соединения, аналогично предьодущим примерам. Для многократного использования расплавов с различным содержанием NaF они последовательно переливаются из уже подготовленного электролизера в электролизер, находящийся на предьщущей стадии подготовки подины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 1997 |
|
RU2128732C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 2001 |
|
RU2188256C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2255144C2 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2015 |
|
RU2616752C1 |
| Способ подготовки к пуску алюминиевого электролизера | 1988 |
|
SU1548268A1 |
| СПОСОБ ПИТАНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ФТОРИСТЫМИ СОЛЯМИ | 2004 |
|
RU2284376C2 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА В ЭЛЕКТРОЛИЗЕРЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 1992 |
|
RU2037569C1 |
| СПОСОБ НАНЕСЕНИЯ СМАЧИВАЕМОГО ПОКРЫТИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2299278C2 |
| СПОСОБ ОБЖИГА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 1996 |
|
RU2096530C1 |
1. СПОСОБ ПОДГОТОВКИ ПОДИНЫ ЭЛЕКТРОЛИЗЕРА ДПЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ К ЭКСПЛУАТАЦИИ, включающий разогрев подины, заливку расплава солей, выбранных из группы, содержащей фториды и хлориды алюминия, кальция, магния, и подключение электролизера в цепь постоянного тока, отличающийся тем, что, с целью увеличения срока службы электролизера за счет уменьшения прогиба подины в пусковой период в расплав солей дополнительно вводят натрийсодержащие соединения, предпочтительно фтористый натрий, соду, криолит, повышая постепенно их содержание в интервале от 5 до 20 мас.%.2. Способ по п. 1, отличающийся тем, что натрийсодержащие соединения вводят в несколько приемов с выдержкой между вводом каждой порции 4-10 ч.§(Л
37,5
57 54 51
5
35,5
10 15 20 51,3
33
31 48 3
36,7
0,19 0,42 0,60 0,97 .1,04
