т а б л и 11 а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИЧНАЯ СМАЗКА | 1997 |
|
RU2114161C1 |
| Пластичная смазка на биоразлагаемой основе для тяжелонагруженных узлов трения качения и скольжения | 2022 |
|
RU2787947C1 |
| ПРОТИВОИЗНОСНАЯ ПРИСАДКА К СМАЗОЧНЫМ МАСЛАМ И СМАЗОЧНОЕ МАСЛО | 1996 |
|
RU2112782C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГУЩЕННЫХ ПОЛИМОЧЕВИНОЙ КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ ПРОИЗВОДНЫХ ЛИГНИНА, КОНСИСТЕНТНЫЕ СМАЗКИ И ИХ ПРИМЕНЕНИЕ | 2016 |
|
RU2712238C2 |
| ВЯЗКОСТНАЯ ПРИСАДКА К УГЛЕВОДОРОДНЫМ МАСЛАМ И ПЛАСТИЧНЫМ СМАЗКАМ | 1997 |
|
RU2131453C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ЭЛЕКТРОПРОВОДЯЩАЯ, ДЛЯ ПОДВИЖНЫХ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2647118C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ, ВКЛЮЧАЮЩАЯ КОМПЛЕКТ УМЕНЬШАЮЩИХ ТРЕНИЕ ПРИСАДОК (ВАРИАНТЫ), КОНСИСТЕНТНАЯ СМАЗКА, УНИВЕРСАЛЬНЫЙ ШАРНИР РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ И СПОСОБ ЕГО СМАЗКИ | 1998 |
|
RU2205865C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2356938C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2570403C2 |
| Смазочная композиция | 1976 |
|
SU592164A1 |
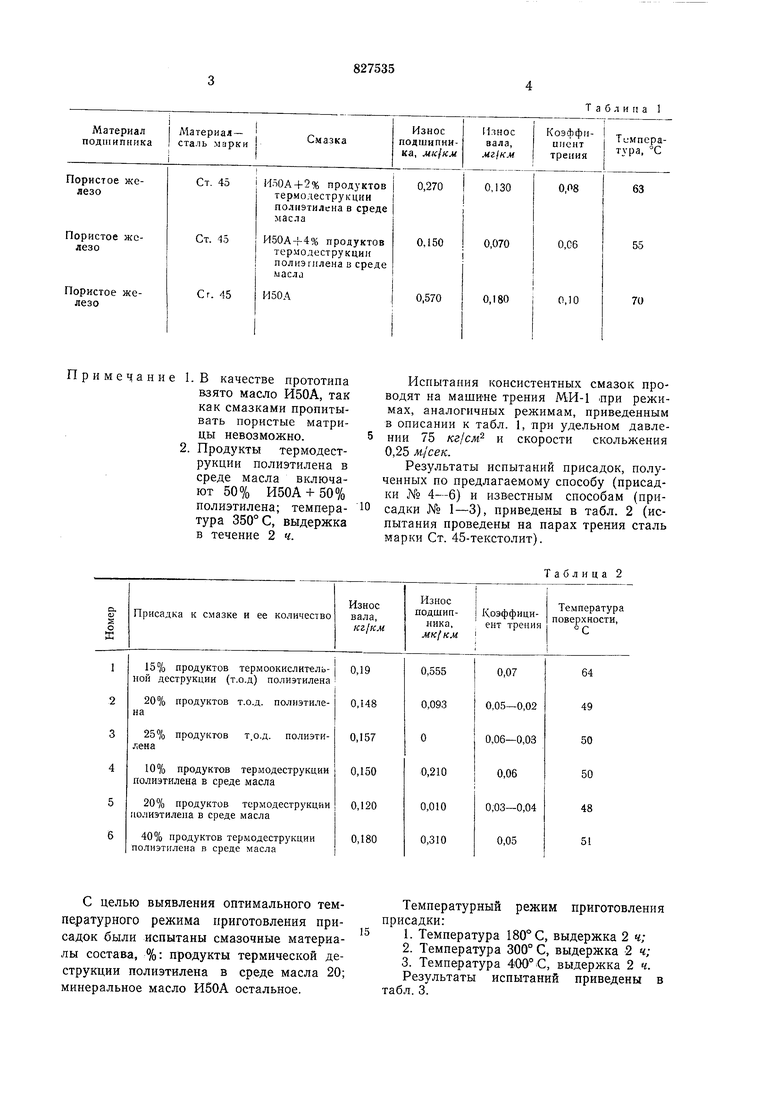
римечание 1.В качестве прототипа взято масло И50А, так как смазками пропитывать пористые матрицы невозможно. 2. Продукты термодеструкции полиэтилена в среде масла включают 50% И50А + 50% полиэтилена; температура 350° С, выдержка в течение 2 ч.
С целью выявления оптимального температурного режима приготовления присадок были испытаны смазочные материалы состава, %: продукты термической деструкции полиэтилена в среде масла 20; минеральное масло И50А остальное.
Испытания консистентных смазок проводят на машине трения МИ-1 лри режимах, аналогичных режимам, приведенным в описании к табл. 1, при удельном давлении 75 кг/см и скорости скольжения 0,25 м,/сек.
Результаты испытаний присадок, полученных по предлагаемому способу (присадки № 4-6) и известным способам (присадки № 1-3), приведены в табл. 2 (испытания проведены на парах трения сталь марки Ст. 45-текстолит).
Таблица 2
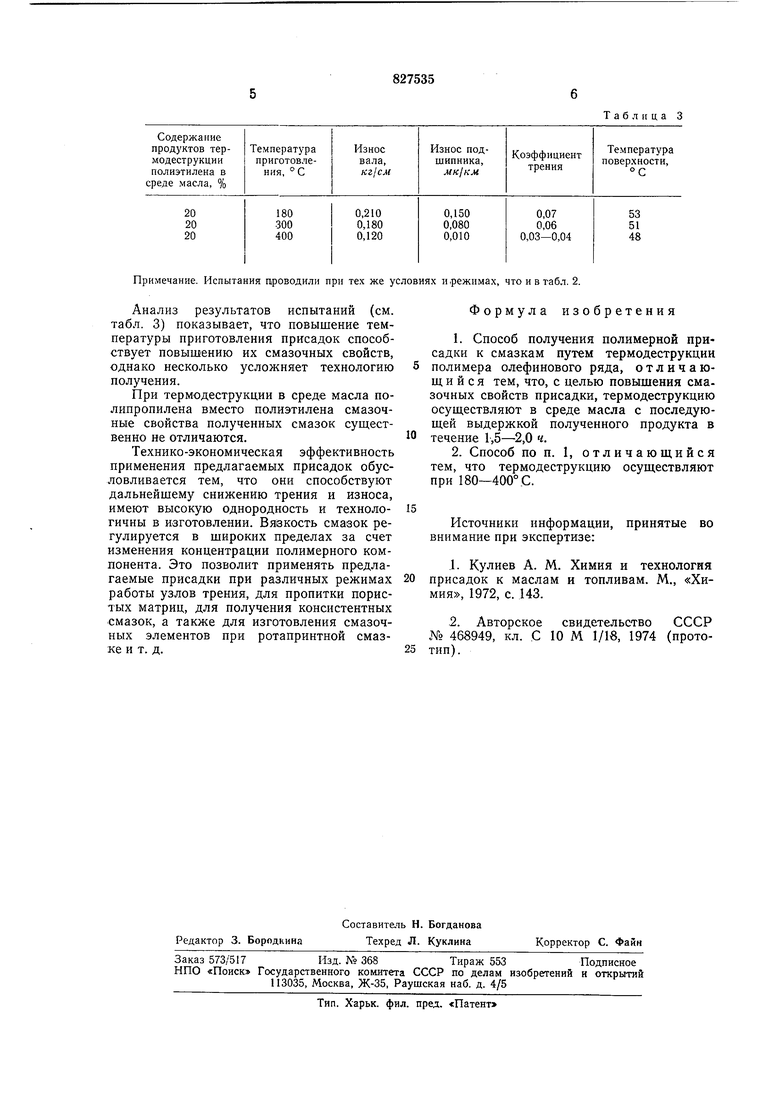
Температурный режим приготовления присадки: 1. Температура 180° С, выдержка 2 ч;
табл. 3.
Примечание. Испытания проводили при тех же условиях и,режимах, что и в табл. 2.
Анализ результатов испытаний (см. табл. 3) показывает, что повышение температуры приготовления присадок способствует повышению их смазочных свойств, однако несколько усложняет технологию получения.
При термодеструкции в среде масла полипропилена вместо полиэтилена смазочные свойства полученных смазок существенно не отличаются.
Технико-экономическая эффективность применения предлагаемых присадок обусловливается тем, что они способствуют дальнейшему снижению трения и износа, имеют высокую однородность и технологичны в изготовлении. Вязкость смазок регулируется в широких пределах за счет изменения концентрации полимерного компонента. Это позволит применять предлагаемые присадки при различных режимах работы узлов трения, для пропитки пористых матриц, для получения консистентных смазок, а также для изготовления смазочных элементов при ротапринтной смазке и т. д.
Таблица 3
Формула изобретения
15
Источники информации, принятые во внимание при экспертизе:
,2. Авторское свидетельство СССР № 468949, кл. С 10 М 1/1в, 1974 (прототип).
