1
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки деталей сложной конфигурации из политетр а фторэтилена.
Известно устройство для сварки деталей из полимерных материалов, содержащее нагреватель и прижимное приспособление 1. Недостаток устройства заключается в том, что оно может быть использовано лишь для сварки простых деталей: пленок, листов, труб.
Наиболее близким к изобретению является устройство для сварки деталей из полимерных материалов, содержащее нагреватель и оснастку для создания давления в процессе сварки 2.
Оснастка в известном устройстве выполнена в виде расположенных с регулируемым зазором пластин, которые ограничивают тепловое расширение материала деталей при нагреве, создавая тем самым давление в сварном шве. При сварке деталей сложной формы необходимо изготовление сложной оснастки в зависимости от конфигурации деталей.
Целью изобретения является упрощение оснастки при сварке деталей сложной конфигурации.
Указанная цель достигается тем, что в устройстве для сварки деталей из полимерных материалов, содержащем нагреватель и оснастку для создания давления в процессе сварки, оснастка выполнена в виде замкнутой камеры с жесткими стенками, заполненной твердым дисперсным терм остойким материалом. Замкнутая камера заполнена кварцевым песком. Замкнутая камера заполнена смесью кварцевого песка с порошком, стружкой или гранулами политетрафторэтилена при содержании последнего 20-50%.
Такое выполнение устройства обеспечивает качественную сварку деталей любой
сложной конфигурации, так как давление, возникающее внутри камеры при нагреве вследствие термического расширения деталей и дисперсного заполняющего материала, передается по всем направлениям и
свариваемые детали равномерно сжимаются. Не требуется изготовление сложной оснастки.
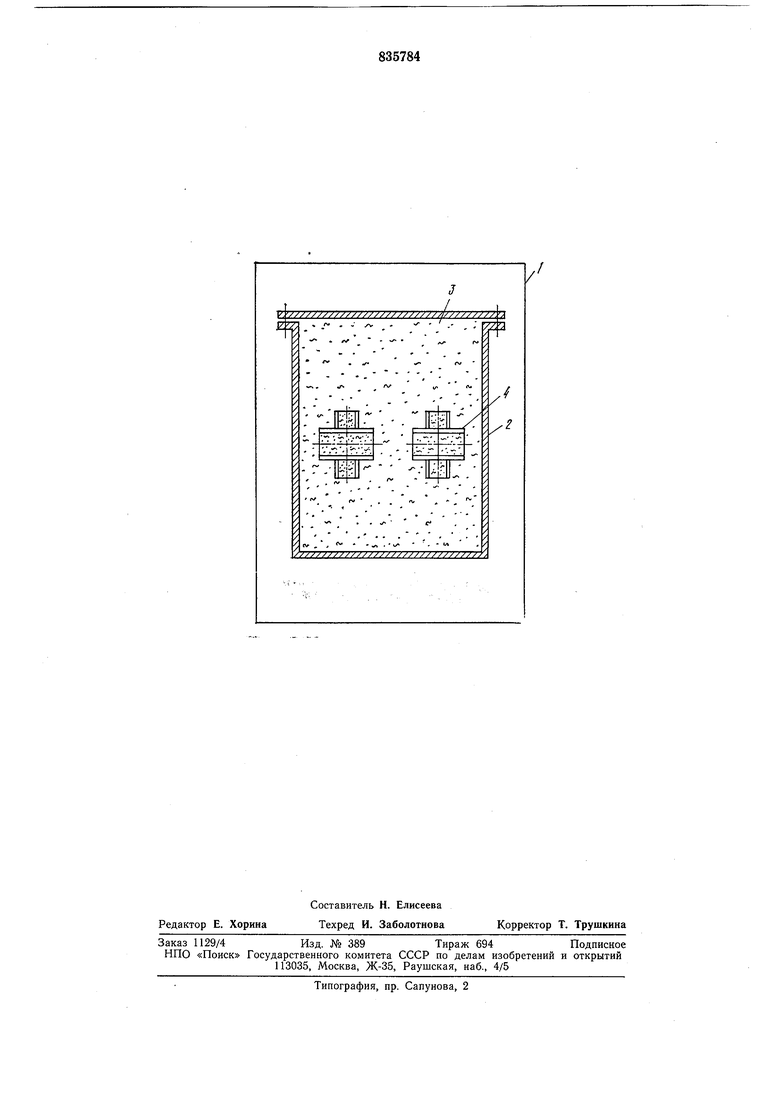
На чертеже схематически показано предлагаемое устройство. Устройство для сварки деталей из полимерных материалов содержит нагреватель 1, например печь, в которой размещена оснастка для создания давления в процессе сварки, выполненная в виде замкнутой металлической камеры 2
с жесткими стенками, плотно заполненной
твердым дисперсным термостойким материалом 3.
Термостойкий материал должеи выдерживать температуру сварки политетрафторэтилена без существенных изменений. Назначение дисперсного термостойкого материала состоит в ограничении объемного расширения деталей и в создании посредством этого необходимого для сварки давления.
Давление можно регулировать, изменяя состав дисперсного материала. Его можно изготовить, например, из кварцевого песка. Такой заполнитель пригоден для сварки массивных или толстостенных изделий. Для тонкостенных изделий возникающие в этом случае давления недостаточны, их можно увеличить, если в состав заполнителя ввести порощок, стружку или гранулы политетрафторэтилена, обладающего значительно более высоким коэффициентом объемного расширения. Хорошие результаты получены при использовании смеси кварцевого песка с размерами зерен 50-250 мкм с диспергированным политетрафторэтиленом. В качестве последнего можно использовать порошок с размером частиц 0,02 мм, гранулы или стружку с толшиной частиц до 1 - 1,5 мм. Содержание последнего в смеси можно варьировать в широких пределах: от 20 до 50%. При наличии политетрафторэтилена в составе заполнителя давления, возникающие внутри сосуда, значительно более высокие, чем в случае песка, и достаточны для сварки и тонкостенных изделий.
Устройство работает следующим образом.
Камеру 2 плотно заполняют твердым дисперсным материалом, погрузив в него свариваемые детали 4. Если в последних имеются внутренние полости, их также заполняют дисперсным материалом. После заполнения камеру закрывают и помещают
в нагреватель 1, в котором поддерживается температура 360-390° С. Давление, возникающее внутри камеры при нагреве вследствие термического расширения свариваемого изделия и дисперсного заполняющего материала, передается по всем направлениям, и свариваемые детали равномерно сжимаются. По окончании процесса сварки и охлаждения камеру опорожняют;
0 дисперсный материал используют в следующих операциях сварки.
Устройство согласно изобретению обеспечивает сварку деталей сложной конфигурации, не требует сложного оборудования.
Формула изобретения
1.Устройство для сварки деталей из полимерных материалов, содержащее нагреватель и оснастку для создания давления в процессе сварки, отличающееся тем, что, с целью упрощения оснастки при сварке деталей сложной конфигурации, оснастка для создания давления в процессе
5 сварки выполнена в виде замкнутой камеры с жесткими стенками, заполненной твердым дисперсным термостойким материалом.
2.Устройство по п. 1, отличающее0 с я тем, что замкнутая камера заполнена
кварцевым песком.
3.Устройство по п. 1, отличающеес я тем, что замкнутая камера заполнена смесью кварцевого песка с порошком,
5 стружкой или гранулами политетрафторэтилена при содержании последнего 20- 50%.
Источники информации, принятые во внимание при экспертизе 1. Зайцев К. И. и др. Сварка пластмасс. М., «Машиностроение, 1978, с. 84.
2. Патент ФРГ № 121740, кл. В 29С 27/06, 1976 (прототип).
/7/7У7////// У7У/У/ /////YYTITY/////
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2033323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОГО МАТЕРИАЛА | 2007 |
|
RU2353474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С НАПОЛНИТЕЛЕМ ИЗ ЯНТАРЯ И/ИЛИ ОТХОДОВ ЕГО ПЕРЕРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2452715C1 |
| ЗАПОЛНИТЕЛЬ ДЛЯ ДЕКОРАТИВНЫХ БЕТОНОВ | 2006 |
|
RU2309920C1 |
| ПОЛИМЕРНЫЙ МАТЕРИАЛ С УЛУЧШЕННЫМИ ПРОЧНОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2552112C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2289790C1 |
| КОМПОЗИЦИОННЫЙ АБРАЗИВОСТОЙКИЙ ТРИБОТЕХНИЧЕСКИЙ МАТЕРИАЛ | 2004 |
|
RU2270844C1 |
| Конструктивный элемент станка | 2017 |
|
RU2697748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МАЛЫХ АРХИТЕКТУРНЫХ ФОРМ | 2001 |
|
RU2188755C1 |
/
/
