Изобретение относится к области машиностроения, в частности к конструктивным элементам станков.
Изобретение относится в том числе: к станинам, рамам и порталам станков, опорам и направляющим станков, корпусам навесного оборудования, а также к другим элементам станков.
Известен конструктивный элемент станка, содержащий соединенные между собой посредством сварки металлические компоненты, в том числе: компонент, предназначенный для размещения на нем направляющих и компонент, предназначенный для монтажа станка на фундаменте, содержащий полость, в которой расположена металлическая упрочняющая структура. (см. патент на полезную модель RU 14155).
Наличие сварных металлических соединений не обеспечивает необходимую долговременную точность геометрических параметров конструктивного элемента станка в процессе его эксплуатации
Недостатками такого конструктивного элемента также являются его низкая виброустойчивость, обусловленная соединением между собой металлических компонентов, и большая металлоемкость.
Известен конструктивный элемент станка сложной конфигурации, содержащий бетонный компонент, упрочненный армирующей металлической структурой. (см. патент на изобретение RU 2214900)
По сравнению с аналогом (RU 14155) конструктивный элемент станка по патенту RU 2214900 за счет применения в нем бетона обладает высокой долговременной точностью и виброустойчивостью, пониженной металлоемкостью.
Недостатком изобретения является недолговечность бетонного компонента из-за свойств бетона разрушаться под воздействием воды и агрессивных сред таких как, например, смазочно-охлаждающие жидкости, с последующей коррозией армирующей металлической структуры.
Недостатком также являются технологические трудности: связанные с необходимостью изготавливать специальную форму для отливки конструктивного элемента станка.
В известном техническом решении (см. патент на полезную модель RU №170653) раскрыт конструктивный элемент станка, содержащий компонент А выполненный в виде П-образных опор.
Исполнением известного технического решения так же предусмотрено заполнение полостей компонента А компонентом Б, в виде синтетического гранита (разновидность полимербетона), включающего наполнитель и связующее.
Конструктивный элемент станка по патенту RU 170653 за счет свойств полимербетона позволяет эффективно гасить вибрационные колебания, возникающие во время обработки детали.
Полимербетон придает конструктивному элементу необходимую жесткость.
Недостатками известного решения являются: низкая технологичность изготовления конструктивного элемента станка, ограничения по геометрической и структурной сложности получаемых конструктивных элементов станка.
Так же в известном техническом решении нет информации о соединении компонентов А и Б между собой. Отсутствие соединения между компонентами может способствовать непроизвольному смещению компонента А в полости компонента Б, расшатыванию всего конструктивного элемента вплоть до его разрушения.
Известное техническое решение по патенту RU 170653 U1 является наиболее близким по технической сущности к предлагаемому в настоящем изобретении конструктивному элементу станка.
Техническим результатом, решаемым предлагаемым изобретением, является повышение технологичности изготовления конструктивного элемента станка, снижении затрат на его производство, повышения жесткости и виброустойчивости, а также расширении номенклатуры конструктивных элементов за счет усложнения их геометрии и структуры.
Технический результат достигается в следующих вариантах исполнения конструктивного элемента станка:
• конструктивный элемент станка содержит соединенные между собой компонент А, изготовленный аддитивным методом и компонент Б, включающий наполнитель и связующее;
• компоненты А и Б соединены между собой посредством связующего компонента Б;
• компоненты А и Б образуют клеевое соединение с клеем в виде связующего компонента Б.
• конструктивный элемент станка, содержит компонент А, изготовленный аддитивным методом и компонент Б, включающий наполнитель и связующее, в котором по меньшей мере часть наполнителя представляет собой твердый фрагментированный материал, фрагменты которого соприкасаются между собой и образуют совместно с компонентом А и наполнителем компонента Б геометрически неизменяемую систему;
• связующее компонента Б представляет собой текучий твердеющий со временем материал;
• наполнитель компонента Б полностью или частично изготовлен аддитивным методом;
• наполнитель компонента Б содержит сыпучий материал, смесь сыпучих материалов, волокно, текстиль, фрагменты минерала, фрагменты композита;
• компонент А полностью или частично охватывает компонент Б;
• конструктивный элемент станка в виде станины, содержащий полый компонент А, изготовленный аддитивным методом и компонент Б в виде отвердевшего в полости компонента А полимербетона;
• конструктивный элемент станка содержит канал, соединяющий внешнюю поверхность компонента А с полостью в нем;
• конструктивный элемент станка содержит закладную деталь;
• конструктивный элемент станка содержит направляющую станины станка, опору станины станка;
• конструктивный элемент станка выполнен в виде каркаса для фиксации закладных деталей;
• компонент А выполнен составным;
• компоненты А и Б полностью или частично изготовлены методом объемной 3D-печати, методом селективного лазерного спекания, селективного лазерного плавления;
• конструктивный элемент станка упрочнен армирующей структурой;
• поверхность, контактирующая с компонентом Б выполнена с неровностями;
• компонент А, фрагмент наполнителя компонента Б полностью или частично выполнены в виде проницаемой структуры, ячеистой, пористой структуры;
• компонент Б содержит упругие фрагменты.
Суть изобретения раскрыта в описании и приложенных чертежах:
Фиг. 1 - вариант исполнения конструктивного элемента станка.
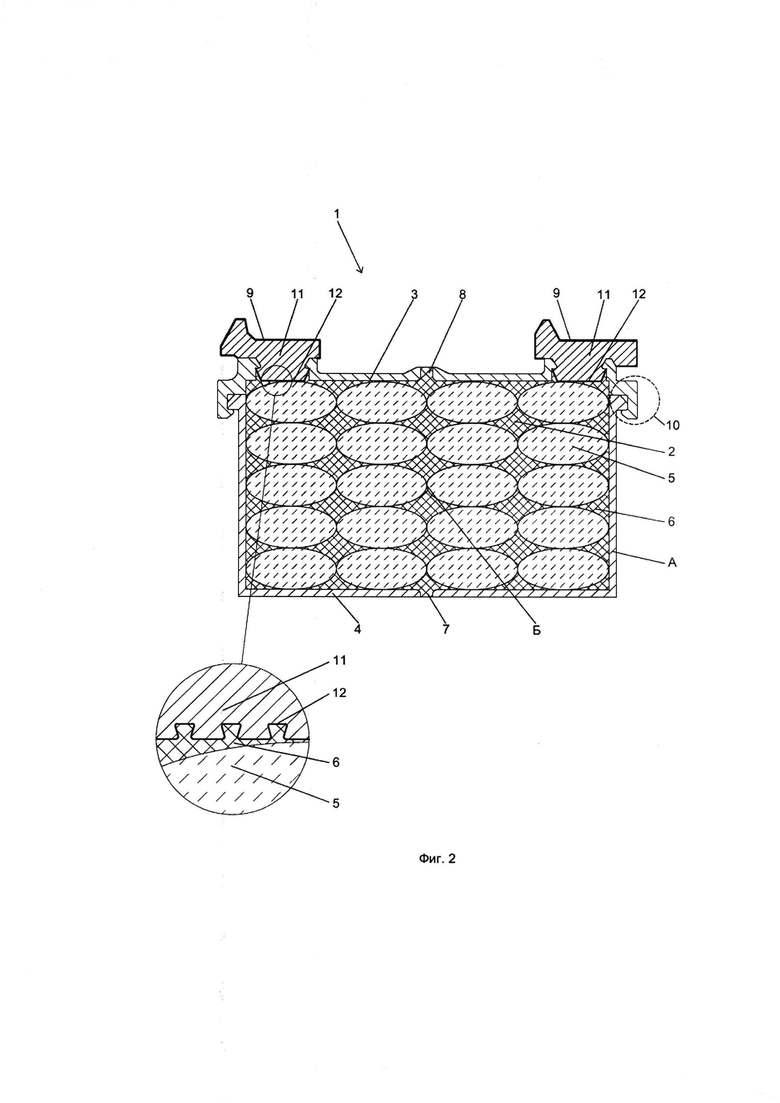
Фиг. 2 - варианты исполнения конструктивного элемента станка с закладными деталями.
Фиг. 3 - варианты исполнения конструктивного элемента станка с закладными деталями.
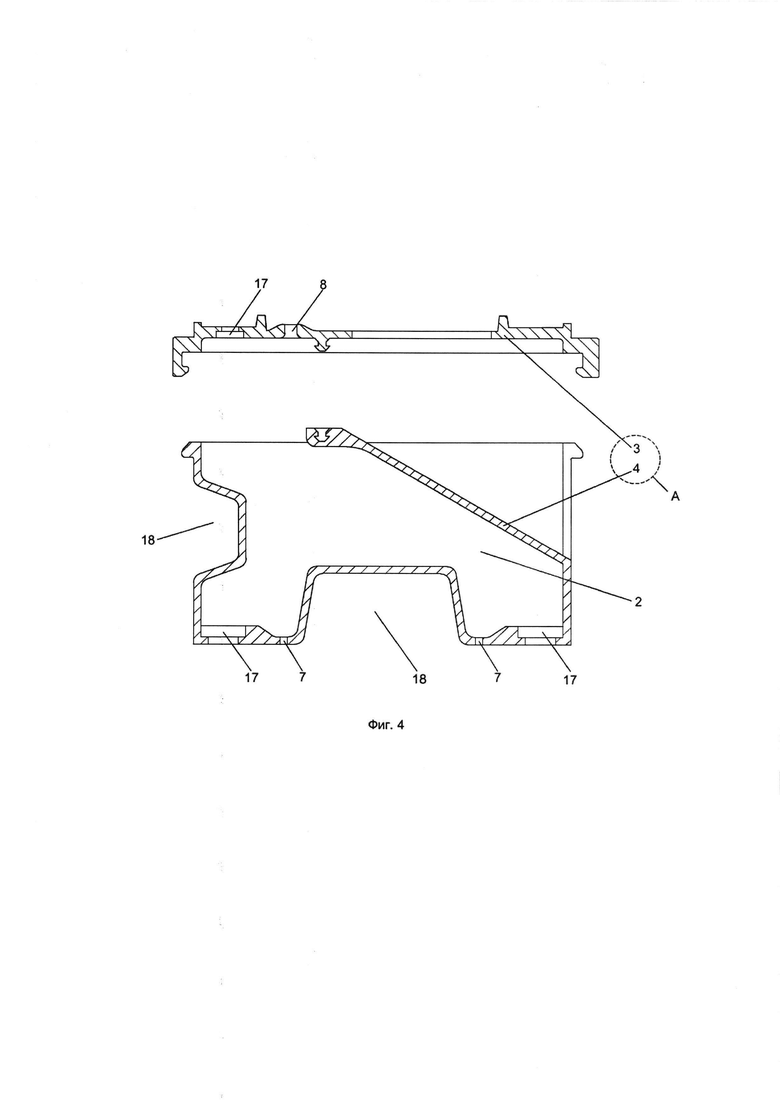
Фиг. 4 - вариант составного компонента А станины станка в виде каркаса.
Фиг. 5 - вариант исполнения формы станины станка.
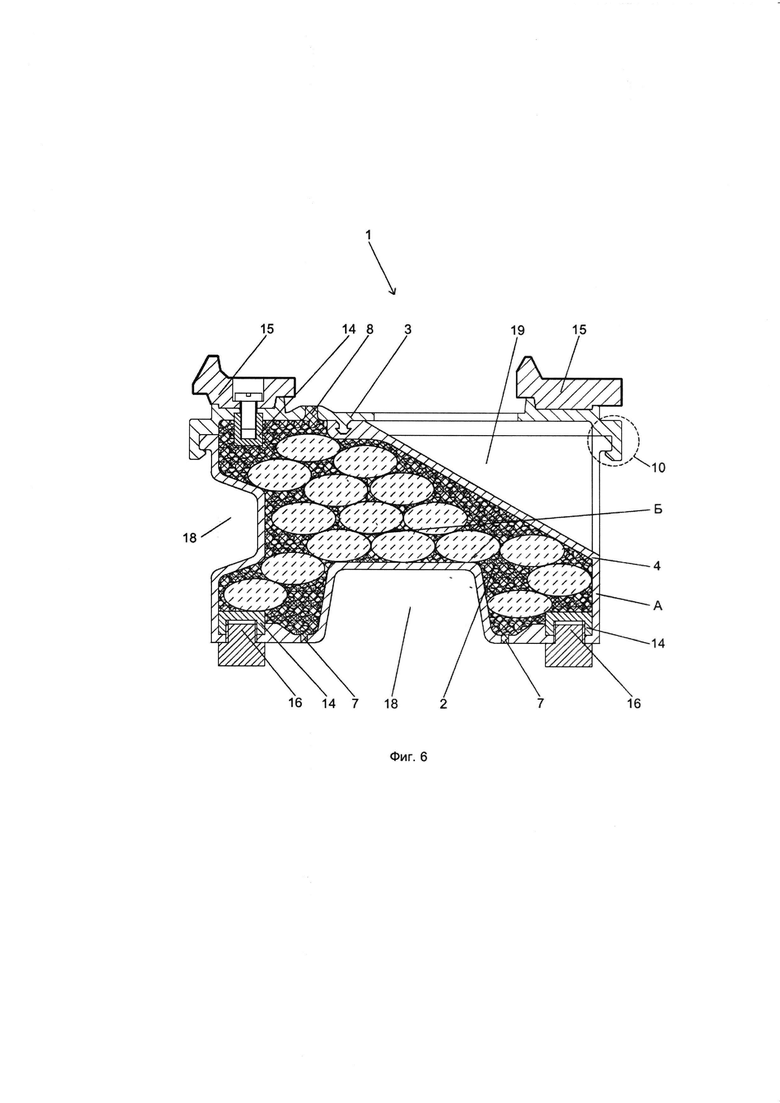
Фиг. 6 - вариант исполнения станины станка.
Исполнение конструктивного элемента станка, содержащего соединенные между собой компоненты А и Б в котором компонент А изготовлен аддитивным методом, позволяет использовать компонент А и в качестве формы для последующего заполнения ее компонентом Б (в виде композитного соединения наполнителя и связующего) и в качестве внешней защитной, а также декоративной оболочки конструктивного элемента.
Компонент А в качестве защитной оболочки конструктивного элемента, изготовленный аддитивным методом из химически стойких материалов, обеспечивает защиту конструкции от внешних воздействий, в том числе от воздействия агрессивных жидкостей (смазочно-охлаждающих).
Под аддитивным методом изготовления компонента А в данном случае понимается технология послойного нанесения материала, например, технология объемной 3D-печати.
Применение аддитивной технологии позволяет существенно сократить количество технологических операций в процессе изготовления компонентов конструктивных элементов.
Аддитивный метод позволяет безотходным методом изготавливать компоненты сложной конфигурации, что значительно расширяет номенклатуру конструктивных элементов по сравнению с другими известными методами.
Конструктивные элементы станков, как правило, имеют значительные габариты, большую массу и множественные показатели назначения.
По этой причине, изготовление конструктивного элемента станка целиком с помощью аддитивного метода не рационально, а в некоторых случаях - невозможно.
Часть конструктивного элемента в виде компонента Б целесообразно изготавливать в виде композитного соединения наполнителя со связующим. Например, в виде состава, включающего сыпучий материал и текучий твердеющий со временем материал.
В качестве сыпучего материала может быть использован минеральный наполнитель, например, - щебень, каменная крошка, смесь песка со щебнем.
В качестве текучего твердеющего со временем материала может быть использовано полимерное связующее, например, эпоксидная смола с отвердителем.
Один из лучших вариантов исполнения изобретения, заключается в том, что компоненты А и Б соединены между собой посредством связующего компонента Б.
В таком варианте целесообразно применять связующее компонента Б в виде клея для материала компонента А.
Например, эпоксидный клей в виде эпоксидной смолы и отвердителя. В этом случае компонент А, фрагменты наполнителя компонента Б и связующее компонента Б образуют монолитное клеевое соединение.
Для обеспечения максимальной жесткости и прочности конструктивного элемента станка, в качестве наполнителя компонента Б целесообразно использовать твердый фрагментированный материал, фрагменты которого соприкасаются между собой и образуют совместно с компонентом А и связующим компонента Б геометрически неизменяемую систему.
Геометрически неизменяемая система - это система соединенных между собой тел, в которой изменение ее формы невозможно без деформации тел, входящих в систему.
Под геометрически неизменяемой системой в данном случае понимается система соединенных между собой: компонента А;
фрагментов наполнителя компонента Б; отвердевшего связующего компонента Б. При плотном размещении твердых фрагментов компонента Б в полости компонента А (для чего необходимо обеспечить соприкосновение фрагментов между собой и их соприкосновение с поверхностью компонента А) изменение формы конструктивного элемента невозможно без деформации фрагментов компонента Б.
В такой конструкции ее жесткость прямо зависит от твердости материала фрагментов компонента Б.
Для обеспечения максимальной жесткости конструктивного элемента, в качестве фрагментов компонента Б целесообразно использовать твердые фракции минеральных наполнителей, например, гранитный булыжник, базальтовый щебень.
В таком варианте исполнения конструктивного элемента для обеспечения максимального контакта фрагментов компонента Б с поверхностью компонента А целесообразно выполнить компонент А в виде оболочки полностью или частично охватывающей компонент Б.
Возможен вариант исполнения компонента А, когда он выполнен составным из нескольких частей, охватывающих компонент Б и при этом образует единое целое за счет клеевого связующего компонента Б.
С целью снижения массы конструктивного элемента возможно применение искусственно созданных, полых фрагментов наполнителя компонента Б. Такие фрагменты могут быть изготовлены аддитивным методом.
Вариант конструктивного элемента станка в виде станины содержит полый компонент А, изготовленный аддитивным методом и компонент Б в виде отвердевшего в полости компонента А полимербетона.
К группе полимербетонов относятся составы, включающие смесь минерального наполнителя и полимерного связующего.
Благодаря демпфирующим и прочностным свойствам полимербетона его применение в станине станка позволяет существенно снизить возникающую в процессе работы станка вибрацию, повысить качество изделия в целом.
Для рационального использования связующего (текучего твердеющего со временем материала) в качестве наполнителя в полимербетоне целесообразно применять комбинированную смесь минеральных наполнителей различных по величине фракций.
Для повышения виброустойчивости конструктивного элемента станка, компонент Б может содержать упругие фрагменты.
Упругие фрагменты могут входить в состав наполнителя компонента Б. Возможно также использование отвердевшего упругого связующего компонента Б.
Возможно также использование связующего в виде смеси различных связующих, обладающих различными физическими свойствами, например, различной упругостью.
Исполнение компонента А в виде изготовленной аддитивным методом детали (набора деталей), позволяет изготавливать оболочки (формы) и соответственно конструктивные элементы любой степени геометрической сложности.
Например, с каркасом, надежно фиксирующим закладные детали, такие как: направляющие; опоры; крепежные элементы.
Для обеспечения надежного соединения компонентов конструктивного элемента их поверхности могут быть выполнены с неровностями (выемками, пазами, выступами).
Поверхности, контактирующие с компонентом Б, могут быть выполнены с микронеровностями, что обеспечивает лучшую адгезию связующего компонента Б к материалам этих поверхностей.
На фиг. 1 изображен конструктивный элемент станка 1, содержащий полый компонент А. Полость 2 в компоненте А заполнена компонентом Б. Полый компонент А выполнен составным из двух частей, изготовленных аддитивным методом: верхней части 3 и нижней части 4. Компонент Б содержит наполнитель 5 в виде крупных базальтовых фрагментов и связующее 6 в виде отвердевшего эпоксидного клея. В нижней части 4 компонента А выполнен канал 7. В верхней части 3 компонента А выполнен канал 8. Каналы 7 и 8 соединяют внешнюю поверхность компонента А с полостью 2.
На фиг. 1 показаны опорно-базовые поверхности 9 (выделены утолщенными линиями), которые в данном случае сформированы аддитивным методом заодно с верхней частью 3 компонента А и используются для установки на них различных механизмов станка.
Конструктивный элемент 1, изображенный на фиг. 1 можно изготовить следующим образом:
• На промышленном 3-D принтере из стеклонаполненного полиамида, изготавливают верхнюю часть 3 и нижнюю часть 4 компонента А.
• Для изготовления частей 3, 4 компонента А используют лазерный 3D-принтер EOS Р760 компании Electro Optical Systems (Германия). Технология: SLS. Рабочая камера: 700×350×550 мм. Толщина слоя минимальная: 60 мкм. Материал для печати частей компонента А - стеклонаполненный полиамид EOS PA3200GF.
• Нижнюю часть 4 в компонента А, выполненную в виде короба, заполняют базальтовым щебнем с размерами отдельных фрагментов 70,0-120,0 мм.
При заполнении нижней части 4 компонента А щебнем, обеспечивают максимальную плотность щебня, при которой фрагменты щебня соприкасаются между собой и стенками нижней части 4 компонента А.
• Заполненную щебнем нижнюю часть 4 компонента А соединяют с верхней частью 3 компонента А. При этом обеспечивают многочисленное прикосновение фрагментов щебня с внутренней поверхностью верхней части 3 компонента А.
Таким образом компонент А в сборе представляет собой полую форму, состоящую из частей 3 и 4, заполненную минеральным наполнителем 5.
• Для надежной жесткой фиксации обеих частей 3, 4 компонента А (формы) относительно друг друга в процессе заполнения формы жидким связующим, используют неразъемное соединение замкового типа 10, сформированное аддитивным методом в процессе изготовления частей 3, 4 компонента А.
• Полость 2 компонента А снизу через канал 7 заполняют разогретой до 90,0°С. жидкой эпоксидной смолой. Смолу в полость 2 по каналу 7 подают под давлением 2,0 Бара с расходом 6,0 литров в минуту, аналогично тому, как это происходит в известных RTM-процессах.
RTM (Resin Transfer Molding) - высокотехнологичный способ изготовления деталей. Особенностью метода является применение закрытой жесткой оснастки (формы), состоящей как минимум из двух частей, в зазор между которыми укладывается сухой наполнитель. Оснастка смыкается и в полость под давлением подается связующее в жидком виде. Связующее протекает сквозь наполнитель, смачивает его, вытесняет воздух и полностью заполняет внутреннее пространство.
В случае изготовления конструктивного элемента 1 в соответствии настоящим изобретением, используют инжекционную машину ИМ-1М производства российской компании РЕДИУС 168, которая имеет следующие характеристики:
Процесс приготовления жидкого связующего с помощью инжекционной машины ИМ-1М заключается в том, что в специальном смесителе обеспечивается смешение двух компонентов: эпоксидной смолы и отвердителя в строго заданной пропорции.
Образовавшийся в результате смешения текучий, твердеющий со временем материал представляет собой эпоксидный клей (связующее 6), который с помощью инжекционной машины через канал 7 в компоненте А под давлением подается в полость 2 конструктивного элемента 1.
• Заполнение полости 2 жидким связующим 6 прекращают после его выхода через канал 8 в верхней части 3 компонента А.
• После заполнения полости 2 жидким связующим 6, конструктивный элемент 1 выдерживают в течение шести часов до полного остывания и отверждения связующего 6 в полости 2. Связующее 6 в виде эпоксидной смолы является универсальным клеем с высокой адгезией, в том числе с высокой адгезией к пластикам, металлам и минеральным веществам.
• В результате отверждения эпоксидной смолы в полости 2 и склеивания за счет ее адгезионных свойств всех составляющих конструктивного элемента 1 в единое целое, получается неразъемная конструкция, в которой части наполнителя 5 в виде фрагментов базальтового щебня соприкасаются между собой и образуют совместно с составным компонентом А и связующим 6 (в виде отвердевшей эпоксидной смолы, заполнившей все свободное внутреннее пространство полости 2) геометрически неизменяемую систему.
Жесткость такой конструкции определяется твердостью и жесткостью фрагментов наполнителя 5, в данном случае высокой твердостью и жесткостью базальта, используемого в качестве материала наполнителя 5.
• При необходимости, после полного отверждения связующего 6 и окончательного формирования конструктивного элемента 1 в виде геометрически неизменяемой системы, опорно-базовые поверхности 9 могут быть механически обработаны.
На фиг. 2 показан вариант конструктивного элемента станка 1, отличающийся от предыдущего тем, что конструктивный элемент 1 содержит закладные детали 11 в виде направляющих. Закладные детали 11 установлены в верхней части 3 компонента А, которая выполнена в виде каркаса для фиксации закладных деталей 11. Для надежного соединения закладных деталей 11 с компонентом Б, поверхности контакта 12 закладных деталей 11 с компонентом Б выполнены с неровностями, в виде трапециевидных пазов. Закладные детали 11 могут быть выполнены из металла, керамики, композита или других материалов. Возможен вариант изготовления закладных деталей 11 аддитивным методом, что позволяет без использования дополнительных технологических операций выполнять поверхности 12 различной сложности.
Отличие в изготовлении конструктивного элемента 1, изображенного на фиг. 2 от конструктивного элемента, изображенного на фиг. 1, заключается в том, что перед сборкой формы (соединением верхней части 3 и нижней части 4, заполненной наполнителем 5) в верхнюю часть 3 компонента А предварительно устанавливают закладные детали 11. В процессе заполнения формы связующим 6 (жидкой эпоксидной смолой под давлением), связующее 6 заполняет в том числе и трапециевидные пазы, выполненные в закладной детали 11, что в дальнейшем, после затвердевания связующего, 6 обеспечивает надежное неразъемное соединение закладной детали 11 с компонентом Б конструктивного элемента 1. Опорно-базовые поверхности 9 в данном случае выполнены на закладных деталях 11. После окончательного формирования конструктивного элемента 1 в виде геометрически неизменяемой системы, опорно-базовые поверхности 9 могут быть дополнительно механически обработаны.
На фиг. 3 показан вариант конструктивного элемента станка 1 в виде станины, полость 2 которого заполнена полимербетоном 13. Конструктивный элемент станка 1 содержит закладные детали 14 в виде резьбовых втулок. Закладные детали 14 устанавливаются в верхнюю и нижнюю части 3, 4 компонента А перед сборкой формы до заливки в нее полимербетона 13. В таком варианте исполнения конструктивного элемента 1, направляющие 15 закреплены на верхней части 3 компонента А с помощью болтов, вкрученных в резьбовые втулки 14. Закладные детали 14 в нижней части 4 компонента А в виде резьбовых втулок предназначены для установки в них по резьбе опор 16.
Отличие в изготовлении конструктивного элемента 1 в виде станины станка, изображенного на фиг. 3 от конструктивных элементов, изображенных на фиг. 1 и фиг. 2, заключается в том, что полость 2 заполняют готовым полимербетоном 13. Полимербетон 13 готовится предварительно в виде текучей, твердеющей со временем среды, представляющей собой смесь полимерных связующих с наполнителями. В данном случае может быть использован полимербетон следующего массового состава:
Полимербетон, как правило, приготавливают заранее в специальных машинах, обеспечивающих точный массовый состав смеси и ее тщательное перемешивание.
Для получения полой формы верхнюю часть 3 компонента А и нижнюю часть 4 компонента А соединяют вместе и фиксируют по стыку за счет замковых соединений. Окончательный вид форма в сборе приобретает после закрепления в верхней части 3 компонента А направляющих 15, а в нижней части 4 компонента А опор 16. Направляющие 15 и опоры 16 монтируются на компоненте А к закладным деталям 14 посредством резьбовых соединений, жестко фиксируя резьбовые втулки 14 в компоненте А.
После сборки формы готовый полимербетон заливают в полость 2 компонента А через канал 8 в верхней части 3 компонента А. Поскольку полость 2 в таком варианте исполнения конструктивного элемента 1 свободна от наполнителя, нет необходимости в литье полимербетона под давлением. После отверждения полимербетона 13 в полости 2 компонента А получается монолитная неразъемная конструкция 1, состоящая из компонента А, компонента Б в виде полимербетона 13 и закладных деталей 14, необходимых для дальнейшего монтажа направляющих 15 и опор 16.
Опоры 16 установленные в закладных деталях 14 по резьбе позволяют выставить элемент станка 1 по уровню. Направляющие 15, с помощью болтов крепятся к резьбовым втулкам 14. При необходимости в дальнейшем направляющие 15 можно механически обработать.
На фиг. 4 изображен компонент А станины станка в разборе в виде верхней части 3 и нижней части 4, изготовленных методом объемной 3D-печати. Компонент А в сборе является каркасом для надежной фиксации закладных деталей в процессе изготовления станины станка, для чего в верхней и нижней частях 3, 4 компонента А выполнены отверстия 17, предназначенные для закрепления в них закладных деталей. Для изготовления станины станка, в нижней части 4 компонента А выполнены каналы 7, предназначенные для подачи через них в полость компонента А жидкого связующего. Канал 8 в верхней части 3 компонента А предназначен для контроля заполнения формы (полого компонента А) жидким связующим в процессе изготовления станины станка. Компонент А выполнен с нишами 18, увеличивающими жесткость конструкции.
На фиг. 5 изображена, предназначенная для заполнения жидким связующим, форма станины станка в виде компонента А, собранного из верхней части 3 и нижней части 4. В полости 2 компонента А размещен наполнитель 5, представляющий собой смесь базальтового щебня крупной фракции (70,0-120,0 мм) и щебня мелкой фракции (5,0-10,0 мм). В верхней части 3 компонента А закреплены направляющие 15, а в нижней части 4 компонента А закреплены опоры 16. Направляющие 15 и опоры 16 монтируются к закладным деталям 14 в компоненте А посредством резьбовых соединений. Компонент А выполнен с нишами 18, предназначенными для увеличения жесткости конструкции и уменьшения объема полости 2. В компоненте А конструктивного элемента 1 станины станка выполнена также ниша 19, предназначенная для своевременного отвода стружки из рабочей области станка.
Части 3, 4 компонента А жестко фиксируются друг относительно друга замковыми соединениями 10.
Наполнитель 5 в виде смеси базальтовых щебней крупной и мелкой фракций, позволяет получить максимально плотную структуру минерального наполнителя в полости 2. Для достижения максимальной плотности наполнителя 5 в полости 2 ее заполнение необходимо производить по технологии, разрабатываемой для каждого типоразмера конструктивного элемента 1 отдельно. Например, такая технология может содержать предписание: заполнять полость 2 щебнем различных фракций слоями, когда слои мелкого и крупного щебня укладываются раздельно и поочередно.
На фиг. 6 изображен готовый конструктивный элемент 1 в виде станины станка, соответствующий компоненту А, изображенному на фиг. 4 и форме, изображенной на фиг. 5. Пространство полости 2 станины станка свободное от наполнителя заполнено отвердевшим связующим в виде эпоксидной смолы. Отвердевшее связующее совместно с наполнителем в виде смеси фракций мелкого и крупного базальтового щебня образуют компонент Б. При этом, компонент А, изготовленный из двух частей 3, 4 аддитивным методом, охватывает компонент Б. Отвердевшая в полости 2 эпоксидная смола, обладающая хорошими адгезионными свойствами, склеивает между собой компонент А и компонент Б. При этом в единое целое склеиваются следующие составляющие конструктивного элемента 1:
фрагменты наполнителя в виде смеси различных фракций базальтового щебня;
тело отвердевшего связующего в виде эпоксидной смолы, заполнившей пространство между фрагментами базальтового щебня;
и составной компонент А, собранный из частей 3 и 4;
и закладные детали 14 в виде резьбовых втулок.
Все вышеперечисленные составляющие конструктивного элемента 1 образуют геометрически неизменяемую систему, то есть систему соединенных между собой тел, не допускающую относительного перемещения ее частей без их деформации. Определение геометрически неизменяемой системы в данном случае используется согласно «Сборника рекомендуемых терминов. Выпуск 82. Строительная механика. Академия наук СССР. Комитет научно-технической терминологии. 1970 г.».
Для заполнения полости 2 связующим можно использовать специальную инжекционную машину, управление которой (изменение давления, температуры и расхода связующего) осуществляется числовым программным способом. При этом заполнение полости 2 жидким связующим можно осуществить сверху через канал 8 в верхней части 3 компонента А. Заполнение полости 2 можно также производить через каналы 7 в нижней части 4 компонента А за счет создания в полости 2 вакуума.
Для дополнительного упрочнения всей конструкции, компонент Б может содержать армирующую структуру в виде металлических прутьев или металлической сетки, стекловолокна или стеклоткани, углеродных волокон или углеродной ткани, иных материалов. В компоненте А, изготовленном аддитивным методом, могут быть предусмотрены места для фиксации армирующей структуры.
К аддитивным методам, применительно к настоящему изобретению, относятся все технологии 3-D печати, а также SLS - селективное лазерное спекание, ЕВМ - электронно-лучевая плавка, DMLS - прямое лазерное спекание металла, SHS - выборочное тепловое спекание, SLA - лазерная стерео литография, FDM и другие.
Разнообразие технологий аддитивного метода позволяет использовать их при изготовлении широкого спектра компонентов А с геометрией любой сложности из различных материалов. Применительно к настоящему изобретению, аддитивный метод (для компонента А) в сочетании с разнообразием исполнений компонента Б, обеспечивает достижение технического результата, заключающегося в значительном расширении номенклатуры конструктивных элементов за счет кратного усложнения их геометрии и структуры,
Применение современных цифровых технологий, в том числе 3D-принтеров, решает множество технологических проблем, в том числе позволяет сократить время на разработку конструктивных элементов, их последующее изготовление, точно рассчитать необходимое количество материалов, что снижает затраты на их производство и в свою очередь обеспечивает достижение технического результата изобретения.
Возможны следующие варианты исполнения конструктивного элемента станка:
В конструктивном элементе используется связующее в виде смеси различных связующих, обладающих различными физическими свойствами, например, различной упругостью.
Связующее компонента Б содержит фенолформальдегидные и карбамидоформальдегидные полимеры; эпоксидные матрицы, модифицированные фурановыми смолами; метакрилатные и поливинилацетатные полимеры; фурфуролацетоновые матрицы; полиэфирную и полимочевинную смолы.
В конструктивном элементе (для изготовления конструктивного элемента) используется сыпучий материал в виде разнородной смеси сыпучих материалов.
В конструктивном элементе (для изготовления конструктивного элемента) используются вспененные материалы, например, пенометаллы.
Сыпучий материал компонента Б содержит упругие фрагменты, обладающие виброгасящими и/или шумопоглощающими свойствами. Например, резиновую крошку, пластиковую крошку.
В составе смеси сыпучего материала применяют связующее в виде цемента.
В качестве сыпучего материала компонента Б применяют: гальку; окатыши; булыжник; пиленный минеральный камень; искусственный камень, мраморную крошку, гранитную крошку, фрагменты бетона, андезит, кварцевый песок, муку.
В качестве сыпучего материала компонента Б применяют дробь, в том числе: металлическую дробь, стеклянную дробь, керамическую дробь, пластиковую дробь.
Компонент Б полимербетона (полимерцемента, пластбетона, бетонополимера инженерного камня) наряду с полимерным связующим содержит минеральное связующее, например, цемент или силикат.
Полимербетон содержит связующее в виде полиэфирной смолы.
Компонент Б содержит аглопорит, керамзит, перлит, шунгизит, шлакоситалл, туфы, пемзы, габбро, речной песок, оникс.
Компонент Б содержит наполнитель в виде порошков андезита, диабаза, маршаллита, цемента, графита, серы и других материалов. Компонент Б содержит заполнитель в виде доломита, андезита, базальта, графита, кварца, шунгита и других пород в состоянии песка и щебня.
Компонент Б содержит твердый фрагментированный материал, размеры фрагментов которого сопоставимы с размерами конструктивного элемента, размещенный в полости компонента А.
При этом свободное пространство в полости компонента А заполнено полимербетоном в состав которого входит сыпучий материал с фрагментами, размеры которых на порядок, или на несколько порядков меньше размеров полости компонента А.
Для увеличения жесткости конструкции, компонент А изготавливают с внутренними и/или внешними ребрами жесткости.
В конструктивном элементе станка выполнены внутренние полости для электрической проводки, подвода и отвода смазочно-охлаждающей жидкости, другие полости. Такие полости могут быть выполнены аддитивным методом в компоненте А и/или сформированы в компоненте Б.
В качестве материала компонента А используют металлы, пластики, керамику, композиты. Исходное состояние таких материалов - порошок, проволока, нити, прутки, гранулы.
Конструктивный элемент содержит опорно-базовые поверхности и закладные детали сложной конфигурации, сформированные аддитивным методом.
Опорно-базовые поверхности (в том числе направляющие) выполнены в виде фрагмента компонента Б.
Поверхности компонентов конструктивного элемента выполнены с неровностями (выемками, пазами, выступами), а также с микронеровностями, что обеспечивает лучшую адгезию связующего компонента Б к материалам этих поверхностей.
Конструктивный элемент содержит опорно-базовые поверхности и закладные детали, которые механически обработаны после его формирования.
Конструктивный элемент содержит (при его изготовлении применяются):
- синтетическое олигомеры и полимеры;
- фенол-формальдегидные, эпоксидные, полиэфирные смолы;
- полиамиды, полиимиды, полиуретаны;
- кремний органические полимеры, каучуки, резины, пенопласты, стекловолокно, углеволокно;
- упругие фрагменты (в том числе пружины), мягкие фрагменты, аморфные фрагменты, поликристаллические фрагменты;
- связующие, которые образуют клеевую пленку в результате затвердевания при охлаждении (термопластичные клеи), отверждения (термореактивные клеи) или вулканизации (резиновые клеи).
• Конструктивный элемент содержит три и более части компонента А, изготовленные аддитивным методом.
• Конструктивный элемент содержит части компонента А, изготовленные другими, отличными от аддитивных, методами.
• Компонент А конструктивного элемента изготовлен из металла, полиамида, стеклонаполненного полиамида, угленаполненного полиамида, фотополимера, гипсополимера.
• Для 3-D печати компонента А, закладных деталей и фрагментов компонента Б используют материалы: ABS (ударопрочный термопластик); PETG, PET-G (полиэтилентерефталат-гликоль); Polycarbonate; ЕРС (ударопрочный, термостойкий материал); ЕРА (нейлон); ЕРА-CF (нейлон с добавлением карбоновых волокон); Flex (специальный гибкий материал).
• Компонент А выполнен в виде проницаемой структуры, ячеистой, пористой структуры. При этом внутреннее пространство проницаемой структуры компонента А, (включая сквозные отверстия, поры, полости, микрополости) полностью или частично заполнено связующим компонента Б.
С помощью аддитивного метода, по меньшей мере, часть компонента А может быть выполнена в виде пористой структуры, что позволяет снизить общий вес конструктивного элемента. С целью снижения массы конструктивного элемента, возможно также применение искусственно созданных, полых фрагментов компонента Б. Такие фрагменты могут быть изготовлены аддитивным методом. Фрагменты могут быть изготовлены герметичными с внутренними и/или внешними ребрами жесткости.
Для изготовления конструктивного элемента по настоящему изобретению возможно применение составного формообразующего устройства (например, в виде универсальной опоки, состоящей из двух частей) в котором производят предварительную сборку и дальнейшее изготовление конструктивного элемента. Элементы (части) формообразующего устройства могут быть изготовлены аддитивным методом. В процессе изготовления конструктивного элемента, в формообразующем устройстве размещают компонент А (части компонента А), после чего в зависимости от вариантов исполнения конструктивного устройства возможны следующие технологические варианты:
В формообразующем устройстве размещают наполнитель компонента Б, затем свободное внутреннее пространство формообразующего устройства заполняют связующим компонента Б. После отвердевания связующего, части формообразующего устройства размыкают и отделяют от них конструктивный элемент.
Свободное внутреннее пространство формообразующего устройства заполняют полимербетоном (компонентом Б). После отвердевания связующего полимербетона, части формообразующего устройства размыкают и отделяют от них конструктивный элемент.
Изобретение может быть применено для различных типов станков. Под станками в данном случае понимаются - машины (агрегаты), используемые для обработки различных материалов методами удаления, преобразования или наращивания. А также приспособления для выполнения чего-либо.
Изобретение может быть применено, в том числе для:
металлорежущих станков;
камнерезных станков;
деревообрабатывающих станков;
станков для обработки пластиков и композитов;
заточных станков;
прессов различных типов;
прокатных станов;
балансировочных станков;
электроэрозионных станков;
буровых станков;
печатных станков (в том числе станков, предназначенных для объемной 3-D печати);
экструзионных станков и линий;
инжекционных станков и линий;
ткацких станков;
наплавочных станков;
станков для спекания, в том числе для селективного лазерного спекания;
комбинированных станков, совмещающих различные процессы;
других станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конструктивный элемент плавучего средства | 2017 |
|
RU2686548C1 |
| Способ установки направляющих на наклонную станину модульной несущей системы станка | 2023 |
|
RU2822275C1 |
| Способ изготовления полимербетонного основания станка | 2023 |
|
RU2813041C1 |
| Эпоксидная композиция | 2023 |
|
RU2807757C1 |
| Способ изготовления изделий в опоке | 2017 |
|
RU2674120C1 |
| ПОЛИМЕРБЕТОНННАЯ СМЕСЬ ПОЛИКВАРЦИТ | 2013 |
|
RU2537426C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ОСНОВАНИЯ СТАНКА | 2024 |
|
RU2839231C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2009014C1 |
| ТОКАРНО-ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК | 2014 |
|
RU2571007C1 |
| Способ укрепления балластной призмы | 2017 |
|
RU2666501C1 |



Изобретение относится к конструктивному элементу станка (варианты). Элемент станка по первому варианту содержит компонент А, выполненный из материала, полученного послойным нанесением аддитивным методом, который полностью или частично охватывает компонент Б. Элемент Б включает наполнитель и связующее. Поверхность компонента А, контактирующая с компонентом Б, выполнена с неровностями. Компоненты А и Б соединены между собой неразъемным образом посредством связующего, входящего в состав компонента Б. В конструктивном элементе станка по второму варианту оболочка выполнена составной из частей, соединенных между собой посредством неразъемного соединения замкового типа. Поверхность оболочки, контактирующая с компонентом Б, выполнена с неровностями, наполнитель компонента Б выполнен в виде твердых фрагментов, соприкасающихся между собой, а оболочка и компонент Б соединены между собой неразъемным образом посредством связующего, входящего в состав компонента Б. В элементе станка по третьему варианту компонент Б выполнен в виде полимербетона, размещенного в полости компонента А и включающего в себя наполнитель и связующее. Поверхность компонента А, контактирующая с компонентом Б, выполнена с неровностями, а на компоненте А зафиксированы закладные детали для крепления направляющих или опор станка, контактирующие с компонентом Б. 3 н. и 15 з.п. ф-лы, 6 ил.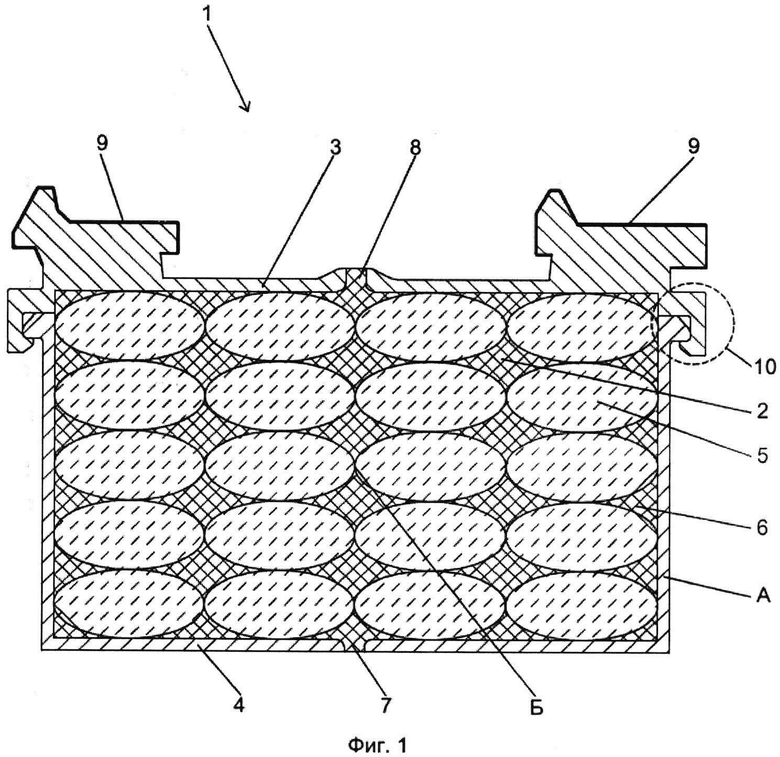
1. Конструктивный элемент станка, содержащий компонент А, выполненный из материала, полученного послойным нанесением аддитивным методом, который полностью или частично охватывает компонент Б, включающий в себя наполнитель и связующее, отличающийся тем, что поверхность компонента А, контактирующая с компонентом Б, выполнена с неровностями, при этом компоненты А и Б соединены между собой неразъемным образом посредством связующего, входящего в состав компонента Б.
2. Элемент станка по п. 1, отличающийся тем, что связующее, входящее в состав компонента Б, выполнено в виде клея, а соединение компонентов А и Б выполнено в виде клеевого соединения.
3. Конструктивный элемент станка, содержащий компонент А, выполненный из материала, полученного послойным нанесением аддитивным методом, в виде оболочки, охватывающей компонент Б, который включает в себя связующее и наполнитель, с образованием геометрически неизменяемой системы, отличающийся тем, что оболочка выполнена составной из частей, соединенных между собой посредством неразъемного соединения замкового типа, при этом поверхность оболочки, контактирующая с компонентом Б, выполнена с неровностями, наполнитель компонента Б выполнен в виде твердых фрагментов, соприкасающихся между собой, а оболочка и компонент Б соединены между собой неразъемным образом посредством связующего, входящего в состав компонента Б.
4. Элемент станка по п. 1 или 3, отличающийся тем, что связующее, входящее в состав компонента Б, выполнено в виде текучего материала, твердеющего со временем.
5. Элемент станка по п. 1 или 3, отличающийся тем, что наполнитель, входящий в состав компонента Б, полностью или частично изготовлен из материала, полученного послойным нанесением аддитивным методом.
6. Элемент станка по п. 1 или 3, отличающийся тем, что наполнитель, входящий в состав компонента Б, выполнен в виде сыпучего материала, смеси сыпучих материалов, волокна, текстиля, фрагментов минерала, фибры.
7. Элемент станка по п. 1 или 3, отличающийся тем, что компонент А выполнен со сформированными заодно с ним опорно-базовыми поверхностями для установки механизмов станка.
8. Элемент станка по п. 1 или 3, отличающийся тем, что он содержит закладные детали для крепления направляющих или опор станка.
9. Конструктивный элемент станка, содержащий полый компонент А, выполненный из материала, полученного послойным нанесением аддитивным методом, и компонент Б в виде полимербетона, размещенного в полости компонента А и включающего в себя наполнитель и связующее, отличающийся тем, что поверхность компонента А, контактирующая с компонентом Б, выполнена с неровностями, а на компоненте А зафиксированы закладные детали для крепления направляющих или опор станка, контактирующие с компонентом Б.
10. Элемент станка по п. 9, отличающийся тем, что он выполнен в виде станины.
11. Элемент станка по п. 3 или 9, отличающийся тем, что компонент А выполнен с каналом, соединяющим его внешнюю поверхность с полостью в нем.
12. Элемент станка по п. 1 или 9, отличающийся тем, что компонент А выполнен составным.
13. Элемент станка по любому из пп. 1, 3, 9, отличающийся тем, что компоненты А и Б полностью или частично изготовлены из материала, полученного методом объемной 3D-печати, методом селективного лазерного спекания или селективного лазерного плавления.
14. Элемент станка по любому из пп. 1, 3, 9, отличающийся тем, что он содержит упрочняющую армирующую структуру.
15. Элемент станка по любому из пп. 1, 3, 9, отличающийся тем, что поверхности, контактирующие со связующим, входящим в состав компонента Б, выполнены с микронеровностями и неровностями в виде выемок, пазов и выступов.
16. Элемент станка по любому из пп. 1, 3, 9, отличающийся тем, что компонент А полностью или частично выполнен в виде ячеистой, пористой структуры.
17. Элемент станка по любому из пп. 1, 3, 9, отличающийся тем, что наполнитель компонента Б полностью или частично выполнен в виде проницаемой ячеистой, пористой структуры.
18. Элемент станка по любому из пп. 1, 3, 9, отличающийся тем, что компонент Б содержит упругие фрагменты.
| СПОСОБ СОЗДАНИЯ ШЕРОХОВАТОСТИ 1 IS'Sf^iA^^' •.' | 0 |
|
SU170653A1 |
| ГИБКАЯ СИСТЕМА ДЕРЖАТЕЛЕЙ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2492986C2 |
| ТОКАРНО-ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК | 2014 |
|
RU2571007C1 |
| КОМБИНИРОВАННАЯ ЖЕЛЕЗОБЕТОННАЯ СТАНИНА МЕТАЛЛООБРАБАТЫВАЮЩЕГО СТАНКА | 2002 |
|
RU2214900C1 |
| УСТРОЙСТВО СПЕКАНИЯ И ЛАЗЕРНОГО ПЛАВЛЕНИЯ, СОДЕРЖАЩЕЕ СРЕДСТВО ИНДУКЦИОННОГО НАГРЕВА ПОРОШКА | 2012 |
|
RU2598015C2 |
| US 4696839 A, 29.09.1987. | |||

