Лопасти воздушных винтов для летательных аппаратов вертолетного и самолетного типа из полимерных композиционных материалов и способ их изготовления с использованием легкого термопластичного термокомпрессионного заполнителя
Изобретение относится к авиационной промышленности и может быть использовано при производстве из полимерных композиционных материалов (ПКМ) лопастей винтов вертолетов и воздушных винтов самолетов, беспилотных и других летательных аппаратов, а также иных конструкций из ПКМ с легкими заполнителями.
Конструкция большинства современных лопастей из ПКМ содержит лонжерон, обшивку, как основные силовые элементы конструкции, центровочный груз, обеспечивающий нужную центровку лопасти относительно хорды, элементы противооблединительной системы, противоэрозионную накладку (оковку). Возможно усиление обшивки элементами продольного и поперечного силового набора (нервюры и стрингера). Для заполнения внутренних полостей лопасти и облегчения конструкции лопасти в целом используются вкладыши в виде блоков из сот, пенопласта. Помимо экономии массы эти элементы несут функции придания формоустойчивости лопасти, снижения влагопоглощения за счет отсутствия открытых полостей и могут использоваться в процессе изготовления лопасти и как технологические элементы, на которых производится сборка пакетов ПКМ. В последние годы в ряде патентов предложено использование вкладышей для создания внутреннего давления (термокомпрессии) в ходе нагрева и формования пакетов заготовок лопасти из ПКМ в ограничительной оснастке, в том числе при создании безлонжеронных конструкций лопастей с несущей обшивкой. Вкладыши могут быть двух типов, извлекаемые и оставляемые.
Извлекаемые вкладыши служат для сборки пакета ПКМ и создания давления изнутри при последующем нагреве собранного пакета в ограничительной оснастке. Так в патенте RU 2614163 (опубл. 23.03.2017) раскрыт способ изготовления безлонжеронной лопасти рулевого винта вертолета, по которому окончательное формование оболочки лопасти осуществляют на оправке - вкладыше из силиконового каучука (резины) в прессформе и после охлаждения извлекают оправку - вкладыш и заполняют внутреннюю полость лопасти пенополиуретаном методом заливки под давлением при свободном вспенивании. Давление создается при нагреве вкладыша, поскольку силиконовая резина обладает высоким коэффициентом термического расширения (КТР) на уровне 250×10-6 1/°С. Недостатком такого способа является необходимость наличия в пере готовой лопасти технологического отверстия для извлечения вкладыша, что в свою очередь создает проблемы в оформлении комлевой части лопасти, наиболее ответственной части лопасти, отвечающей за надежность крепления лопасти к втулке. Кроме того, выбор пенопластового заполнителя ограничен необходимостью иметь его в исходном состоянии в виде заливочной композиции.
В патенте RU 2561827 (опубл. 10.09.2015 г.) предложено одношаговое формование лопастей воздушных винтов сборкой пакетов ПКМ на предварительно изготовленных вкладышах из пористого материала (пенопласта). Вкладыши изготавливают механической обработкой готовых блоков вспененного материала, либо формованием в отдельных формах. После сборки на вкладышах пакет ПКМ помещают в ограничительную оснастку (прессформу) и после смыкания прессформы проходит необходимую для отверждения термообработку. Давление формования обеспечивается двумя факторами - технологическим приемом и за счет температурного расширения при нагреве вкладышей внутреннего заполнителя.
Технологический прием создания давления заключается в предварительном сжатии заготовки лопасти при замыкании прессформы. Для этого заготовку собирают таким образом, что ее размеры превышают на расчетные припуски окончательные размеры лопасти по хорде и толщине, закрывают разъемные части прессформы по сопрягаемым
поверхностям до неполного, на величину припусков, смыкания этих частей, создают давление на наружные поверхности разъемных частей прессформы до их смыкания. Дополнительно давление увеличивается за счет температурного расширения вкладыша при нагреве (термокомпрессии).
В патенте не приведена методика расчета припусков в зависимости от требуемого давления, вероятно вследствие сложности создания такой методики и многофакторности процесса. Применение такого приема значительно усложняет конструкцию прессформы, так как требует наличия заходной части, выполненной по посадке. Наличие крутки лопасти и большие габариты еще более делает использование этого приема весьма проблематичным. Не приведены примеры используемых пенопластов и значений давления термокомпрессии. Описание патента носит исключительно качественный характер, что не позволяет воспроизвести на практике предложенный способ, руководствуясь материалами патента.
Способ изготовления безлонжеронной лопасти из ПКМ винта вертолета (патент RU 2547672 С1, опубл. 10.04.2015 г.) предполагает формование лопасти с вкладышами из термокомпрессионного пенопласта типа Rohacell. Из термокомпрессионного пенопласта в соответствии с требуемыми размерами изготавливают заполнитель (вкладыш), имеющий форму лопасти. На вкладыше формируют пакеты ПКМ с элементами лопасти (резиновая накладка и оковка, центровочный груз). Сборку размещают в матрице и осуществляют тепловую обработку. Заполнитель изготавливается механической обработкой из листа пенопласта по 3D модели, что существенно повышает трудоемкость процесса, а обеспечение заданного давления внутри пакета при нагреве оснастки за счет термокомпрессии, требует предварительного расчета требуемых размеров заполнителя. В патенте и приведенном примере изготовления также описана только качественная картина способа, отсутствует методика расчета и какие-либо приемы обеспечения и регулирования давления уплотнения пакета при нагреве оснастки. А как известно, давление формования является важнейшим технологическим параметром при формовании ПКМ, ответственным за прочностные характеристики отвержденного материала ПКМ, а значит и всей конструкции лопасти в целом.
Если при термокомпрессионном формовании изделий из ПКМ на вкладышах из кремнийорганической резины разработана методика расчета создаваемого давления термокомпрессии, методика предварительного расчета размеров и геометрии вкладышей, изучены термокомпрессионные свойства резины (Г.М.Шишков «Разработка методологии расчета оснастки и проектирования технологического процесса термокомпрессионного формования изделий из полимерных композиционных материалов». дисс. на соискание уч. степени к.т.н., МГАТУ (МАТИ) им. К.Э.Циолковского, 1993 г.), то о термокомпрессионных свойствах пенопластов типа Rohacell сведений практически нет. Поэтому способ и примеры, описанные в этих патентах, носят качественный, описательный характер и не дают возможности их практической реализации без предварительного проведения значительного объема дополнительных исследований и экспериментальных работ.
Наиболее близким к предлагаемому изобретению являются лопасть для летательных аппаратов и способ ее изготовления по патенту RU 2683410 (опубл. 28.03.2019 г.), в котором предложено использовать в качестве материала заполнителя лопастей сферопластик на основе эпоксидных и цианатэфирных смол. Лопасть винта вертолета содержит многослойную обшивку из волокнистого композиционного материала и вкладыш, который выполнен из сферопластика. Сферопластик, материал обшивки и пленочный клей, в случае его использования, содержат в качестве связующего один и тот же полимер. Способ изготовления лопасти заключается в том, что изготавливают вкладыш из сферопластика, накладывают на него заготовки препрега волокнистого композиционного материала для формирования обшивки и осуществляют опрессовку полученной заготовки лопасти в автоклаве при повышенных давлении и температуре с отверждением обшивки.
Наряду с низкой плотностью, использование таких материалов имеет ряд преимуществ по сравнению с пенопластами, более высокие показатели прочности и жесткости при одинаковой плотности, отсутствие открытой пористости и, как следствие, более низкое влагопоглощение. Кроме того, как показано в патенте, можно в широком диапазоне управлять конструкционными свойствами вкладыша по его объему, создавая вкладыши с изменением плотности и прочностных характеристик, как по длине, так и ширине вкладыша. Однако в патенте ничего не сказано о термокомпрессионных свойствах такого заполнителя.
Техническая проблема, решаемая изобретением, заключается в упрощении технологии изготовления лопасти и используемого оборудования и снижении трудоемкости изготовления лопасти.
Техническая проблема решается лопастью воздушного винта летательного аппарата, содержащей соединенные друг с другом обшивку и по меньшей мере один вкладыш, выполненный из сферопластика, при этом, согласно изобретению, сферопластик включает полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее.
В одном варианте лопасть может иметь безлонжеронную конструкцию и один вкладыш, выполненный из указанного сферопластика.
В другом варианте лопасть имеет интегральную конструкцию и включает вкладыш лонжерона и хвостовой вкладыш, выполненные из указанного сферопластика, и центрирующий вкладыш, выполненный из указанного сферопластика, дополнительно включающего порошок тяжелого металла.
Возможно выполнение по меньшей мере одного вкладыша в виде отдельных соединенных друг с другом элементов. При этом элементы по меньшей мере одного вкладыша могут иметь различную плотность, например, для обеспечения необходимой центровки лопасти по хорде.
Возможно также выполнение по меньшей мере одного вкладыша армированным по меньшей мере одним слоем стекло-, угле- или органо- ленты или ткани.
Техническая проблема также решается способом изготовления лопасти воздушного винта летательного аппарата, заключающимся в том, что изготавливают по меньшей мере один вкладыш из сферопластика, производят сборку пакета, включающего заготовки обшивки на по меньшей мере одном вкладыше, помещают собранный пакет в формообразующую оснастку, фиксируют оснастку в собранном виде и осуществляют термообработку пакета, при этом, согласно изобретению, осуществляют изготовление по меньшей мере одного вкладыша из сферопластика, включающего полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее, а термообработку осуществляют при температуре, достаточной для возникновения давления термокомпрессии за счет расширения микросфер с обеспечением формования лопасти.
В одном варианте при изготовлении безлонжеронной лопасти изготавливают один вкладыш, который используют для сборки пакета.
В другом варианте при изготовлении интегральной лопасти изготавливают вкладыш лонжерона и хвостовой вкладыш из указанного сферопластика и центровочный вкладыш из указанного сферопластика, дополнительно включающего порошок тяжелого металла.
Кроме того, возможно изготовление по меньшей мере одного вкладыша в виде отдельных элементов, которые соединяют друг с другом. При этом возможно изготовление элементов по меньшей мере одного вкладыша с различной плотностью, например, для обеспечения необходимой центровки лопасти по хорде.
Также возможно изготовление по меньшей мере одного вкладыша с армированием его по меньшей мере одним слоем стекло-, угле- или органо- ленты или ткани.
Технический результат, позволяющий решить указанную проблему, заключается в исключении необходимости создания давления при формовании лопасти дополнительными источниками давления, как правило достаточно дорогостоящими (автоклавы, прессовое и пневмо- оборудование, и др.), за счет использования материала вкладыша (заполнителя), способного расширяться при нагреве и создавать давление термокомпрессии, при этом достаточно использования обычного оборудования для нагрева оснастки ( печи, термошкафы и др.). Материал вкладыша представляет собой сферопластик включающий полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее, имеющее температуру плавления (текучести) при которой и выше которой полимерные сферы приобретают возможность расширения с одновременным созданием давления. При этом давление создается как при формовании (самоформовании) вкладыша в форме, так и при проведении термообработки пакета ПКМ на вкладыше, если температура термообработки (отверждения) выше температуры плавления (текучести) термопластичного полимерного связующего материала вкладыша.
Необходимо отметить, что терминология в названиях легких материалов на основе стеклянных и полимерных микросфер еще не устоялась. В технической литературе такие материалы, наполненные сферами, называют как сферопластиками, так и пенопластами, поэтому в дальнейшем условимся называть эти материалы как они названы в цитируемых источниках, имея в виду, что это одна группа материалов.
Изобретение иллюстрируется чертежами.
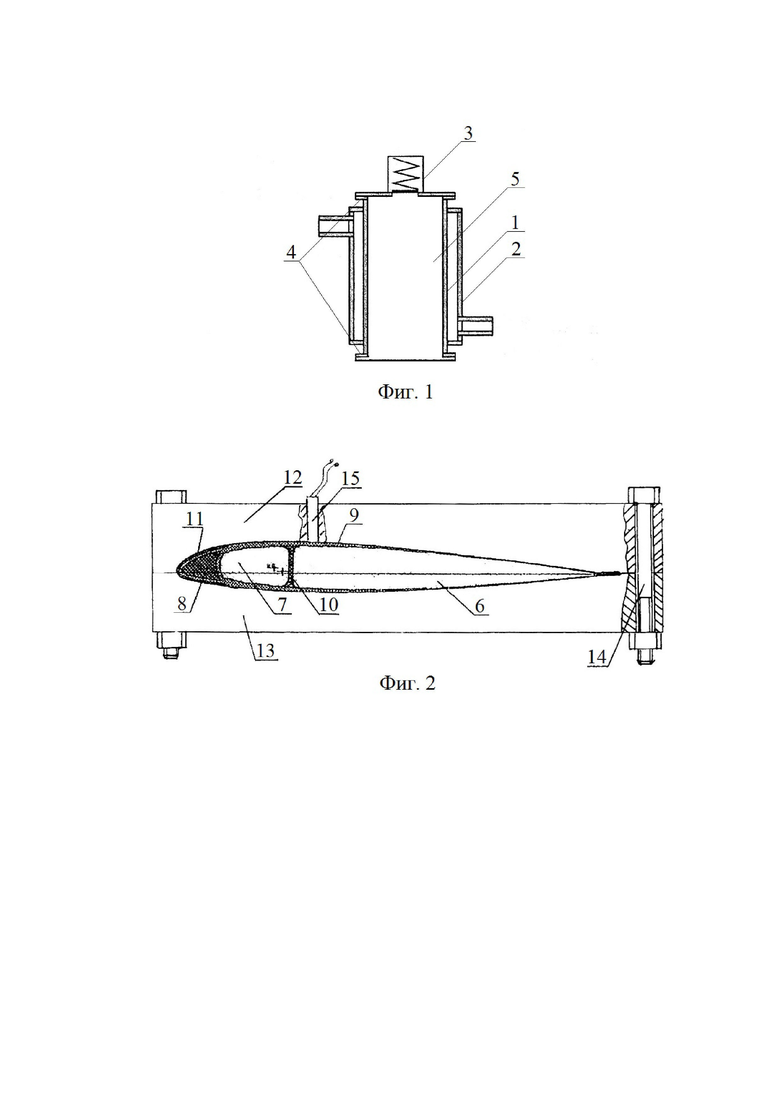
На фиг. 1 показана измерительная ячейка для изучения термокомпрессионных свойств образца пенопласта.
На фиг. 2 показана схема формования лопасти рулевого винта вертолета (вид со снятой боковой крышкой формующей оснастки).
Как уже упоминалось выше, наряду со стеклянными микросферами, широко используемыми в сферопластиках, появился достаточно широкий круг полимерных микросфер, предлагаемых рядом зарубежных и отечественных компаний.
Так ООО «Лега», г. Дзержинск, освоило выпуск полимерных микросфер, под общей маркой Expancel, модификаций 920DU40, 920DU80, 920DU120 и др., отличающихся размером микросфер. Микросфера представляет собой оболочку из термопластичного полимера, заполненную легкокипящим углеводородом. При нагреве такие микросферы способны к расширению в температурном диапазоне до 150°С, обладают термостойкостью не менее 170°С, диаметром до 12 мкм в нерасширенном состоянии и до 40 мкм в расширенном состоянии и насыпной плотностью в расширенном состоянии не более 40 кг/м³.
Эти свойства полимерных микросфер позволили авторам патента RU 2709129 (опубл. 16.12.2019) разработать составы форполимеров для получения легких материалов, названных авторами термокомпрессионными синтактическими пенопластами, с плотностью 100-500 кг/м³ на основе порошков термопластов и полимерных микросфер, способных при нагреве к расширению, при этом компоненты подбираются таким образом, что температура текучести (плавления) термопласта и расширения микросфер близки или совпадают. Наличие нерасширенных микросфер позволяет формовать такие пеноматериалы в формообразующей оснастке при нагревании без применения специализированного прессового или автоклавного оборудования за счет расширения форполимера в формообразующей оснастке до габаритов формующей полости, при этом внутреннее давление в микросферах уплотняет порошковую композицию и позволяет сплавить термопластичные частицы композиции. Таким образом расширение микросфер при определенных условиях (величина навески композиции, соотношение компонентов, температура нагрева) внутри ограничительной оснастки создает избыточное давление, что приводит к самоформованию изделия. Отмечено, что такие пеноматериалы обладают способностью к вторичному расширению при нагреве, т.е., если такое изделие снова поместить в ограничительную оснастку и нагреть до температуры выше температуры текучести (плавления) матричного термопласта, в оснастке появится избыточное давление.
В отличие от ранее рассмотренных патентов, в этом патенте приведено обоснование появления избыточного давления (термокомпрессии) при использовании порошкового форполимера как следствие не только наличия разницы в КТР материала ограничительной оснастки и материала композиции, но и наличия в микросферах расширяющегося при нагреве газа. Однако и в этом патенте термокомпрессионные свойства композиций и возможности и конкретные значения реализуемых давлений не приведены.
Все это привело нас к выводу о следующих предпосылках к использованию таких композиций в технологии изготовления лопастей воздушных винтов из композиционных материалов:
- возможность изготовления из порошковых форполимеров термокомпрессионного синтактического пенопласта (сферопластика) заполнителей (вкладышей) лопастей в широком диапазоне плотностей от 70-50 до 500 кг/м³ вместо сотовых и обычных пенопластовых;
- отпадает необходимость в изготовлении вкладышей механической обработкой из предварительно изготовленных блоков, как в случае пенопластов Rochacell, которые поставляются к нам в страну в виде блоков готового пенопласта;
- технологичность форполимера, который в исходном виде представляет смесь сыпучих порошков матричного термопласта и микросфер, имеет неограниченный срок хранения, в отличие от жидких форполимеров других пенопластов;
- возможность организации высокопроизводительного изготовления вкладышей в специализированной оснастке, при этом необходимо только оборудование для термообработки, поскольку реализуется принцип «самоформования»;
- более высокие механические свойства, чем у пенопластов аналогичной плотности, облегчают сборку пакетов ПКМ непосредственно на вкладышах;
- способность вторичного расширения микросфер при нагреве вкладышей с созданием термокомпрессионного давления дает возможность создания одностадийного процесса формования лопастей не только оболочечной (безлонжеронной) конструкции, но и более сложной, интегральной конструкции, в том числе лонжеронной и с другими элементами усиления и специального назначения, поскольку вкладыши обеспечивают проформовку не только обшивки лопасти, но и внутренних элементов пакета;
- варьируя количеством загружаемой композиции одного состава можно создавать вкладыши различной плотности в одной и той же оснастке;
- дополнительные технологические возможности в создании вкладышей дает возможность сварки и склейки вкладышей методами, применяемыми для матричного термопласта, так для уменьшения объема вкладыша в случае необходимости, достаточно произвести разрезку вкладыша, обеспечив необходимую толщину реза, и склеить его растворителем, соответственно уменьшится объем и размеры вкладыша, при изготовлении длинномерных вкладышей возможно изготовление по частям, с последующей сваркой, склейкой.
Серийно порошковые форполимеры с расширяющимися микросферами Expancel и термопластичной матрицей в виде порошка в исходной композиции выпускаются компанией ООО «Научно-исследовательский центр «Современные полимерные материалы» (ООО «НИЦ СПМ») под марками:
- Синтерм 1732 ПН, для получения жестких синтактических пенопластов с плотностью 100-300 кг/м³;
- Синтерм 1734 ПН, для получения жестких пенопластов с пониженной горючестью и плотностью 200-500 кг/м³;
- Синтерм 1769 ПН, для получения эластичных синтактических пенопластов с плотностью 200-500 кг/м³
Для проверки возможности практической реализации предлагаемого изобретения был проведен ряд предварительных исследований для определения термокомпрессионных свойств пенопластов различной плотности из порошковых форполимеров на основе термопластичных порошков и микросфер Expancel.
Для исследования был выбран форполимер Синтерм 1732 ПН, плотность образцов задавалась величиной исходной навески при одном и том же объеме образца.
Ячейка для изучения термокомпрессионных свойств представлена на фиг. 1. Ячейка представляет собой металлический стакан 1 с рубашкой 2 для теплоносителя, крышкой и съемным дном. В отверстии крышки установлен датчик 3 давления. В верхней и нижней части ячейки установлены термопары 5.
Предварительно отформованный образец 4 пенопласта заданной плотности, помещали в ячейку и при подъеме температуры датчиком 3 давления снимали показатель давления образца 5 на стенки стакана 1 (термокомпрессия).
В таблице приведены показатели для образцов различной плотности в сравнении со свойствами других пенопластов, используемых в авиации для производства лопастей.
Таблица. Сравнение свойств пенопластов
максимальный размер
Из таблицы видно, что в исследованном диапазоне плотностей синтактического пенопласта Синтерм 1732 ПН давление термокомпрессии свыше 0,2 МПа создается для плотностей от 100 кг/м³ и более. По данным ООО «НИЦ СПМ» при плотности 150 кг/м³ достижимое при 150°С давление термокомпрессии составляет уже 0,45 МПа (это температура отверждения большинства используемых при производстве лопастей из ПКМ связующих). Как видно, прочие показатели физико-механических свойств синтактических пенопластов на основе термопластов на уровне или превышают аналогичные для таких пенопластов, как Rochacell, Акримид.
Для целей лопастного производства для большинства используемых в конструкциях композитных лопастей материалов давление формования 0,2-0,45 МПа вполне приемлемо.
Ниже приведены примеры вариантов способа изготовления лопасти воздушного винта.
Пример 1. Лопасть безлонжеронной конструкции.
1.1. Опытное и мелкосерийное производство.
При изготовлении ограниченного числа лопастей достаточно одной формообразующей оснастки, формующая полость которой изготавливается по 3D модели наружного (теоретического) контура лопасти, с учетом комлевой части. Для предотвращения раскрытия оснастки при термообработке под действием внутреннего давления термокомпрессии, оснастка снабжена запирающими устройствами (например, струбцинами, болтами). Для контроля давления (тарировки по давлению) форма снабжена датчиками давления мембранного типа.
Расчетное количество порошковой композиции термокомпрессионного термопластичного синтактического пенопласта (ТТСП) засыпали в предварительно обработанную антиадгезионным составом оснастку (форму) через конструктивные или технологические отверстия, или в половину форму, если позволяла конфигурация и объем, форму закрывали, фиксировали струбцинами и помещали на термообработку в термошкаф (печь), где происходило «самоформование» вкладыша. После необходимой выдержки форму вынимали, охлаждали, и извлекали готовый вкладыш.
Далее с использованием половинки формы и вкладыша происходила выкладка пакета заготовки лопасти, форму закрывали, фиксировали и помещали в термошкаф на термообработку, формование пакета происходило под действием давления термокомпрессии вкладыша, по окончании выдержки в термошкафу и охлаждения, готовую лопасть извлекали и передавали на дальнейшие операции обработки и сборки.
Поскольку собранный пакет не уплотнен, и его объем вместе с вкладышем может превышать объем формующей полости, что создаст трудности при смыкании формы, возможны несколько вариантов решения проблемы:
- использование имитаторов обшивки лопасти (цулаг) при изготовлении вкладыша, соответственно уменьшающих объем вкладыша;
- уменьшение объема вкладыша путем его распила режущим инструментом определенной толщины, с последующей склейкой (сваркой), при этом объем вкладыша уменьшается соответственно на объем материала распила;
- поскольку материал вкладыша обладает определенной эластичностью, уменьшение объема достигается путем сдавливания пакета с вкладышем при смыкании формы, при этом в конструкции полуформ должна быть предусмотрена заходная (направляющая) часть, одновременно достигается увеличение давления термокомпрессии на давление сдавливания.
1.2 Серийное и крупносерийное производство.
В этом случае необходимы как минимум две единицы оснастки, одна для изготовления вкладыша и формообразующая оснастка для самой лопасти, а серийность определяет общее число однотипных единиц оснастки.
В обоих вариантах производству штатных (серийных) изделий предшествовала тарировка оснастки по давлению с использованием прямого замера давления вкладыша (через пакет ПКМ) на стенки формы датчиками мембранного типа. Изменение давления достигалось изменением объема вкладыша. По достижении заданного давления фиксировали объем и размеры вкладыша в соответствии с которыми изготавливается серийная оснастка для вкладышей. Создание методики расчета возможно при накоплении практического опыта и статистического материала для введения эмпирических расчетных коэффициентов. В силу многокомпонентности композиции ТТСП и многофакторности процесса создание теоретической модели процесса и расчета - отдельная и сложная научная задача.
Пример 2. Лопасть интегральной конструкции с лонжеронами и элементами силового набора и ряда других элементов.
Примером такой лопасти могут служить лопасти рулевого и несущего винта вертолета, которые кроме обшивки содержат лонжерон, хвостовые отсеки, центровочный груз для обеспечения центра тяжести относительно хорды, систему ПОС, противоэрозионную накладку.
По существующей технологии эти элементы изготавливаются отдельно, с использованием большого количества оснастки, с последующей сборкой (склеиванием) в финишной оснастке. Это вызвано невозможностью создания внутреннего давления, обеспечивающего проформовку (уплотнение) этих элементов если они собраны единым пакетом из препрегов.
Проблема решается использованием нескольких вкладышей из ТТСП, которые позволяют при нагреве, за счет давления термокомпрессии, проформовать все элементы неотвержденного пакета и обеспечить действительно одностадийный, за одну операцию, процесс формования лопасти интегральной конструкции.
Рассмотрим пример изготовления лопасти рулевого винта вертолета. На фиг. 2 показаны элементы лопасти: хвостовой вкладыш 6, вкладыш 7 лонжерона, центровочный вкладыш 8 (центровочный груз), внешняя обшивка 9, задняя стенка 10 лонжерона, оковка 11, полуформы 12 и 13, крепежные элементы 14 (болты) и датчик 15 давления мембранного типа.
При изготовлении лопасти использовались следующие материалы:
форполимер термокомпрессионного синтактического пенопласта Синтерм-1732ПН ТУ 20.59.59-001-28151798-2019;
препрег АСМ102-С200Т на основе углеволокнистых армирующих материалов на связующем АСМ102 (ТУ 23.99.14-102-61664530-2018);
порошок свинцовый ПС-1 ГОСТ 16138-78.
1. Изготовление центровочного вкладыша 8.
В форму для вкладыша засыпали навеску смеси порошка Синтерм-1732ПН со свинцовым порошком ПС-1 в заданном соотношении, после чего форму закрывали и стягивали по периметру болтами. Затем форму помещали в термошкаф, нагревали до температуры 150°С и выдерживали при этой температуре в течение 30-60 минут в зависимости от объема формы.
После охлаждения готовый вкладыш 8 извлекается из формы.
2. Изготовление вкладышей 6 и 7 хвостового и лонжерона (заполнителя).
В формы для вкладышей засыпали расчетные навески порошка Синтерм-1732ПН (в соответствии с заданной плотностью заполнителя), формы закрывали и стягивали по периметру болтами. Формы помещали в термошкафы, нагревали до температуры 150°С, выдерживаются в течение заданного времени термообработки и охлаждаются до температуры цеха.
Готовые вкладыши 6 и 7 извлекали из форм.
*Перед засыпкой формы периодически обрабатывали антиадгезионной смазкой.
3. Раскрой препрега
Раскрой препрега осуществляли либо вручную по шаблонам, либо на специализированном оборудовании.
4. Обезжиривание вкладышей
Поверхность вкладышей обезжиривали путем протирки ватно-марлевым тампоном, смоченном в нефрасе и отжатом, с последующей сушкой не менее 15 минут.
5. Укладка заготовок препрега на вкладыши
Заготовки препрега после удаления разделительной пленки укладывали на обезжиренные вкладыши и тщательно притирали. Порядок укладки заготовок производили согласно фиг. 2. Складки и воздушные пузыри не допускаются.
На нижнюю полуформу 13 выкладывали заготовки внешней обшивки 9 лопасти. Затем на вкладыш 7 лонжерона выкладывали заготовки препрега для формирования лонжерона и помещали сборку пакета лонжерона на нижнюю полуформу 13. Для лучшего прилегания заготовок препрега допускается поместить сборку в вакуумный мешок и выдержать под вакуумом 30-40 минут.
После этого в нижнюю полуформу 13 укладывали центровочный вкладыш 8 и хвостовой вкладыш 6. После установки вкладышей на сборку выкладывали слои внешней обшивки 9 и устанавливали противообледенительную накладку.
6. Подготовка к формованию
Вкладыши 6, 7, 8 с выложенными заготовками препрега на нижней полуформе 13, закрываются верхней полуформой 12 и стягивали форму по периметру болтами 14.
7. Формование
Форму помещали в термошкаф и нагревали по заданному режиму:
Нагрев до 100°С со скоростью 2°С в минуту
Выдержка при температуре 100°С 1 час
Нагрев до температуры 130°С со скоростью 2°С в минуту
Выдержка при температуре 130°С 3 часа
Охлаждение до температуры 40°С
В процессе формования давление термокомпрессии контролировали датчиком 15 давления мембранного типа.
После охлаждения готовое изделие извлекали и зачищали образовавшийся облой.
Пример 3. Изготовление лопасти с вкладышем из нескольких элементов с последующей монолитизацией.
Вкладыши сложной конфигурации или крупногабаритные вкладыши могут изготавливаться из нескольких частей, что упрощает как геометрию оснастки, так и ее габариты. Поскольку вкладыш изготовлен из термопластичного материала, то для технологической прочности части вкладыша соединяли при помощи склейки (например, растворителем), сварки и другими методами, обычными для деталей из термопластов.
После выкладки пакета ПКМ на таком собранном вкладыше в ходе термообработки сборки для отверждения ПКМ происходило расплавление материала вкладыша и его монолитизация одновременно с созданием давления термокомпрессии.
В готовом изделии (лопасти) такой вкладыш уже монолитен.
Пример 4. Изготовление лопасти с армированием вкладыша.
Армирование вкладыша проводили после его изготовления. Для этого вкладыш разрезали по плоскости армирования, на плоскости выкладывали по меньшей мере один армирующий слой стекло-, угле- или органо- ленты или ткани, снова собирали вкладыш и для придания технологической прочности склеивали или сваривали. Монолитизация вкладыша происходила в процессе термообработки при отверждении пакета ПКМ.
Изобретение не ограничивается приведенным примером изготовления лопасти рулевого винта вертолета. Аналогичным образом могут изготавливаться любые воздушные винты любых летательных аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| Способ изготовления и лопасть ветрового колеса из композиционных материалов | 2023 |
|
RU2803153C1 |
| ПОРОШКОВЫЙ ФОРПОЛИМЕР ТЕРМОКОМПРЕССИОННОГО СИНТАКТИЧЕСКОГО ПЕНОПЛАСТА | 2019 |
|
RU2709129C1 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА | 2022 |
|
RU2794884C1 |
| ХОККЕЙНАЯ КЛЮШКА СО СМЕННЫМ КРЮКОМ, ВЫПОЛНЕННАЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СМЕННЫЙ КРЮК ДЛЯ НЕЁ | 2023 |
|
RU2814675C1 |
Группа изобретений относится к производству из полимерных композиционных материалов (ПКМ) лопастей винтов летательных аппаратов. Лопасть воздушного винта летательного аппарата содержит соединенные друг с другом обшивку и вкладыш, выполненный из сферопластика, который включает полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее. Лопасть может иметь безлонжеронную или интегральную конструкцию. Способ изготовления лопасти заключается в том, что изготавливают вкладыш из сферопластика, производят сборку пакета, включающего заготовки обшивки на вкладыше, помещают собранный пакет в формообразующую оснастку, фиксируют оснастку в собранном виде и осуществляют термообработку пакета. Для изготовления вкладыша используют сферопластик, включающий полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее. Термообработку осуществляют при температуре, достаточной для возникновения давления термокомпрессии за счет расширения микросфер с обеспечением формования лопасти. Группа изобретений направлена на упрощение технологии изготовления лопасти и используемого оборудования. 2 н. и 10 з.п. ф-лы, 2 ил., 1 табл.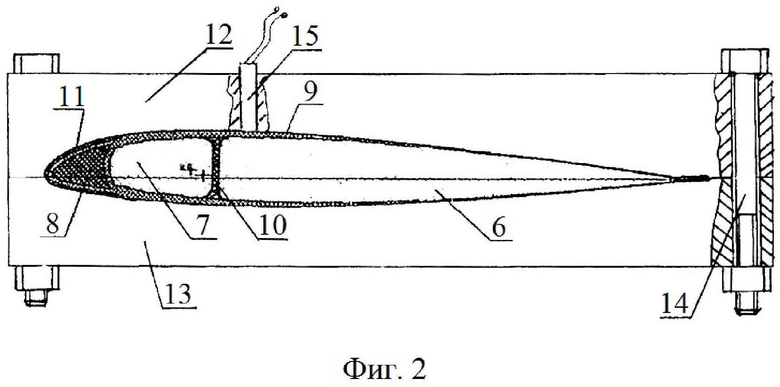
1. Лопасть воздушного винта летательного аппарата, содержащая соединенные друг с другом обшивку и по меньшей мере один вкладыш, выполненный из сферопластика, отличающаяся тем, что сферопластик включает полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее.
2. Лопасть по п. 1, отличающаяся тем, что имеет безлонжеронную конструкцию и один вкладыш, выполненный из указанного сферопластика.
3. Лопасть по п. 1, отличающаяся тем, что имеет интегральную конструкцию и включает вкладыш лонжерона и хвостовой вкладыш, выполненные из указанного сферопластика, и центрирующий вкладыш, выполненный из указанного сферопластика, дополнительно включающего порошок тяжелого металла.
4. Лопасть по п. 1, отличающаяся тем, что по меньшей мере один вкладыш выполнен в виде отдельных соединенных друг с другом элементов.
5. Лопасть по п. 4, отличающаяся тем, что элементы по меньшей мере одного вкладыша имеют различную плотность, например, для обеспечения необходимой центровки лопасти по хорде.
6. Лопасть по п. 1, отличающаяся тем, что по меньшей мере один вкладыш выполнен армированным по меньшей мере одним слоем стекло-, угле- или органоленты или ткани.
7. Способ изготовления лопасти летательного аппарата вертолетного или самолетного типа, заключающийся в том, что изготавливают по меньшей мере один вкладыш из сферопластика, производят сборку пакета, включающего заготовки обшивки на по меньшей мере одном вкладыше, помещают собранный пакет в формообразующую оснастку, фиксируют оснастку в собранном виде и осуществляют термообработку пакета, отличающийся тем, что осуществляют изготовление по меньшей мере одного вкладыша из сферопластика, включающего полые полимерные микросферы, способные расширяться при нагреве, и термопластичное полимерное связующее, а термообработку осуществляют при температуре, достаточной для возникновения давления термокомпрессии за счет расширения микросфер с обеспечением формования лопасти.
8. Способ по п. 7, отличающийся тем, что при изготовлении безлонжеронной лопасти изготавливают один вкладыш, который используют для сборки пакета.
9. Способ по п. 7, отличающийся тем, что при изготовлении интегральной лопасти изготавливают вкладыш лонжерона и хвостовой вкладыш из указанного сферопластика и центровочный вкладыш из указанного сферопластика, дополнительно включающего порошок тяжелого металла.
10. Способ по п. 7, отличающийся тем, что по меньшей мере один вкладыш изготавливают в виде отдельных элементов, которые соединяют друг с другом.
11. Способ по п. 10, отличающийся тем, что изготавливают элементы по меньшей мере одного вкладыша с различной плотностью, например, для обеспечения необходимой центровки лопасти по хорде.
12. Способ по п. 7, отличающийся тем, что по меньшей мере один вкладыш изготавливают с армированием его по меньшей мере одним слоем стекло-, угле- или органоленты или ткани.
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| CN 0108100299 A, 01.06.2018 | |||
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ СКВАЖИН В ГРУНТЕ | 2003 |
|
RU2256034C2 |
| ТИГЕЛЬНАЯ ПЕЧАТНАЯ МАШИНА | 1986 |
|
RU2041829C1 |
| US 4095008 A1, 13.06.1978 | |||
| НАНОМОДИФИЦИРОВАННЫЙ ЭПОКСИДНЫЙ СФЕРОПЛАСТИК | 2013 |
|
RU2587454C2 |
| WO 2011026009 A1, 03.03.2011. | |||

