(54) ВИНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Винт | 1974 |
|
SU514128A1 |
| Резьбовое соединение деталей | 1978 |
|
SU775429A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ПОЗВОНОЧНЫХ СЕГМЕНТОВ | 2018 |
|
RU2711612C1 |
| СПОСОБ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2384762C2 |
| БОЛТОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 2015 |
|
RU2605373C2 |
| ШАЙБА СТОПОРНАЯ | 2024 |
|
RU2838004C1 |
| СОЕДИНИТЕЛЬНЫЙ БЛОК ДЛЯ СОЕДИНЕНИЯ ДЕТАЛИ НА ШАРОВЫХ ОПОРАХ | 2017 |
|
RU2671344C2 |
| Разъемное соединение деталей | 1984 |
|
SU1246425A1 |
| ШАРНИРНО-СОЧЛЕНЕННОЕ ВЕСЛО | 2004 |
|
RU2279993C2 |
| Крепежный элемент | 1978 |
|
SU781422A1 |
1
Изобретение относится к машиностроению, в частности к резьбовым элементам типа винтов, применяемым для крепления полимерной детали в виде пластины из тер.мопластичного материала, например к металлическому основанию.
Известен винт, содержащий резьбовой стержень и полупотайную головку с опорной конусной поверхностью, выполненной под углом в 90° 1.
Однако при использовании этого винта для крепления, например пластины из термопласта к другой металлической детали происходит вспучивание материала пластины вокруг зенковки под головку винта, усуглубляемое термическим расширением при повышении те.адпературы детали и некачественном зенковании.
Наиболее близким по технической суш,ности и достигаемому результату к предлагаемому является винт, содержаш,ий резьбовой стержень и головку, сопряженные между собой профилированной частью, образуюш.ей опорную поверхность. Данное устройство . имеет элемент предотвраш,аюш.ий вспучивание прикрепляемой полимерной детали. При этом профилированная часть выполнена в виде конусной поверхности, образованной под углом в 90, а элементом, предотврашаюши.м вспучивание, является бурт с плоской опорной поверхностью, выполненной на головке 2..
Однако при повышении те.мпературы детали или окружаюшей среды происходит вспучивание термопласта вокруг зенковки из-за термического расширения полимерного материала. Это вспучивание может усугубляться некачественным зенкованием, например, отклонением отверстия от перпендикулярности, наличием заусениц на краях зенковки, недозенкованием и т.п. Кроме того, этот винт не обеспечивает достаточной герметичности соединения.
Цель изобретения - предотвращение вспучивания соединяемой детали из полимерного .материала при термическом расширении или некачественном выполнении отверстия под винт, а также обеспечение герметичности соединения.
Эта цель достигается тем, что профилированная опорная поверхность выполнена тороидальной с кривизной в направлении к головке винта, а хорды радиусной линии, лежащие в плоскости продольного сечения винта, образуют тупой угол. На периферии опорной поверхности головки выполнен радиусный кольцевой выступ.
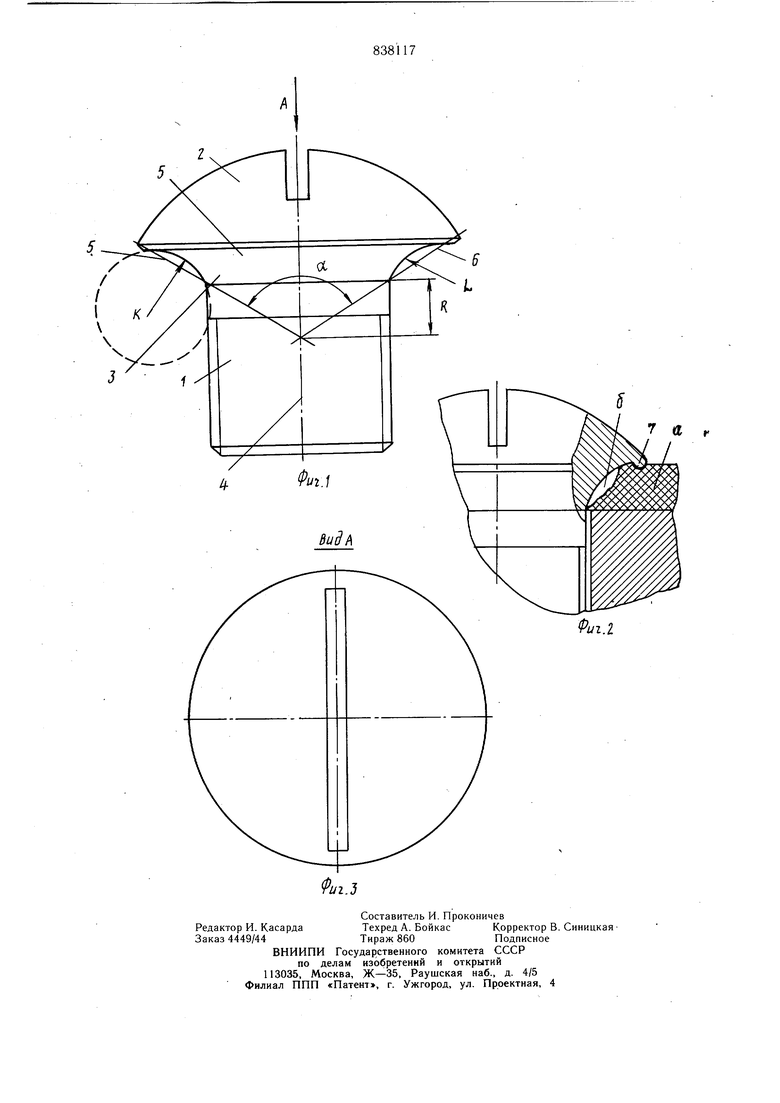
На фиг. 1 - изображен винт; на фиг. 2 - винт в соединении деталей; на фиг. 3 - вид А на фиг. 1.
Винт имеет резьбовой стержень 1 и полупотайную головку 2, сопряженные между собой профилированной частью 3, образующей опорную поверхность, предотвращающую вспучивание закрепляемой полимерной детали а, при этом профилированная часть 3 выполнена тороидальной с кривизной в направлении к головке винта.
Диаметрально противоположные дуги К и L вогнутости в иродольном сечении 4 радиусного перехода ограничены хорда.ми 5 и 6, образующими в пересечении тупой угол . Кроме того, в том случае, когда имеется необходимость в герметизации соединения в зоне сопряжения опорной поверхности головки винта с деталью, на периферии опорной поверхности головки предусмотрен кольцеобразный выступ 7, вдавливающийся в полимерный материал при завинчивании винта.
Радиус вогнутости радиусного перехода части 3 выполняется в зависимости от свойств полимерного материала детали а, в частности от плотности и степени его упругости, и .может выполняться величиной R. При этом для полимерного материала типа «пластиката величина R равна расстоянию от точки пересечения хорд 5 и 6 (угол пересечения 105°) до линии, ограничивающей сопряжение радиусного перехода профилированной части 3 со стержнем 1.
При Завинчивании винта периферийная поверхность части 3 оказывает силовое воздействие на края отверстия в полимерной детали а, причем равнодействующая этого силового воздействия и силы упругости материала детали а направлена внутрь полости, ограниченной вогнутостью радиусного перехода.
Вследствие этого вспучивание детали а не происходит из-за эффекта радиального затягивания полимерного материала в указанную полость. При этом в зависимости от упругости и податливости полимерного материала между профилированной поверхностью части 3 и поверхностью края отверстия в детали а может иметься зазор б, предохраняющий вспучивание детали а при
термическом ее расщирении от действия повышенных температур,так как при этом зазор б заполняется материалом расширяющейся детали а.
Завинчивание винта в отверстие в полимерной детали при неперпендикулярности отверстия, недозенковании или наличии заусенцев сопровождается аналогичными процессами.
Особенность здесь заключается только в том, что к равнодействующей силе, направляющей избыток материала в полость вогнутости, прибавляется сила поступательного перемещения материала из зоны, где наблюдается его избыток, направленная по окружности профилированной части 3 винта. Сила поступательного перемещения пластичного материала приводит к его равномерному распределению, которое придает зенковке под головку винта конфигурацию радиусного переходка части 3 винта, причем в результате указанных процессов зазор б не
образуется.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
№ 514128, кл. F 16 Б 23/00, 1976 (прототип) .
