Область техники
Изобретение относится к технической физике, более конкретно к крепежным элементам деталей и узлов, и может быть использовано при производстве болтовых соединений с помощью болтов, преимущественно из титановых сплавов, работающих при циклических нагрузках в авиастроении, судостроении и других отраслях промышленности, для повышения надежности и долговечности соединений.
Уровень техники
В первые годы применения титана титановый крепеж получали механической обработкой. Этот метод изготовления крепежей нецелесообразен из-за большой трудоемкости, невысокого коэффициента использования металла и низкой производительности производства, а следовательно, и высокой стоимости деталей крепления. Кроме того, метод точения не обеспечивает достаточно высоких механических свойств болтов из-за невыгодного распределения линий течения металла в зоне головки. В таких болтах в зоне перехода от головки к стержню легко зарождаются усталостные трещины, которые распространяются вдоль волокон, вызывая разрушение деталей.
В связи с вышесказанным метод точения был заменен на технологию изготовления деталей крепления с горячей высадкой головки.
Горячую высадку осуществляют с нагревом высаживаемой части заготовки электроконтактным или индукционным методом, причем последнему отдают предпочтение ввиду ряда технологических преимуществ. При этих методах нагрева температура заготовки, необходимая для осуществления горячей высадки, составляет не менее (600-700°С).
Однако наибольшую производительность обеспечивает технология изготовления деталей крепления с холодной высадкой головок. По этой причине холодная высадка стала основной операцией, особенно при изготовлении деталей крепления небольшого диаметра. Однако и этому методу присущи определенные недостатки: а) необходимость обеспечения высокого качества поверхности заготовок и их геометрических параметров; б) высокие удельные давления высадки, что приводит к довольно быстрому износу инструмента; в) необходимость обеспечения достаточно высокого уровня пластических и технологических свойств исходного материала; г) неизбежность применения смазки, ограниченность номенклатуры крепежа только болтами малого диаметра - до 8-10 мм. Эти недостатки в значительно меньшей степени свойственны горячей высадке. Поэтому горячая высадка головок болтов сохранилась, особенно для деталей большого диаметра, (см. Авт. В.А.Володин, И.А.Воробьев, Б.А.Колачев, А.В.Митин, А.В.Мальков, А.Ф.Коростелев, Технология изготовления титановых деталей крепления. - М.: Металлургия, 1996, стр.10÷14).
Известен болт по патенту РФ №2057255, МПК F16B 35/04. Опубл. в 1996 году.
По данному патенту изготовление болта производится следующим образом: из заготовки цилиндрической формы вытачивают болт, далее сверлят осевое отверстие с коническим дном в головке болта и устанавливают в него сплошную заглушку. Болт обеспечивает снижение коэффициента концентрации напряжений и увеличивает долговечность.
Недостатком такой конструкции в случае изготовления болтов из титана является низкий коэффициент использования материала, что приводит к удорожанию болтовых соединений.
Известен болт по патенту РФ №2019734, МПК F16B 35/04, 1994 год.
По данному патенту изготовление болтов производится следующим образом: изготавливают отдельно стержень и головку с цилиндрическим отверстием, вставляют стержень в отверстие головки частично и приваривают со стороны торца стержня, отверстие на высоту сварного шва заполняют цементным раствором.
Такой способ обеспечивает хороший коэффициент использования материала, но сложен и трудоемок в изготовлении, что приводит к значительному увеличению себестоимости болта. Кроме того, не исключен высокий процент брака. Эти недостатки обуславливают также высокую стоимость болтовых соединений.
При изготовлении разнообразных конструкций широко используются различные виды разъемного соединения и крепления деталей. Наиболее распространен способ резьбового соединения посредством элементов деталей крепежа типа болт, винт и т.п. При этом болт, винт и др. традиционно содержат выполненные монолитно стержень и головку болта (патент RU №2216658 и Технология изготовления титановых деталей крепления. М.: Металлургия, 1996 г. 143 с.), винта (ОСТ 1.76508-86).
Обычно способ болтового соединения деталей включает: изготовление болта, установку болта в отверстие деталей и затягивание его гайкой.
В зависимости от точности изготовления соединяемых деталей и (или) нарушения ортогональности оси стержня к опорной поверхности головки последняя может не совмещаться с поверхностью сложной детали. В этом случае между контактными поверхностями детали и головки болта образуется больший или меньший угол, вызывающий при затяжке гайкой изгибные напряжения в стержне в зоне сопряжения его с головкой. При этом снижается рабочий ресурс. Недостатком этих аналогов можно считать также высокую трудоемкость изготовления традиционного монолитного болта, особенно из труднообрабатываемого материала, например, титанового сплава, и относительно низкий коэффициент использования материала (КИМ). Известен способ изготовления сваркой трением деталей, преимущественно типа болт, состоящих из стержня и головки (патент Германии №19917071, B23K, 20/12, 1999 г.). По данному способу на стержне и головке выполняют конусные участки с наружной и внутренней конусными поверхностями соответственно, по которым детали сопрягаются и сжимаются друг с другом. При этом стержень выполняют сужающимся к концу. При вращении одной из деталей происходит фрикционный нагрев до пластифицирования материала в зоне трения и образуется сварное соединение.
Основным недостатком прототипа являются:
- недостаточно плавное сопряжение поверхностей (галтели)стержня и головки, что отрицательно влияет на ресурс соединения;
- ослабление стержня в месте сопряжения, изготовленного из материала, чувствительного к термическому циклу сварки, что также снижает прочность соединения.
Сущность изобретения
Задачей изобретения является разработка такого способа соединения деталей болтами, который позволил бы повысить усталостную прочность соединения, выполняемого преимущественно болтами из титановых сплавов, снизить трудоемкость, энергоемкость при обеспечении высокого КИМ. Кроме того, способ должен обеспечивать увеличение ресурса соединения и снижение его себестоимости.
Поставленная задача достигается тем, что в способе болтового соединения деталей, включающем изготовление болта, установку болта в отверстие деталей и затягивание гайкой, болт изготавливают из головки и стержня отдельно, при этом стержень выполняют с конусным расширением на конце, противоположном концу с нанесенной стандартной резьбой, головку выполняют с конусным сквозным отверстием, угол конуса отверстия в головке выполняют соответствующим углу конусности расширенного участка стержня, после чего стержень вставляют в конусное отверстие головки и производят соединение деталей.
Кроме того, в способе болтового соединения деталей угол конуса расширяющегося участка стержня выполняют равным 6-16°. Такое выполнение болтового соединения позволяет увеличить ресурс соединений деталей с использованием болтов из титановых сплавов, увеличить КИМ.
Перечень чертежей
Изобретение поясняется чертежами, на которых:
Фиг.1 - показывает элементы болта: стержень и головку, выполненные в соответствии с изобретением;
Фиг.2 - показывает болтовое соединение деталей в разрезе.
Осуществление изобретения
Способ соединения по данному изобретению осуществляют следующим образом.
Болт изготавливают из двух отдельных составляющих элементов:
- стержня, выполненного с цилиндрическим участком, несущим резьбу с одного конца, и с конусным расширением на другом конце, противоположном концу с нанесенной стандартной резьбой
- головки с конусным сквозным отверстием, угол конуса которого соответствует углу конусности расширяющегося участка стержня.
Головку 2 (см. фиг.1) выполняют с высотой h=(0,65-1)dc (диаметра стержня). При h<0,65dc - снижается прочность головки; при h>1dc - увеличивается выступающая за торец стержня часть головки, не несущая полезной нагрузки; снижается КИМ. Меньший диаметр конусного отверстия головки dг выполняют равным не менее диаметра стержня.
Стержень 1(см. фиг.1) выполняют с конусным расширением 4 с углом конуса, равным 6-20°. При угле конуса меньше 6° не обеспечивается достаточно прочного соединения стержня с головкой при габаритных (или геометрических) параметрах головок стандартных болтов. Кроме того, при меньших углах не обеспечивается требуемое качество деталей, поскольку при принятых допусках возможны значительные западания конусного участка стержня в головку. При углах конусности больше 20° резко уменьшается КИМ, а эффект практически не меняется.
Конусный и цилиндрический участки стержня сопряжены радиусной поверхностью. Длина конусного участка Lк стержня составляет 1,4-1,5h, где h - высота стандартной головки. При меньшей длине Lк коническая поверхность головки не размещается целиком на конической поверхности стержня, и выступающая за торец стержня часть головки не несет полезной нагрузки. При большей длине Lк лишняя часть стержня выступает из головки, не несет полезной нагрузки, также снижается КИМ. Предусмотрен запас длины конического участка стержня - 0,5 мм для возможного при затяжке продвижения стержня относительно головки.
С данным болтом используются стандартные гайки с диаметром резьбы, соответствующим диаметру резьбы стержня.
Головку и стержень возможно изготавливать из разных материалов в зависимости от условий работы соединения: рабочей среды, температурных условий и др. специальных технических требований. Так, например, возможны комбинации: титан с титаном; титан со сталью; титан с медью или медными сплавами.
Соединение деталей болтом выполняется следующим образом.
Предварительно вводят стержень резьбовым концом в коническое отверстие головки со стороны ее большего диаметра до совмещения их конических поверхностей; после этого вводят в технологические отверстия резьбовым концом, на который навинчивают и затягивают до упора гайку, фиксируют тем самым головку на конусном участке стержня.
В соединяемых деталях 5 и 5' сверлят отверстие (лучше - в сборе). Стержень 1 вводят цилиндрическим концом в конусное отверстие головки со стороны ее большего диаметра до соприкосновения конических поверхностей стержня 1 и головки 2; вводят стержень 1 цилиндрическим участком с резьбой в отверстие в собранных под крепление деталей 5 и 5' и продвигают его до контакта опорной поверхности головки с поверхностью детали. На выступающую из детали резьбовую цилиндрическую часть стержня 1 навинчивают стандартную гайку 6 и затягивают ее, при этом с использованием, например, отвертки, которую вставляют в шлиц 3 на расширенном торце стержня, удерживают его от вращения относительно головки и гайку затягивают.
Преимущества предлагаемого способа крепления пакета из двух и более деталей и элементов крепления для него:
- повышение усталостной прочности соединения за счет устранения причин ослабления опасной зоны стержня вблизи опорной поверхности головки, таких как концентрация напряжений, и возможного появления напряжения изгиба в стержне;
- возможность использования для стержня и головки разных конструкционных материалов в зависимости от технических требований в условиях эксплуатации;
- раздельное изготовление стержня и головки улучшает условия механической обработки и получение более высокой чистоты поверхности стержня в опасной зоне сопряжения его цилиндрической поверхности с конусной, что особенно важно для повышения прочности и ресурса.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОЛТОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 2015 |
|
RU2605373C2 |
| СПОСОБ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ И УЗЕЛ БОЛТОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2540757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ТРЕНИЕМ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО, ТИПА БОЛТ | 2006 |
|
RU2327554C2 |
| Болтовое соединение | 2015 |
|
RU2619634C1 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| САМОЗАЧИЩАЮЩИЙ БОЛТ | 2002 |
|
RU2223421C1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| БОЛТОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2006690C1 |
| САМОЗАЧИЩАЮЩИЙ БОЛТ | 2002 |
|
RU2226239C2 |
| СОЕДИНЕНИЯ СТЕРЖНЯ И ЗАГЛУШКИ КЛАПАНА И ИНСТРУМЕНТЫ ДЛЯ ОБЖИМКИ | 2016 |
|
RU2711693C2 |

Изобретение относится к крепежным элементам. Способ болтового соединения деталей включает изготовление болта, установку болта в отверстие деталей и затягивание гайкой. Болт изготавливают из головки и стержня отдельно. Стержень выполняют с конусным расширением на конце, противоположном концу с нанесенной резьбой. Головку выполняют с конусным сквозным отверстием, угол конуса отверстия в головке выполняют соответствующим углу конуса расширенного участка стержня. После чего стержень вставляют в конусное отверстие головки и производят соединение деталей путем установки и затягивания гайки. При этом стержень выполняют с конусным и цилиндрическим участками стержня, сопряженными радиусной поверхностью, а угол конуса расширяющегося участка стержня выполняют равным 6-15°. В результате повышаются усталостная прочность и долговечность соединения, снижается его себестоимость. 1 з.п. ф-лы, 2 ил.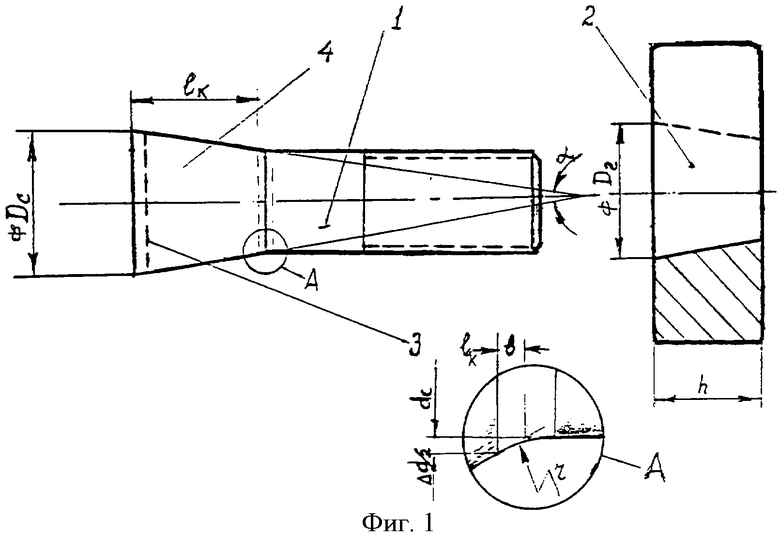
1. Способ болтового соединения деталей, включающий изготовление болта, установку болта в отверстие деталей и затягивание гайкой, при этом болт изготавливают из головки и стержня отдельно, стержень выполняют с конусным расширением на конце, противоположном концу с нанесенной резьбой, головку выполняют с конусным сквозным отверстием, угол конуса отверстия в головке выполняют соответствующим углу конуса расширенного участка стержня, после чего стержень вставляют в конусное отверстие головки и производят соединение деталей путем установки и затягивания гайки, отличающийся тем, что стержень выполняют с конусным и цилиндрическим участками стержня, сопряженными радиусной поверхностью, а угол конуса расширяющегося участка стержня выполняют равным 6-15°.
2. Способ болтового соединения деталей по п.1, отличающийся тем, что затягивание гайки осуществляют с удерживанием ее от вращения с помощью шлица на расширенном торце стержня.
| ТРЕХКАСКАДНЫЙ ИМПАКТОР ДЛЯ ОТБОРА ПРОБ МИКРОБНЫХ АЭРОЗОЛЕЙ | 2003 |
|
RU2237236C1 |
| Способ сборки болта | 1978 |
|
SU796492A1 |
| Разъемное соединение деталей | 1983 |
|
SU1224475A1 |
| КРЕПЕЖНЬШ ЭЛЕМЕНТ | 0 |
|
SU309166A1 |

