1-1звестнь е индикаторные приборы, предназначенные для проверки зуборезных червячных фрез не обеепечивают необходимую точность ноказаннй, конструктивно сложны, требуют много временн прн проверке фрез и высокой квалифнк аиии персонала.
Кроме этого, существующие пндпкаторные нриборы не позволяют определить причину возникновения дефекта ( иовытиенное биенне, конусность) и проверить угол сннрали передней режущей грани фрезы.
Предлагаемый прнбор не нмеет перечис.ченных дефектов и обеспечивает получение прямых характеристик точности рабочих элементов фрезы, исключая погрещности от влияния падения затылка зубцов, что всегда имеет место при обычных способах контроля фрез.
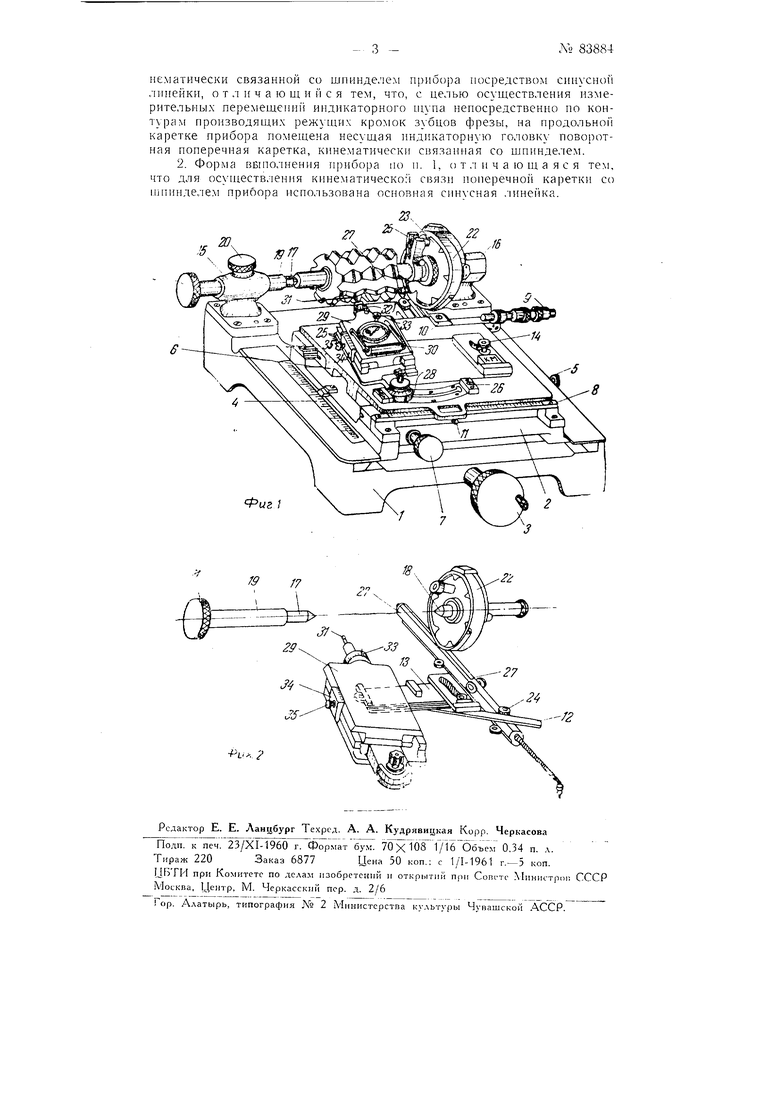
На фиг. 1 и 2 схематически изображен индикаторный прпбор.
На станнне 1 в двух иаправленпях перемещается суппорт 2 перпендикулярно к оеп иентров с помощью маховичка с внптом 3. Отсчет величины неремеи еиия производится по масштабно линейке 4. В момент отсчета суппорт крепится впнтом 5. По суппорту 2 парал.че.чьпо к осп центров в продольном нанравленни перемещается связапная со innnnде.тем прибора продо.чьная каретка 6 с номон1ью маховичка 7. Грубый отечет величины перемещенпя кареткп 6 производится по сипуспой лииейке 8 и ноииусу. Точный отсчет указанного иеремеи;еция каретки осуществляется с помощью концевых мер и микровиита 9, жестко прикрепленного па кронштейне к суппорту 2. Концевые меры помещаются между контрольиым упором 10, закрепленпом па каретке 6. и мерительной пяткой микровпнта.
Постоянное мерительпое давление создается иа нлитке маховичка 7, кренление каретки пронзводится впнтом 11.
Между суппортом 2 и кареткой 6 помещается спнусная лпнейка 12, имеющая ось вращения на пальце плавающе кареткп 13, которая свободно перемещается параллельно оси по двум паправлепиям. Плавающая каретка имеет четыре опорных плоскости; три из иих,-перпендикулярные оси прибора, служат рабочими иоверхностями для шарщш, по которым перемещается поперечная каретка. Четвертая плоскость, параллельная к оси прибора, служит для точной установки по концевым мерам угла наклона синусной л1П1ейки 12, кренлеиие которой производится В1П1ТОМ 14.
Рабочая плоскость синусной линейки в пронессе работы прибора опирается на шарикоподшюшик обкатывающего стержня 27.
Крепление проверяемо11 фрезы в оправке на станине I ocyuiecTвляется с помощью бабок 15 и 16 с центрами 17 п 18. Левый центр 17 свободно от руки перемещается в.месте со втулкой 19 и крепление его на необходимом вылете ироизводится или винтом 20, или с иомои 1,ью наружной гайки 21. В правой бабке 16 на двух упорных шарикоподшипннках вмонтирован обкатывающий и делительный механизм с обкатывающим цилиндром 22, внутри которого помеп,ен делительный диск 23. Обкатывающий цилиндр 22 соединяется двумя лентами толщиной 0,1 мм с обкатывающи.м стержнем 27, который может легко перемещаться перпендикулярно оси центров на восьми шарикоподшипниках. Зазор между обкатывающим цилиндром, лентами и обкатывающим стержнем выбирается юстировочным эксцентриковым пальцем одного подщипника.
Стержень 27 находится под действием спиральной пружипы, которая заставляет шарикоподшипник 24 на стойке стержня давпть иа рабочую поверхность синусной линейки 12.
При проверке фреза на оправке устанавливается на центрах и крепится с поводковым пальпем делительно1Ч) диска спецпа.чьпым хомутиком.
На продольной каретке 6 с.монтирована поворотная нонеречная (измерительная) каретка 29, кинематически связанная со шпипделем.
Необходпмый угол поворота основания 25 каретки онреде.1яется по концевым мерам, вставляемым между упором 26 и коптрольпым диском 28; расстояние между осью пальца п диско.м выдерживается точно. Осевая плоскость, проведенная через ось пальца и ось ни.шндра, является осью движения поперечной каретки 29, которая перемещается на основании 25 по четырем направлениям с помоп1ью шарпкси в двух сепараторах. Две наиравляюп1ие прикреплены к основанию, а две-к поперечпой каретке; одна из нацравля}оших-регулируемая.
Поперечная каретка находится иод действием спира.чьной пруж1ПП)1 и ее перемеи1,ение осуи1ествляется путем легкого нажнма на ручку 30.
В корпус поперечной кареткп 29 жестко вделан ппднкатор с цепой деления 0,002 мм; наконечник индикатора связан со н упальцелг 31, который сидит на оси в гнезде эксцентриковой втулки 32 с винтом 33, поворачивающейся в гнезде на 360 и меняющей направ.пение давления щупальца прн неподвижном индикаторе.
Угол поворота втулки 32 и направление мерительного давления щупальца отсчитывается но градусной шкале на втулке и указателю на корпусе поперечпой каретки. Втулка 32 может быть вынута из гнезда и на ее место вставлена вту,:1ка со щупальце. для проверки радиальных биений профиля головок зуба и буртиков.
Отсчет велнч1ППэ1 перемещения поперечной каретки, закрепляемо) с помоидью винта 35, пропзводится по масштабиой линейке 34 и указателю.
Пред м е т из о б р е т е и и я
1. Индикаторный прибор для контроля зуборезных червячны.х фрез с подвижной в продольном направ.ггенни вдоль оси кареткой, ки