(54) СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛИСТОВОГО МАТЕРИАЛА ПАРАБОЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2017 |
|
RU2658774C1 |
| Форма для центробежного литья | 1979 |
|
SU839706A2 |
| Форма для гидроотражателя | 1979 |
|
SU876275A1 |
| Способ получения фасонных заготовок | 1979 |
|
SU789243A1 |
| Концентратор лучистой энергии "Пересвет" и способ его изготовления | 1982 |
|
SU1023270A1 |
| Устройство для центробежного формования изделий | 1983 |
|
SU1171334A1 |
| Способ центробежного формования изделий с параболической поверхностью | 1984 |
|
SU1183468A1 |
| Способ изготовления изделий с параболической поверхностью | 1979 |
|
SU873317A1 |
| СПОСОБ УПРАВЛЕНИЯ ОПТИЧЕСКОЙ СИСТЕМОЙ И УПРАВЛЯЕМАЯ ОПТИЧЕСКАЯ СИСТЕМА | 1991 |
|
RU2012911C1 |
| Устройство для центробежного формования изделий с параболической поверхностью | 1984 |
|
SU1281430A1 |
I
Изобретение относится к способам центробежного формования изделий с параболической поверхностью и может быть использовано для изготовления параболоидов с зонированной поверхностью, например многофокусных отражателей или линз Френеля.
Известен способ центробежного формования изделий с параболической поверхностью, согласно которому в форму помещают формовочное вещество и вращают ее с постоянной скоростью вокруг вертикальной оси с помощью привода, жестко связанного с нижней емкостью, которая заполнена жидкостью, передающей плавающей в ней форме вращающее усилие.
Известно устройство для осуществления этого способа, содержащее концентрично установленные и заполненные жидкостями емкости, форму, размещенную во внутренней емкости, и привод вращения, связанный с нижней емкостью 1.
Однако с помощью способа и устройства для его осуществления невозможно получение зонированных параболических поверхностей, поскольку в них не предусматривается разделение свободной поверхности
формовочной жидкости на зоны различной конфигурации, различных фокусных расстояний, а также невозможно изготавливать изделия больщой кривизны больщих габаритов.
Наиболее близким к предлагаемому является способ изготовления изделий с параболической поверхностью, включающий заполнение формы жидким формовочным материалом и вращение формы вокруг вертикальной оси под действием вращающегося
магнитного поля через ферромагнитный материал.
Известно устройство для осуществления данного способа, содержащее концентрично установленные и заполненные жидкостями емкости, нижняя из которых неподвижна,
размещенную в внутренней емкости форму и привод вращения, выполненный в виде генератора вращающегося магнитного поля и размещенный с внещней стороны нижней емкости, причем нижняя емкость заполнена ферромагнитной жидкостью 2.
Однако с помощью этого способа и устройства для его осуществления также невозможно изготовлять зонированные параболические поверхности, так как не обеспечивается разделение свободной поверхности формовочного материала на зоны.
Цель изобретения - получение зонированных параболических поверхностей различных конфигураций и габаритов с разными фокусными расстояниями.
Поставленная цель достигается тем, что в способе, включающем заполнение формы жидким формовочным материалом и вращение формы вокруг вертикальной оси под действием вращающегося магнитного поля через ферромагнитный материал, последний помещают в полость формы с жидким формовочным материалом, а взаимодействуют одновременно двумя вращающимися магнитными полями, создаваемыми над и под формой, конфигурация которых соответствует границам зон формуемых изделий.
В качестве ферромагнитного материала используют ферромагнитный- порошок или ферромагнитную жидкость несмешивающуюся с жидким ферромагнитным материалом.
Устройство для центробежного формования изделий, содержащее концентрично установленные и заполненные жидкостями емкости, нижняя из которых неподвижна, а внутренняя является формой, и размещенный с внешней стороны нижней емкости привод вращения, выполненный в вИлЧе генератора вращающегося .магнитного поля и ферромагнитного материала, оно снабжено дополнительным генераторо.м вращающегося магнитного поля, размещенного над формой, причем электромагниты генераторов расположены в виде мозаики, а ферро.магнитный материал размещен в форме.
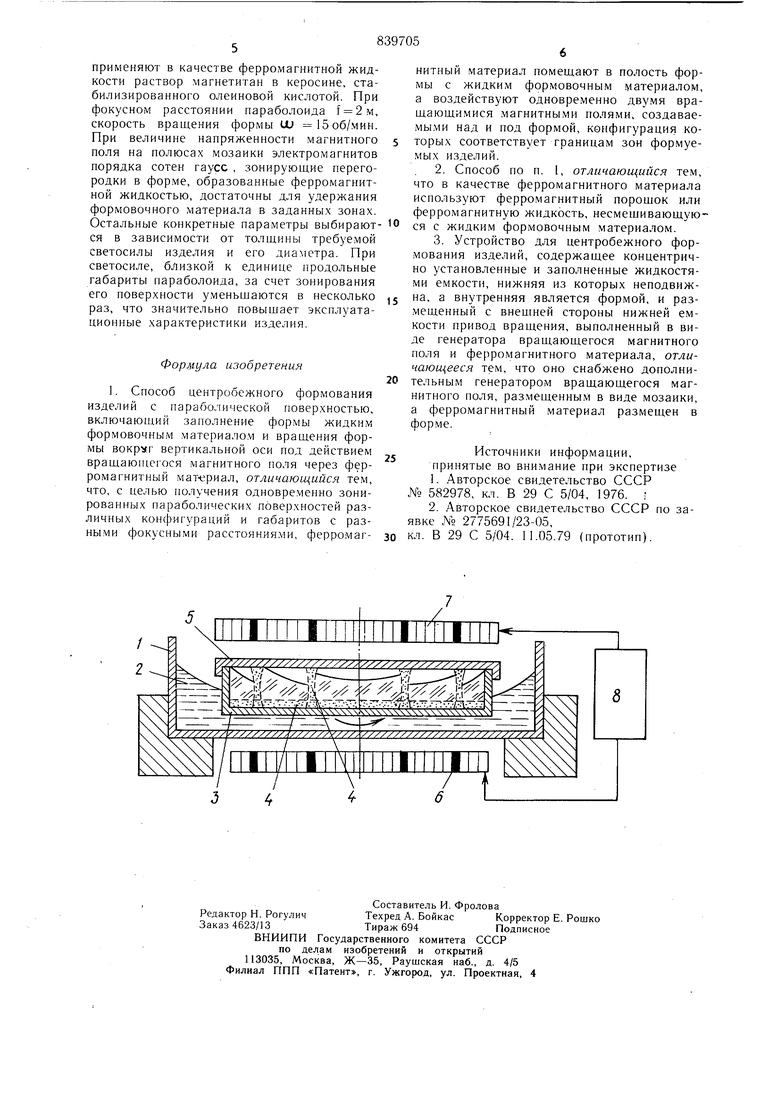
На чертеже изображено предлагаемое устройство, продольный разрез.
Оно содержит неподвижную емкость 1, заполненную демпфирующей жидкостью 2, в которую помещена форма 3 с жидким формовочным материалом и ферромагнитным материалом 4 в виде ферромагнитного порощка или ферромагнитной жидкости, несмешивающейся с жидким фомовочным материалом, крышку 5 формы и генераторы 6 и 7 вращающегося магнитного поля, расположенные над формой и под емкостью 1, причем электромагниты генераторов установлены в виде мозаики, соединенной с блоком 8 управления конфигурацией (т.е. матрицей включения электромагнитов в мозаике), напряженностью и скоростью вращения магнитного поля.
Способ изготовления
изделии с зонированной параболической поверхностью осуследующим образом. ществляется
3 вместе с жидким формовочВ форму
ным материалом, например полимерным, помещают ферромагнитную жидкость 5. Затем с помощью блока 8 включают электромагниты из мозаики 6 и 7, необходимые
для создания кольцевой-формы магнитного поля (на чертеже электромагниты показаны сплошной заливкой). При включении .магнитного поля ферромагнитная жидкость вытягивается между полюсами электромагнитон с противоположной полярностью и, упираясь в крыпл у и дно формы, образует в ней перегородки (в данном случае кольцевые). В результате формовочный материал оказывается замкнутым в несообщающихся кольцевых зонах. Далее вращают
играющие роль привода мозаики 7 и 6, источники магнитного поля с постоянной скоростью, при этом происходит увеличение ферромагнитной жидкости, а с ней и фор.мы, заполненной формовочным материалом. За
счет вязкости начинает вращаться также жидкость 2 в е.мкости 1, что приводит к самоцентрированию формы 3. При вращении формовочный материал в каждой кольцевой зоне приобретает форму кольцевой части пароболоида вращения, при этом при
больших светосилах (малых фокусных расстояниях) толщина изделия получается значительно (в несколько раз) меньшей, нежели без применения магнитожидкостных перегородок. В случае изготовления зо5 нированного параболоида с разными фокусными расстояниями зон, кольцевые перегородки формируются последовательно; вещество отвердевается при вращении в данной зоне, затем после формирования следующей перегородки заполняется формовочным веп еством и отвержевается при другой скорости врацдения следуюш,ая зона и т.д. После затвердевания формовочной жидкости несме1нивающуюся с ней ферромагнитную жидкость удаляют из формы, сняв крышку и отключив нижние магниты.
Также производится формование параболических поверхностей с зонами другой конфигурации (секторной, звездообразной, сотовой и др.). При этом меняется лишь 0 матрица включения электромагнитов мозаик б и 7, задаваемая блоком 8.
Таким образом, предлагаемые способ и устройство для его реализации позволяют произвести фор.мование зонированных параболических поверхностей с различными параметра.ми (конфигурацией, фокусными расстояниями), зон при этом толщина изделий значительно уменьшается по сравнению с формованием известны.м способом.
Изобретение может найти применение при изготовлении телескопических зеркал, гелиотехнических концентраторов солнечного излучения, коллекторов для дальней лазерной космической связи и других видов параболических отражателей, а также линз 5 Френеля, поверхность которых состоит из ступенчатых зон.
Например, при формовании параболических отражателей из эпоксидной смо.ты. применяют в качестве ферро.магнитной жидкости раствор магнетитан в керосине, стабилизированного олеиновой кислотой. При фокусном расстоянии параболоида 2м, скорость вращения формы UU 15об/мин. При величине напряженности магнитного поля на полюсах мозаики электромагнитов порядка сотен гаусс , зонирующие перегородки в форме, образованные ферромагнитной жидкостью, достаточны для удержания формовочного материала в заданных зонах. Остальные конкретные параметры выбираются в зависимости от толщины требуемой светосилы изделия и его диаметра, светосиле, близкой к единице продольные габариты параболоида, за счет зонирования его поверхности уменьщаются в несколько раз, что значительно повьпиает эксплуатационные .характеристики изделия. Формула изобретения I. Способ центробежного формования изделий с параболической поверхностью, включающий заполнение формы жидким формовочным материалом и вращения формы вокруг вертикальной оси под действием вращающегося магнитного поля через ферромагнитный матчериал, отличаюш ийся тем, что, с целью получения одновременно зонированных параболических пбвер.хностей различных конфигураций и габаритов с разными фокусными расстояния.ми, ферромагнитный материал помещают в полость формы с жидким формовочным материалом, а воздействуют одновременно двумя вращающимися магнитными полями, создаваемыми над и под формой, конфигурация которых соответствует границам зон формуемых изделий. 2. Способ по п. 1, отличающийся тем, что в качестве ферромагнитного материала используют ферромагнитный порощок или ферромагнитную жидкость, несмешивающуюся с жидким формовочным материалом, 3. Устройство ддя центробежного формования изделии, содержащее концентрично установленные и заполненные жидкостями емкости, нижняя из которых неподвижна, а внутренняя является формой, и размещенный с внешней стороны нижней емкости привод вращения, выполненный в виде генератора вращающегося магнитного поля и ферромагнитного материала, отличающееся тем, что оно снабжено дополнительным генератором вращающегося магнитного поля, размещенным в виде мозаики, а ферромагнитный .материал размещен в форме. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 582978, кл. В 29 С 5/04, 1976. i 2.Авторское свидетельство СССР по заявке № 2775691/23-05, кл. В 29 С 5/04. 11.05.79 (прототип).
