(54) СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ЗАГОТОВОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного формованияиздЕлий и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU839705A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| Способ изготовления абразивных алмазосодержащих отрезных кругов | 1985 |
|
SU1472231A1 |
| Способ изготовления тонкостенных изделий | 1990 |
|
SU1740105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МОДЕЛЕЙ | 1995 |
|
RU2090297C1 |
| Форма для центробежного литья | 1979 |
|
SU839706A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2002 |
|
RU2239509C2 |
| МАГНИТНЫЙ ЭКРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2627928C1 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОЙ ШТАМПОВКИ ДЛЯ ЛИТЬЯ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА ИНДУКЦИОННОГО УДЕРЖАНИЯ РАСПЛАВА | 2004 |
|
RU2353470C2 |
| Способ изготовления изделий из пластифицированных порошков | 1985 |
|
SU1289602A1 |
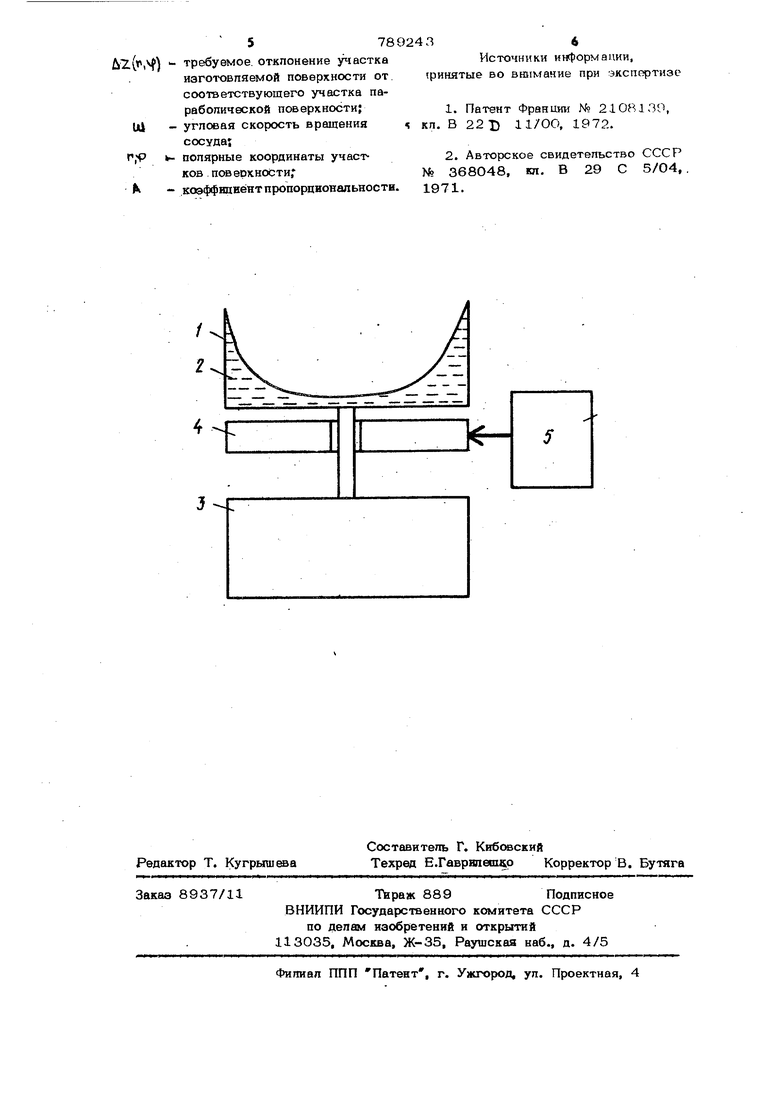
Изобретение относится к питейному производству, а именно к получению питы заготовок с использованием магнитного воздействия. Известен способ формован-ия издепий со сложными поверхностями путем литья затвердевающей жидкости в промежуток между формующим и опорным элементами. При затвердевании жидкость принимает заданную форму . Однако для реализации указанного способа необходим набор формующих элементов, имеющих соответствующую поверхнос Изготовление формующих элементов сопряжено с больши {и технологическими трудкостями, а в ряде случаев и вовсе н возможно (например, сложные поверхности третьего и высших порядков , поверхности типа сферической зонной решетки Френеля и т, д.), что усложняет процесс изготовления издепий со сложными поверхностями. Известен также способ получения изделий со сложными поверхностями с использованием вращения сосуда с жидкостью вокруг вертикальной оси. При вращении поверхность жидкости принимает форму параболоида вращения с заданным фокусным расстоянием. Затем в жидкость на определенную глубину погружают пуансон, жестко закрепленный на вращающемся сосуде, После затвердевания поверхкость жидкости приник-гает заданную форму . Этот способ позволяет формовать изделия с параболическими поверхностями, имеющими различные фокусные расстояния, а также изделия, поверхности которых соответствуют, форме пуансона . Однако, как и в вышеприведенном способе, изготовление пуансонов, имеющих сложные поверхности, сопряженно с большими технологическими трудностями, а в ряде случаев невозможно, .например, при формовании поверхностей больших размеров, что усложняет процесс- изготовления. 11епь изобретения - расширение технологических возможностей и упрощение процесса. Поставпенная цепь достигается тем, что формсжание заготовки осуществпяют воздействием на заданные участки поверк ности вращаемой жидкости магнитным полем, напряженность (Н) которого на каждом участке соответствует выраженто: UL-z(f.4)) V.4) OJ-r где Ц -напряженность магнитного nc пя; ЛХ(|Г - требуемое отклонение участк изготовляемой поверхности от соответствующего участка параболической поверхности, ;) угловая скорость вращения сосуда; f, -полярные координаты участко поверхности; -коэффициент пропорциональное ти. При этом .в качестве жидкости исполь зуют электропроводную жидкость. На чертеже изображена схема устройства для реализации способа. BvfKOCTb 1 с электропроводной жидкос тью 2 вращают при ггсямсяци электромотора 3. Воздействуют на отдельные участки поверхности электропроводной жидкости 2 магнитным полем посредством электромагнитов из набора 4. При этом при помощи блока 5 управления устанавливают напряженность магнитного поля, соот ветствующую: .) «(.,)иЗ-Ггде И - напряженность магнитного поля} ( - требуемое отклонение участка изготовляемой псюеркности от соответствующего участка параболической поверхности;угловая скорость вращения/ t«|Vf - полярные координатыучастков поверхности; Л - коэффициент пропорциональноеПри воздействии указанным магнитным полем на участки электропрОЕ:одной жидкости 2 возбуждают в этих участках вихревые токи, магнитное поле которых направлено навстречу возмущающему полю, в связи с чем жидкость на этих участках движется медленнее. Из условия несжимаемости жидкости следует, что через поперечное сечение в равные промежутки времени должно проходить равное количество жидкости. Следовательно, в участках, на которые воздействуют магнитным полем, урсюень жидкости во столько раз выше, во сколько скорость меньше. Используя в качестве электропроводной жидкости 2, например жидкий металл, воздействуют на него магнитным полем, придавая нужную форму. При застьшании изделие сохраняет приданную ему форму. Используя в качестве электропроводной жидкости 2, например ртуть, придают ей нужную форму посредством магнитного поля. При необходимости форму поверхности можно легко и быстро изменить, изменив параметры магнитного поля. Таким образом, предлагаемый способ позволяет упростить процесс получения заготовок со сапожными поверхностями; изготовлять сложные поверхности любой формы, в т. ч. поверхности третьего и высшего порядков (поверхности типа сферических зонных решеток Френеля и т. д.), повысить качество изготовляемой пов.ерхности за счет устранения дефектов, вносимых формующими элементами, быстро изменять форму поверхности электропрсжодной жидкости в процесса эксплуатации, а также формовать поверхности больших размеров. Указанные преимущества позволяют использовать предлагаемый способ, например, для изготовления отдельных узлов и деталей оптических приборов, имеющих сложные поверхности, для изготовления линз, зеркал, резонаторов и т. д. Формула изобретения Способ получения фасонных заготовок, включающий вращение емкости с расплавом вокруг вертикальной оси и последующее формование заготовки, о т л и ч а юш и и с я тем, что, с цепью расширения технологических возможностей и упрощения процесса, в качестве расплава заготовки используют электропроводные жидкости, а формование заготовки осуществляют воздействием на заданные участки поверхности расплава магнитным полем, напряженность которого на каждом участ ке соответствует выражению: U - л (У ) V.vP) . ЫГ где И - напряженность кшгнитного поля, 57802 Л() - требуемое, отклонение участка изготовляемой поверхности от. соответствующего участка параболической поверхности; Ui - угловая скорость вращения , сосуда; Г.Р k- полярные координаты участков поверхности, - коэффидиёнтпропорциональности. 36 Источники информации, финятые во вшгмание при экспортизс 1. Патент Франции № 2108130, кл. В 221) 11/ОО, 1972. 2. Авторское свидетельство СССР N 368048, кл. В 29 С 5/04, 1971.
