(54) УСТРОЙСТВО ДЛЯ ФИКСАЦИИ КАТОДНОЙ
ШТАНГИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ГЕНЕРИРОВАНИЯ КАТОДНОЙ ПЛАЗМЫ | 2012 |
|
RU2536126C2 |
| Короткозамыкатель междуфазный | 1982 |
|
SU1072129A1 |
| КОМБИНИРОВАННЫЙ СУХОЙ ЭЛЕКТРОННЫЙ ТРАНСФОРМАТОР С ОРГАНИЧЕСКОЙ ИЗОЛЯЦИЕЙ ДЛЯ ВЫВОДА ОПТИЧЕСКИХ СИГНАЛОВ | 2005 |
|
RU2353994C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ЗОНД ДЛЯ КАРОТАЖА В НЕФТЕГАЗОВЫХ СКВАЖИНАХ | 2015 |
|
RU2583867C1 |
| ВОЗДУШНЫЙ ИОНИЗАТОР | 2008 |
|
RU2598098C2 |
| Стенд для сборки и сварки изделий из ферромагнитных материалов | 1977 |
|
SU660806A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ХАРАКТЕРИСТИК ЭЛЕКТРОМАГНИТНОГО ПОЛЯ С ИСПОЛЬЗОВАНИЕМ ТОРОИДАЛЬНЫХ КАТУШЕК | 2015 |
|
RU2578774C1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ВИБРАТОР | 1966 |
|
SU183978A1 |
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО ПРОХОДНОГО КОНТРОЛЯ | 2007 |
|
RU2344413C2 |
I
Изобретение относится к трубному производству и может -быть использовано в установках для электрохимической полировки внутренней поверхности труб из немагнитг ной, например аустенитной стали.
Известно устройство для удержания катодной штанги в установках для электрохимической полировки внутренней поверхности труб. Катодная штанга, представляющая собой трубу, покрытую изолирующим материалом (например полиэтиленом или резиной) и расположенную внутри обрабатываемой трубы, одним концом закрепляется в катодном коллекторе, через который осуществляется подвод к штанге электрического тока и электролита, а другим концом, на который навинчена катодная головка с втулками-изоляторами, размещается в зоне электрической полировки внутренней поверхности труб и центрируется в трубе с помощью указанных изоляторов 1.
Длина катодных штанг определяется длиной обрабатываемых труб и достигает значительной величины - 16-17 м.
В процессе электрополировки обрабатываемая труба перемещается по опорным- и транспортирующим роликам, чем обеспечивается ее центрирование по оси электрополировальной установки.
Недостатком указанного устройства является то, что с его помощью невозможно удержать штангу по всей ее длине на оси полировальной установки (т. е. на оси обрабатываемой трубы): средняя часть штанги под действием собственного веса неизбежно провисает и спорикасается с внутренней поверхностью трубы, подвергаемой электрополировке, а это, в случае повреждения to изоляции штанги, приводит к появлению на трубе поджогов, являющихся недопустимыми дефектами. Кроме того, при этом может происходить нанесение механических повреждений на внутреннюю . поверхность труб.
Существенным недостатком известного устройства является также то, что к зоне соприкосновения штанги с трубой затрудняется подвод электролита, ухудшаются условия электрополировки, в результате чего снижается качество электрополированной поверхности (образуются непрополированные участки).
Известно также устройство для удержанияоправочного стержня на оси деформации, включающее электромагнитные катушки и размещенные внутри них по оси сердечники; Для обеспечения центрирования стержня оси катушек расположены перпендикулярно оси стержня 2.
В данном устройстве стержень, изготовденный из магнитного материала и размещенный внутри перемещающейся трубы, удерживается на оси деформации с помощью равнодействующей магнитных сил, направленной вверх. Благодаря этому происходит уравновешивание веса стержня и исключается его контакт с трубой.
Недостатком указанного устройства является необходимость установки большого числа электромагнитных катушек при значительной длине стержня, и, следовательно, громоздкость устройства, а также невозможность уравновещивания стержней, выполненных из немагнитных материалов.
Цель изобретения - повышение качества обработки.
Указанная цель достигается тем, что в устройстве, содержащем электромагнитную катушку с расположенными внутри нее по оси ферромагнитным сердечником, электромагнитная катушка с ферромагнитным сердечником размещена на оси установки с возможностью перемещения, при этом ферромагнитный сердечник соединен с катодной штангой, а его поверхность покрыта изолирующим материалом.
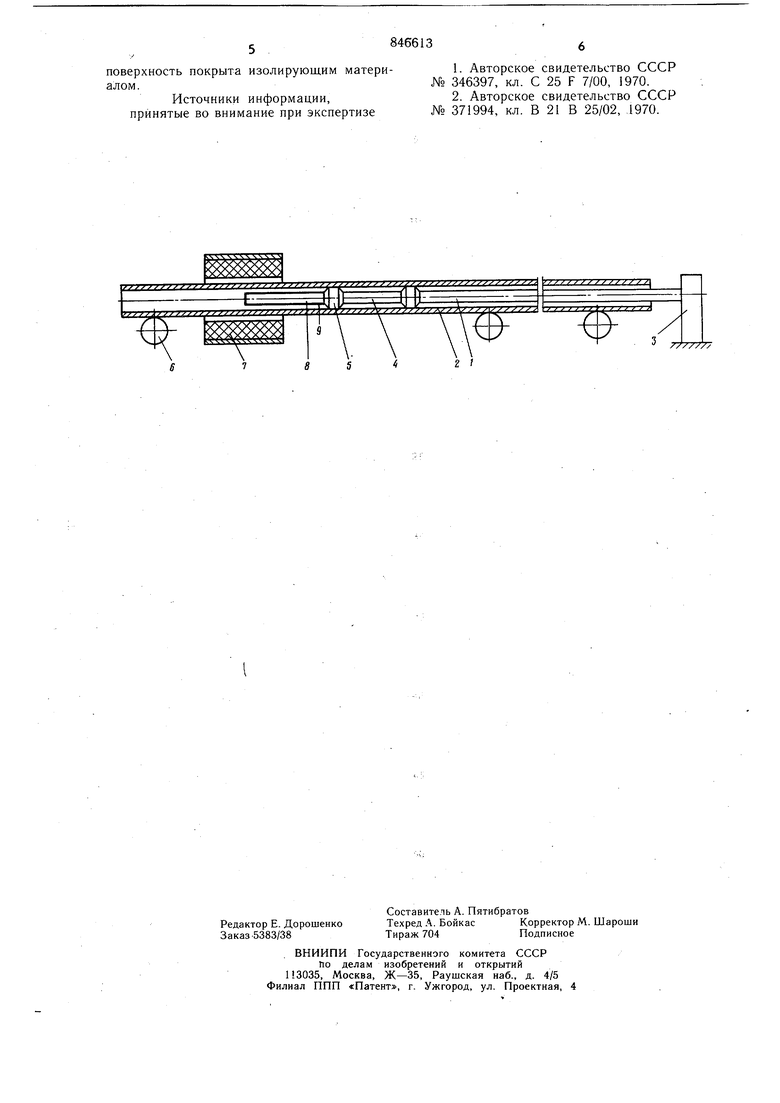
На чертеже изображено устройство для фиксации катодной штанги.
Катодная штанга 1, изготовленная из немагнитного материала (меди) и покрытая изолирующим материалом, размещена внутри обрабатываемой трубы 2 и закреплена одним концом в катодном коллекторе 3. На другом конце щтанги навинчена катодная головка 4 с центрирующими втулками-изоляторами 5.
Труба 2 в процессе обработки удерживается на оси установки с помощью опорных и транспортирующих роликов 6.
Электромагнитная катушка 7 с расположенным внутри нее по оси ферромагнитным сердечником 8 размешена на оси установки для электрохимической полировки перед катодной штангой 1, а ферромагнитный сердечник 8 соединен с катодной щтангой 1 и его поверхность покрыта слоем изолирующего материала 9.
Устройство работает следующим образом.
При пропускании электрического тока через обмотку электромагнитной катушки 7 происходит втягивание в нее ф.ерромагнитного сердечника 8, в результате чего обеспечивается натяжение соединенной с ним катодной щтанги 1, достигается ее прямолинейность и центрирование на оси установки для электрохимической полировки внутренней поверхности труб. При этом исключается контакт штанги 1 с внутренней поверхностью
трубы 2 и обеспечивается свободный подвод ко всей поверхности трубы 2.
Сила тяги катушки 7 выбирается в зависимости от веса катодной штанги 1. Слой изоляции 9 на поверхности ферромагнитного сердечника 8 необходим во избежание появления поджогов от возможного соприкосновения сердечника 8 с трубой 2.
Экспериментально установлено, что для обеспечения необходимого натяжения штанги требуется сравнительно небольшое усилие.
Так, для штанги бмм указанное усилие составляет 65 кг. Такое усилие достигается применением электромагнита типа КМП-6 с усилием 400 кг и ходом сердечника 100 мм. , Для натяжения штанги 0 6 мм требуется ход 25 мм.
Так как поперечное сечение сердечника в данном случае мало, то его втягивание в начальный момент может быть затруднено. Данный недостаток устраняется тем, что в устройстве предусмотрена возможность осевого перемещения катушки магнита (это необходимо для удобства надевания трубы на штангу).
При подводе катушки к сердечнику, закрепленному на штанге, обеспечивается его надежное втягивание, после чего можно осуществлять отвод магнита с втянутым сердечником на нужное расстояние. Отвод можно осуществлять известным способом, например, пневмоцилиндром. Для более крупных сердечников натяжение достигается без вспомогательных устройств.
Использование предлагаемого устройства позволяет устранить одну из основных причин возникновения недопустимых дефектов на трубах при электрополировке - поджогов на их внутренней поверхности, возникающих вследствие контакта оголенных участков катодной штанги с трубой. При этом также исключается возможность нанесения механических повреждений на трубы и улучшается качество электрополировки благодаря обеспечению свободного подвода электролита ко всей поверхности трубы.
Это позволяет снизить потери от брака, повысить качество труб ответственного назнач ния, позволяет получить сушественный 5 экономический эффект.
Устройство несложно в изготовлении, компактно, может быть применено на действующих установках, практически- без их переделки.
Формула изобретения
Устройство для фиксации катодной штанги преимущественно в установках для электрополирования труб из немагнитных сплавов, содержащее электромагнитную катушку с ферромагнитным сердечником, отличающееся тем, что, с целью повышения качества обработки, катушка размещена на оси с возможностью перемещения, а сердечник соединен с катодной штангой, причем его
поверхность покрыта изолирующим материалом.
Источники информации, принятые во внимание при экспертизе
