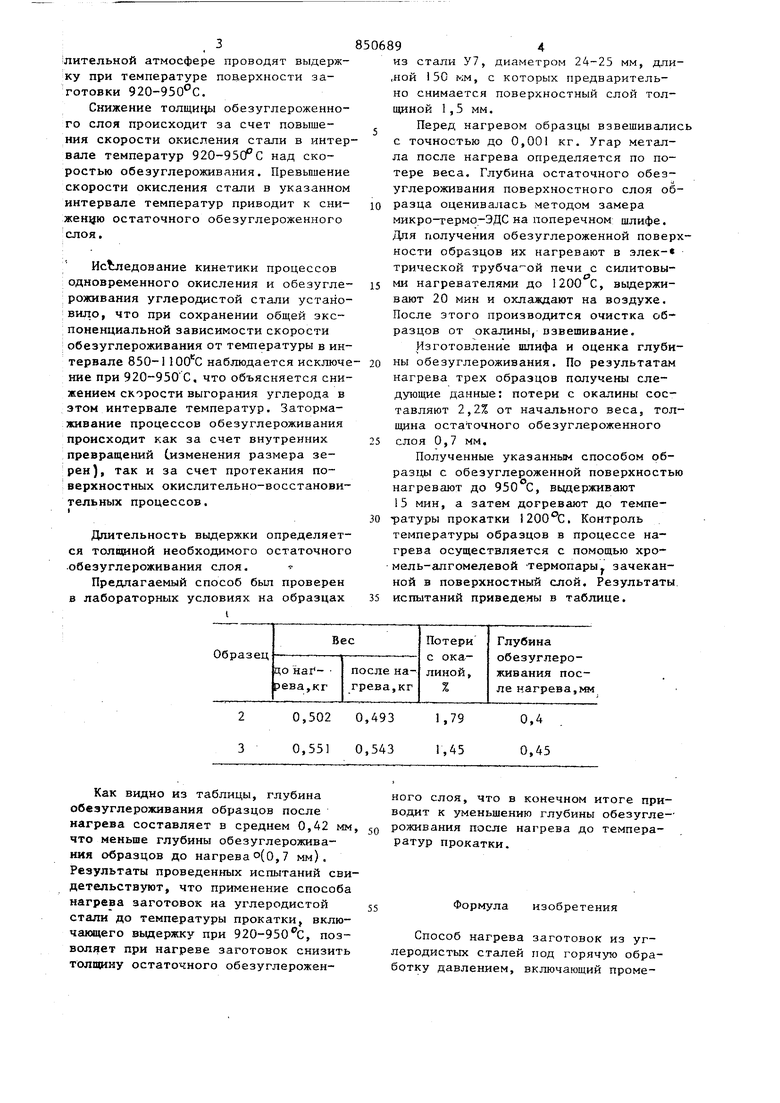
Изобретение относится к метагшургни, в частности к нагреву заготово из углеродистых сталей в пламенньо: печах под горячую обработку давлением. 11ри нагреве заготовок под горячую обработку давлением в печах с окислительной атмосферой наряду с процессом окисления происходит обезуглероживание поверхност шх слоев. Остаточный обазуглероженяый спой при водит к снижению механических свойст к дополнительной механической обработке изделий. В последние годы возросла потребность в средствах и способах нагрева, снижаюцих обезуглероживание, возниканщее нагреве. Известен способ нагрева, снижающи глубину обезуглероженного слоя за счет, его выгорения, например, в иони зированной атмосфере I Однако извести способ сложен для реализации ввиду того, что он требует дополнительного оборудования Наиболее близким по технической сущности к предлагаемому является способ нагрева под горячую обработку давлением в окислительной атмосфере с выдержкой 10-15 ч при 650-770°С. Этот способ позволяет снизить толщи- ну обезуглероженного слоя на 0,080, мм 2. Однако известный способ обладает недостаткаьвс. К их числу относится большая продолжительность нагрева, что объясняется низкими скоростями процесса окисления в этом интервале температур. Кроме того, из-за низких скоростей протекания процессов снижение толщины обезуглероженного слоя незначительно даже при длительном времени выдержки. Цель изобретения - снижение толщины остаточного обезуглероженного слоя. Указанная цель достигается тем, что при нагреве заготовок с обезуглероженным поверхностным слоем в окисДлительной атмосфере проводят выдержку при температуре поверхности заготовки 920-950°С. Снижение толщины обезуглероженного слоя происходит за счет повышения скорости окисления стали в интер вале температур 920-950 С над скоростью обезуглероживания. Превьпиение скорости окисления стали в указанном интервале температур приводит к сниженцю остаточного обезуглероженного слоя. Исследование кинетики процессов одновременного окисления и обезуглероживания углеродистой стали установило, что при сохранении общей экспоненциальной зависимости скорости ;обезуглероживания от температуры в интервале 850-1 наблюдается исключе ние при 920-950С, что объясняется снижением скорости выгорания углерода в этом интервале температур. Затормаживание процессов обезуглероживания происходит как за счет внутренних превращений Сизменения размера зерен, так и за счет протекания поверхностных окислительно-восстановительных процессов. Длительность выдержки определяется толщиной необходимого остаточного .обезуглероживания слоя. Предлагаемый способ был проверен в лабораторных условиях на образцах из стали У7, диаметром 24-25 мм, дли,ной 150 мм, с которых предварительно снимается поверхностный слой толщиной 1,5 мм. Перед нагревом образцы взвешивались с точностью до 0,001 кг. Угар металла после нагрева определяется по потере веса. Глубина остаточного обезуглероживания поверхностного слоя образца оценивалась методом замера микро-термо-ЭДС на поперечном: шлифе. Дпя получения обезуглероженной поверхности образцов их нагревают в элек-« трической трубча ой печи с силитовыМИ нагревателями до 1200 С, выдерживают 20 мин и охлаждают на воздухе. После этого производится очистка образцов от окалины, взвешивание. Изготовление шлифа и оценка глубины обезуглероживания. По результатам нагрева трех образцов получены следующие данные: потери с окалины составляют 2,2% от начального веса, толщина остаточного обезуглероженного слоя 0,7 мм. Полученные указанным способом образцы с обезуглероженной поверхностью нагревают до , выдерживают 15 мин, а затем догревают до темпе-ратуры прокатки 200°С. Контроль температуры образцов в процессе нагрева осуществляется с помощью хромель-ал гомелевой термопары зачеканной в поверхностный слой. Результаты испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМАЦИОННО-УПРОЧНЕННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ С ПОКРЫТИЕМ И ЛИСТЫ С ПРЕДВАРИТЕЛЬНО НАНЕСЕННЫМ ПОКРЫТИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ ЭТИХ ДЕТАЛЕЙ | 2013 |
|
RU2610995C2 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ ПРИ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКЕ | 2007 |
|
RU2354713C1 |
| Способ нагрева стальных заготовок под прокатку | 1977 |
|
SU734297A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Способ нагрева заготовок металла под горячую обработку давлением | 1989 |
|
SU1696508A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ (ВАРИАНТЫ) | 2011 |
|
RU2544970C2 |
| СПОСОБ НАПЫЛЕНИЯ АЛЮМИНИЕВОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ НА ЗАГОТОВКИ ДЛЯ НАГРЕВА ИХ ПОД ПРОКАТКУ И ЕГО ВАРИАНТЫ | 1994 |
|
RU2089652C1 |
| Способ нагрева стали | 1968 |
|
SU444818A1 |
| Электролит для обезуглероживанияСТАли | 1979 |
|
SU831816A1 |
Как видно из таблицы, глубина обезуглероживания образцов после нагрева составляет в среднем 0,42 мм что меньше глубины обезуглероживания образцов до нагрева с(0, 7 мм). Результаты проведенных испытаний свидетельствуют, что применение способа нагрева заготовок на углеродистой стали до температуры прокатки, включаиэдего выдержку при 920-950 с, позволяет при нагреве заготовок снизить толщину остаточного обезуглероженного слоя, что в конечном итоге приводит к уменьшению глубины обезуглероживания после нагрева до темпераратур прокатки.
Формула изобретения
Способ нагрева заготовок из углеродистых сталей под горячую обработку давлением, включающий проме5жуточную выдержк у, отличаю щ и и с я тем, что, с целью снижеНИН толщины остаточного обезуглероженного слоя, выдержку производят при 920-950 0. 8506894 -Источники информации, , принятые во виимаиие при экспертизе I. Авторское свцдетельство СССР 444818, кл. С 21 О 1/74, 1974. 2. Сталь, 1970, И 11, с. 1038.
