Изобретение относится к металлургии, а именно к области прокатного производства, и может быть использовано для получения биметаллических заготовок круглого сечения с сердечником из углеродистой стали.
Известен способ изготовления биметаллической проволоки с сердечником из углеродистой стали, при котором формируют составную заготовку путем надевания оболочки на холодную поверхность обезуглероженного сердечника, прокатывают составную заготовку на биметаллическую катанку с последующим волочением, при этом для обеспечения плотного сцепления сердечника с оболочкой из коррозионно-устойчивой стали оболочку из этой стали надевают на поверхность обезуглероженного сердечника с зазором по всей длине сердечника, торцы заваривают и полученную составную заготовку подвергают нагреву и горячей прокатке (авторское свидетельство СССР №330930. М. кл. В23Р 3/06, опубл. 07.03.72, бюл. №9).
Недостатком данного способа является отсутствие сплошного сварного соединения между оболочкой и сердечником, что может приводить в процессе эксплуатации биметаллической проволоки к отслоению металла оболочки от сердечника при изгибающих нагрузках. Кроме того, данный способ не обеспечивает равномерного распределения толщины металла оболочки вокруг сердечника. Возникающая при первых проходах прокатки неравномерность толщины плакирующего слоя сохраняется и при последующих операциях волочения, что приводит к существенной анизотропии свойств биметаллической проволоки при изгибающих нагрузках. Все это весьма ограничивает возможности применения биметаллической проволоки, полученной указанным способом, в промышленности.
Наиболее близким по техническому уровню и достигаемому результату является способ изготовления многослойных прутков, при котором производят установку сердечника в оболочку, нагрев и прокатку в горячем состоянии, для повышения качества готовых изделий за счет обеспечения возможности надежного сваривания компонентов по контактным поверхностям, равномерного распределения плакирующего слоя вокруг сердечника, повышения точности проката, а также снижения себестоимости, горячую прокатку первоначально осуществляют по системе «круг-круг» в многовалковых калибрах, затем по системе «овал-квадрат» в двухвалковых клетях, а окончательное деформирование также осуществляют путем прокатки по системе «круг-круг» в многовалковых калибрах (авторское свидетельство СССР №709308. М. кл. В23Р 3/06, В21С 23/24, опубл. 15.01.80, бюл. №2).
Данный способ имеет невысокий технический уровень, что обусловлено тем, что при первом проходе первоначальной прокатки по системе «круг-круг» в многовалковых калибрах происходит лишь локальная сварка между оболочкой и сердечником: для обеспечения сплошной качественной сварки металла оболочки с сердечником при прокатке по этой системе требуется не менее трех проходов, а это приводит к значительному усложнению технологического процесса прокатки и, как следствие этого, к удорожанию получаемой продукции. Кроме того, слишком большая толщина плакирующего слоя в готовом прутке (не менее 3-4 мм) при малых диаметрах получаемого прутка приводит к неоправданно большому расходу дорогостоящего металла на изготовление оболочки, а это, в свою очередь, также существенно удорожает получаемую продукцию.
В связи с этим важнейшей задачей является создание нового способа изготовления биметаллических прутков, обеспечивающего за время лишь одного технологического цикла первоначальной прокатки по системе «круг-круг» в многовалковых калибрах, получение качественного сварного соединения металла оболочки с сердечником, с пониженным расходом металла на изготовление оболочки, на базе нового технологического цикла с предварительным обезуглероживанием поверхностного слоя сердечника из углеродистой стали на определенную глубину до оптимального содержания углерода, с выбором оптимальной объемной доли оболочки из коррозионно-стойкой стали и выбором оптимальной температуры прокатки, с получением биметаллическим прутков с равномерным распределением наружного слоя вокруг стального сердечника без анизотропии механических свойств биметаллических прутков при изгибающих нагрузках.
Техническим результатом заявленного способа является создание новой технологии изготовления биметаллических прутков, обеспечивающей получение всего лишь за один проход операции первоначальной прокатки составной заготовки по системе «круг-круг» в многовалковых калибрах, качественного сварного соединения металла оболочки из коррозионно-стойкой аустенитной стали с сердечником из углеродистой стали по всей поверхности соприкосновения, с исключением при этом отслоения металла оболочки от сердечника при последующей прокатке по системе «овал-квадрат» в двухвалковых клетях и окончательно по системе «круг-круг» в многовалковых калибрах, что снижает трудоемкость процесса первоначальной прокатки на два прохода, кроме того, обеспечивается снижение расхода металла на изготовление оболочки с обеспечением при этом равномерности распределения металла оболочки по поверхности сердечника и отсутствия анизотропии прочностных свойств полученных биметаллических прутков при изгибающих нагрузках, на основе оптимального распределения углерода в поверхностном слое стального сердечника, выбора материала оболочки из коррозионно-стойкой аустенитной стали и ее объемной доли в исходной заготовке, выбора оптимальной температуры нагрева заготовки под прокатку, что в совокупности создает благоприятные условия для совместного пластического деформирования поверхностных слоев разнородных металлов, способствует получению качественного сварного соединения между оболочкой и сердечником.
Указанный технический результат достигается тем, что в предлагаемом способе изготовления биметаллических прутков, включающем установку сердечника из углеродистой стали в стальную оболочку, нагрев и прокатку составной заготовки в горячем состоянии первоначально по системе «круг-круг» в многовалковых калибрах, затем по системе «овал-квадрат» в двухвалковых клетях и окончательно по системе «круг-круг» в многовалковых калибрах, предварительно поверхность сердечника обезуглероживают на глубину 0,2-0,4 мм до содержания углерода не более 0,04%, диаметры оболочки из коррозионно-стойкой аустенитной стали выбирают из условия получения ее объемной доли в исходной составной заготовке перед прокаткой в пределах 20-30%, первоначальную прокатку по системе «круг-круг» в многовалковых калибрах осуществляют при температуре, составляющей 0,94-1,0 температуры Ас3 металла обезуглероженной поверхности сердечника, где Ас3 - температура фазового превращения феррита в аустенит.
Новый способ изготовления биметаллических прутков имеет существенные отличия по сравнению с прототипом, как по количеству необходимых технологических операций прокатки, так и по совокупности технологических приемов и режимов при его осуществлении. Так, предложено поверхность стального сердечника предварительно обезуглероживать на глубину 0,2-0,4 мм до содержания углерода не более 0,04%, что создает необходимые благоприятные условия для получения надежного сварного соединения между оболочкой и сердечником за один проход первоначальной прокатки по системе «круг-круг». При глубине обезуглероженного слоя менее 0,2 мм и содержании углерода в нем более 0,04% не происходит образование сплошного сварного соединения между оболочкой и сердечником, что при последующих операциях прокатки приводит к отслоению металла оболочки от сердечника и делает получаемые биметаллические прутки непригодными для практического применения. Толщина обезуглероженного слоя более 0,4 мм является избыточной, поскольку на качестве сварного соединения между оболочкой и сердечником это практически не отражается, но приводит к снижению прочностных свойств сердечника и к излишним энергетическим затратам на процесс его обезуглероживания.
Предложено оболочку выполнять из коррозионно-стойкой аустенитной стали и ее диаметры выбирать из условия получения ее объемной доли в исходной заготовке перед прокаткой в пределах 20-30%, что, благодаря высокой пластичности стали, обладающей аустенитной структурой, способствует получению качественного сварного соединения между оболочкой и обезуглероженным поверхностным слоем сердечника из углеродистой стали по всей поверхности контакта. Высокая коррозионная стойкость оболочки из аустенитной стали позволяет использовать получаемые по предлагаемому способу биметаллические прутки в условиях агрессивных кислотных, щелочных и других агрессивных окружающих сред. При объемной доле металла оболочки в исходной заготовке менее 20% возможно нарушение сплошности ее металла при последующей операции прокатки по системе «овал-квадрат», что приводит к невозможности дальнейшего практического использования получаемых биметаллических прутков. Объемная доля металла оболочки в исходной заготовке более 30% является избыточной, поскольку это приводит к чрезмерному расходу дорогостоящей коррозионно-стойкой аустенитной стали в расчете на одно изделие, неоправданно удорожает получаемую продукцию.
Предложено первоначальную прокатку по системе «круг-круг» в многовалковых калибрах осуществлять при температуре, составляющей 0,94-1,0 температуры Ас3 металла обезуглероженной поверхности сердечника, что обеспечивает необходимую высокую пластичность обезуглероженного поверхностного слоя стального сердечника, необходимую скорость диффузионных процессов в зоне контакта разнородных металлов. В этих условиях обезуглероженный поверхностный слой стального сердечника находится в нестабильном структурном состоянии (перегретый феррит), и, благодаря этому, инициируется начало фазового превращения α-фазы в γ-фазу и первоначальная прокатка по системе «круг-круг» осуществляется в сверхпластичном состоянии (состоянии повышенной пластичности) обезуглероженного поверхностного слоя стального сердечника, а это, в свою очередь, способствует получению надежного сплошного сварного соединения всего лишь за один проход прокатки по системе «круг-круг». Температура первоначальной прокатки ниже нижнего предлагаемого предела является недостаточной для образования надежного сварного соединения за один проход прокатки по системе «круг-круг». Температура первоначальной прокатки выше верхнего предлагаемого предела является избыточной, поскольку при этом резко снижается пластичность обезуглероженного поверхностного слоя стального сердечника из-за снижения диффузионной подвижности атомов в образующейся при этом кристаллической решетке аустенита, а это приводит к повышению величины критического обжатия, необходимого для надежной сварки разнородных металлов, за один проход прокатки по системе «круг-круг», сплошное сварное соединение не образуется, и поэтому требуются дополнительные проходы для получения качественной сварки оболочки с сердечником, а это значительно удорожает получаемую продукцию.
Предлагаемый способ изготовления биметаллических прутков осуществляется в следующей последовательности. Берут сердечник из углеродистой стали и подвергают обезуглероживанию его поверхности на глубину 0,2-0,4 мм до содержания углерода не более 0,04%, например путем выдержки его в окислительной атмосфере нагретой электропечи, очищают его поверхность от окислов и загрязнений. Оболочку из коррозионно-стойкой аустенитной стали очищают от окислов и загрязнений и надевают на стальной сердечник с обезуглероженной поверхностью. Внутренний диаметр оболочки соответствует диаметру сердечника, а ее наружный диаметр выбирают из условия получения объемной доли оболочки в исходной составной заготовке перед прокаткой в пределах 20-30%. Торцы собранной составной заготовки заваривают по контуру. Нагретую заготовку до температуры, составляющей 0,94-1,0 температуры Ас3 металла обезуглероженной поверхности сердечника, прокатывают первоначально в одной черновой клети с трехвалковыми калибрами по системе «круг-круг», при этом в процессе всестороннего равномерного обжатия составной заготовки всего лишь за один проход процесса прокатки происходит образование сплошного сварного соединения разнородных металлов по всей их контактной поверхности с равномерным распределением металла оболочки вокруг сердечника. Дальнейшее деформирование заготовки производят по той же технологии, что и в прототипе: сначала в двухвалковых калибрах по системе «овал-квадрат» и окончательно, после достижения у заготовки необходимой вытяжки, вновь производят прокатку ее в трехвалковых калибрах по системе «круг-круг» для обеспечения точности размеров.
В результате осуществления заявленного способа обеспечивается получение всего лишь за один проход операции первоначальной прокатки составной заготовки по системе «круг-круг» в многовалковых калибрах качественного сварного соединения металла оболочки из коррозионно-стойкой аустенитной стали с сердечником из углеродистой стали по всей поверхности соприкосновения, с исключением при этом отслоения металла оболочки от сердечника при последующей прокатке по системе «овал-квадрат» в двухвалковых клетях и окончательно по системе «круг-круг» в многовалковых калибрах, что снижает трудоемкость процесса первоначальной прокатки, в сравнении с прототипом, на два прохода, кроме того, обеспечивается снижение расхода металла на изготовление оболочки с обеспечением при этом равномерности распределения металла оболочки по поверхности сердечника и отсутствия анизотропии прочностных свойств полученных биметаллических прутков при изгибающих нагрузках.
Пример изготовления 1 (см. таблицу, пример 1)
Сердечник изготавливают из углеродистой стали 45, его диаметр DС=44,7 мм, длина - 800 мм. Обезуглероживание поверхности сердечника производят на глубину δ=0,2 мм, до содержания углерода С=0,02%. Оболочку выполняют из коррозионно-стойкой аустенитной стали 12Х18Н10Т. Наружный диаметр оболочки DН=50 мм, внутренний - DВ=44,7 мм, что соответствует диаметру сердечника, длина оболочки равна 800 мм, толщина ее стенки Тоб.=2,65 мм. Очищают сердечник и оболочку от окислов и загрязнений, после чего надевают оболочку на стальной сердечник. При выбранных размерах оболочки и сердечника ее объемная доля в полученной таким образом составной заготовке составляет α=20%. Торцы составной заготовки заваривают по контуру, например, электросваркой плавящимся электродом. После этого всю составную заготовку нагревают под прокатку, например в электропечи, до температуры 910°С, что составляет 1,0 температуры Ас3 металла обезуглероженной поверхности сердечника, и прокатывают первоначально в одной черновой клети с трехвалковыми калибрами по системе «круг-круг». Количество проходов, необходимых для обеспечения надежной сварки оболочки с сердечником, n=1. Дальнейшее деформирование составной заготовки производят так же, как по прототипу: сначала по системе «овал-квадрат» с количеством проходов n1=6, а окончательное формирование биметаллического прутка вновь производят в трехвалковых калибрах по системе «круг-круг» с количеством проходов n2=3.
В результате получают биметаллический пруток диаметром 14 мм, длиной 10200 мм, с плакирующим слоем, образованным из сдеформированной оболочки из коррозионно-стойкой аустенитной стали 12Х18Н10Т толщиной Тпл.=0,75 мм, с объемной долей материала плакирующего слоя αпл.=20%, что на 50% меньше, чем у изделия, полученного по прототипу, с сердечником из стали 45, со сплошным сварным соединением металла оболочки (плакирующего слоя) и сердечника, с равномерным распределением металла плакирующего слоя относительно сердечника, с отсутствием анизотропии прочностных свойств биметаллического прутка при изгибающих нагрузках, при этом обеспечивается снижение трудоемкости изготовления биметаллических прутков за счет сокращения количества необходимых проходов при операциях первоначальной прокатки составной заготовки по системе «круг-круг» до одного прохода (n=1).
Пример изготовления 2 (см. таблицу, пример 2)
То же, что в примере 1, но внесены следующие изменения. Диаметр сердечника DС=43 мм. Обезуглероживание поверхности сердечника производят на глубину δ=0,3 мм, до содержания углерода С=0,03%. Внутренний диаметр оболочки DВ=43 мм, что соответствует диаметру сердечника Tоб.=3,5 мм. При выбранных размерах оболочки и сердечника ее объемная доля в составной заготовке составляет α=26%. Составную заготовку нагревают под прокатку до температуры 885°С, что составляет 0,97 температуры Ас3 металла обезуглероженной поверхности сердечника.
Результат получения биметаллического прутка такой же, как в примере 1, но толщина плакирующего слоя, образованного из сдеформированной оболочки, Tпл.=1 мм, объемная доля материала плакирующего слоя αпл.=26%, что на 45% меньше, чем у изделия, полученного по прототипу.
Пример изготовления 3 (см. таблицу, пример 3).
То же, что в примере 1, но внесены следующие изменения. Диаметр сердечника DС=41,8 мм. Обезуглероживание поверхности сердечника производят на глубину δ=0,3 мм, до содержания углерода С=0,04%. Внутренний диаметр оболочки DВ=41,8 мм, что соответствует диаметру сердечника, Тоб.=4,1 мм. При выбранных размерах оболочки и сердечника ее объемная доля в составной заготовке составляет α=30%. Составную заготовку нагревают под прокатку до температуры 855°С, что составляет 0,94 температуры Ас3 металла обезуглероженной поверхности сердечника.
Результат получения биметаллического прутка такой же, как в примере 1, но толщина плакирующего слоя, образованного из сдеформированной оболочки, Tпл.=1,1-1,2 мм, объемная доля материала плакирующего слоя αпл.=30%, что на 40% меньше, чем у изделия, полученного по прототипу.
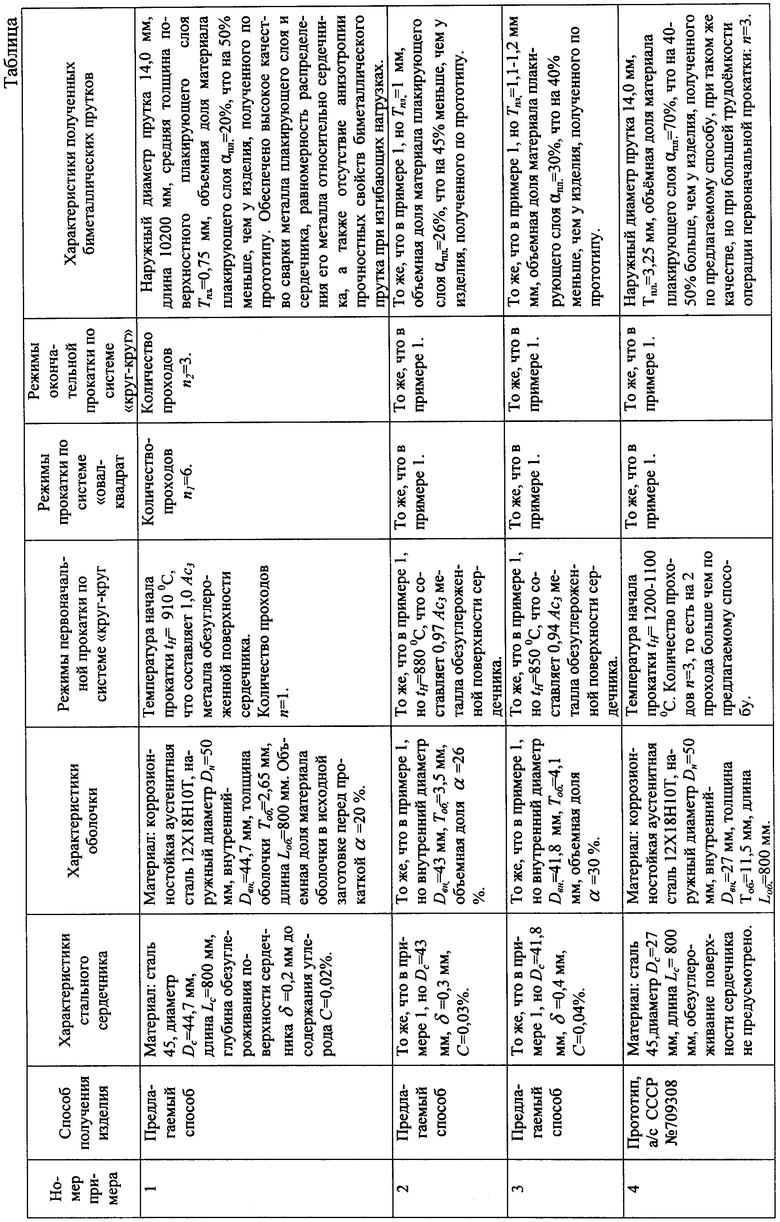
При получении биметаллических прутков по прототипу (см. таблицу, пример 4) для получения изделий такого же качества и размеров, как по предлагаемому способу, требуется не менее трех проходов на стадии первоначальной прокатки составной заготовки в многовалковых калибрах по системе «круг-круг», что требует дополнительного количества черновых клетей и весьма существенно удорожает получаемую продукцию, кроме того, расход металла на изготовление оболочки вокруг стального сердечника (плакирующего слоя) на 40-50% больше, чем при изготовлении биметаллических прутков по предлагаемому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических прутков | 1977 |
|
SU710720A1 |
| Способ изготовления многослойных прутков | 1977 |
|
SU709308A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ С СЕРДЕЧНИКОМ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1972 |
|
SU330930A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ СЕРЫ | 2013 |
|
RU2547361C2 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК 10ГН2МФА И 08Х18Н10Т ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ, МЕХАНИЧЕСКИ ОБРАБОТАННЫХ, БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2567420C2 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279×36 (351×36) И ВН.346×40 (426×40) мм ДЛЯ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ ИЗ СТАЛИ МАРОК 10ГН2МФА И 08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ТОЛЩИНОЙ 7 мм | 2013 |
|
RU2542129C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2005 |
|
RU2299103C1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТКОЙ СТАЛЬНОГО СЛОИСТОГО МАТЕРИАЛА | 2003 |
|
RU2234385C1 |
Изобретение предназначено для снижения трудоемкости процесса прокатки, уменьшения расхода металла на изготовление оболочки при производстве биметаллических заготовок круглого сечения с сердечником из углеродистой стали. Способ включает установку сердечника из углеродистой стали в стальную оболочку, нагрев и прокатку составной заготовки в горячем состоянии первоначально по системе «круг-круг» в многовалковых калибрах, затем по системе «овал-квадрат» в двухвалковых клетях и окончательно по системе «круг-круг» в многовалковых калибрах. Получение за один проход первоначальной прокатки качественного сварного соединения металла оболочки с сердечником, с равномерным распределением металла оболочки по поверхности сердечника и исключением анизотропии прочностных свойств в полученных биметаллических прутках при изгибающих нагрузках, обеспечивается за счет того, что предварительно поверхность сердечника обезуглероживают на глубину 0,2-0,4 мм до содержания углерода не более 0,04%, диаметры оболочки из коррозионно-стойкой аустенитной стали выбирают из условия получения ее объемной доли в исходной составной заготовке перед прокаткой в пределах 20-30%, первоначальную прокатку по системе «круг-круг» в многовалковых калибрах осуществляют при температуре, составляющей 0,94-1,0 температуры Ас3 металла обезуглероженной поверхности сердечника. 1 табл., 3 пр.
Способ изготовления биметаллических прутков, включающий установку сердечника из углеродистой стали в стальную оболочку, нагрев и прокатку составной заготовки в горячем состоянии первоначально по системе «круг-круг» в многовалковых калибрах, затем по системе «овал-квадрат» в двухвалковых клетях и окончательно по системе «круг-круг» в многовалковых калибрах, отличающийся тем, что предварительно поверхность сердечника обезуглероживают на глубину 0,2-0,4 мм до содержания углерода не более 0,04%, оболочку выполняют из коррозионно-стойкой аустенитной стали диаметром, устанавливаемым из условия получения ее объемной доли в исходной составной заготовке перед прокаткой в пределах 20-30%, а первоначальную прокатку по системе «круг-круг» в многовалковых калибрах осуществляют при температуре, составляющей 0,94-1,0 температуры Ас3 металла обезуглероженной поверхности сердечника, где Ас3 - температура фазового превращения феррита в аустенит.
| Способ изготовления многослойных прутков | 1977 |
|
SU709308A1 |
| Способ изготовления биметаллической проволоки | 1991 |
|
SU1796383A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1972 |
|
SU421467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ С СЕРДЕЧНИКОМ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 0 |
|
SU330930A1 |
| JP 58154477 А, 13.09.1983 | |||
| АВТОМАТИЧЕСКАЯ ПРИСТАВКА К ИСПЫТАТЕЛЮ ПЛАСТОВ НА ТРУБАХ | 1991 |
|
RU2046939C1 |

