1
H3o6J3eTeHHe относится к техноло гни изготовления электрических машин и может быть использовано в электротехнической промьиоленностн.
Известен способ контроля правильности укладки обмоток электрических машин, по которому в процессе производства обмотку делят на две аналогичные составляющие обмотки, расположенные в одних и тех же пазах. Обе составляющие обмотки наматывают поочередно по одной и той же схеме, но с половинным, по. сравнению с заданной обмоткой, числом проводников в пазах. После намотки каждой составляющей обмотки их соединяют последовательно и получают заданную обмотку, в которой числа проводников пазах равны сумме чисел провод 4иков в одноименных пазах составляющих обмоток и с6отвегх:твуют задан ному закону распределения проводников по пазам. ,
Уклгщка обмотки этим способом, дает точное распределение чисел проводников по пазам магнитопровода, позволяет контролировать точность нанесения обмоток tU.
Однако известный способ не обеспечивает заданного распределения
проводников в лобовых частях со стороны выводов обмоток, что ухудшает качество изготавливаемых электрических машин..
Целью изобретения является поваяение качества изготавливаемых электри-, ческих машин за счет равномерного распределения проводников в лобовых частях.
10
Поставленная цель достигается тем, что проводники секций второй асти обмотки укладывают в пазы в противоположном направлении проводникам первой части обмотки, уложен15ным в зтих пазах, а конец второй части обмотки соединяют с концом первой части обмотки.
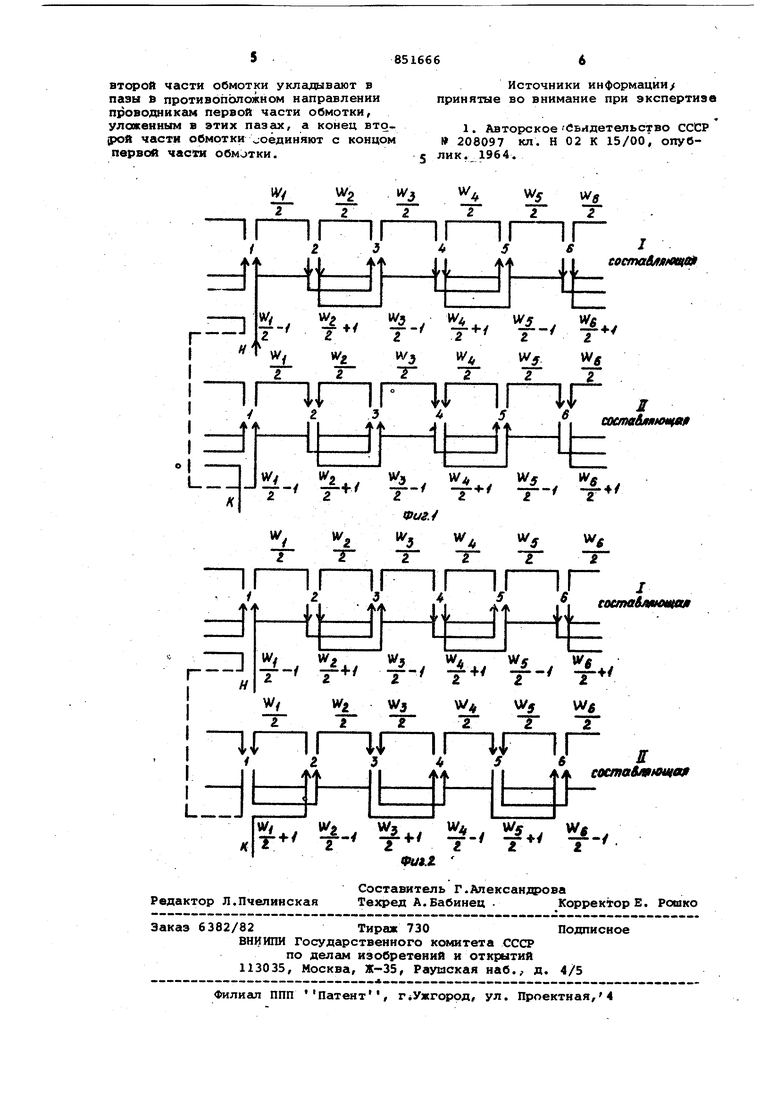
На фиг. 1 показана обмотка, выполненная известным способом укладки
20 обмотки в пазы магнитопроводов электрических машин: на фиг. 2 - показана обмотка, выполненная предлагаексм способом.
Известным способом составляющие
25 1 и 2 обмотки с чис.Г1ами витков в секциях, ,.. ., наматывгиот в пазы 1-6 магнитопровода. Стрелками показаны направления намотки каждой составляющей обмотки. После
30 соединения обмоток число витков в пазах равны W , VI , . , , , Wg, . В лоОовых частях со стороны выводов числа проводников для тех же секций соответственно равны W - 2, Wj +2, ...., W +2.
Погроаность распределения провод НИКОВ в лобовых частях равна 2, а при намотке обмотки в N параллельных проводов она увеличивается в N раз .
Предлагаемый способ укладки обмотки выполняют следующим образом.
Заданную обмоткуiсостоящую из секций, охватывающих один или- несколько зубцов магнитопровода, разделяют на две части, имеющие аналогичные схемы намотки, чтобы их сумма была равна числам витков тех же секций заданной обмотки.
Разделение заданной обмотки на части может быть выполнено в произвольном соотношении между числами витков частей обмоток. Но обычно заданную обмотку разделяют на две части с числами витков в секциях, равными (с точностью до одного витка) половине витков заданной обмотки.
Первую часть обмотки укладывают в пазы магнитопровода согласно схее заданной обмотки, но с меньшилот, по сравнению с ней, числами витков в секциях.
Затем укладывают вторую часть обмотки с числами витков в секциях, дополняющими секции первой части до заданной обмотки.Однако вторую часть обмотки укладывают в противоположном направлении по отношению «к направлению укладки первой части обмотки. Это значит, что те секции первой части обмотки, которые наматываются вокруг некоторого зубца или зубцов магнитопровода по часовой стрелке, во второй составляющей обмотки наматывают против часовой стрелки.
После поочередной намотки первой и второй составляющих обмоток их соединяют по.следовательно так, чтобы витки обеих составляющих сложились, образовав заданную обмотку, при этом конец второй части обмотки соединяют с концом первой части обмотки.
Допустим требуется намотать обмотку, состоящую из 6 секций, каждая из которых охватывает один зубец магнитопровода. Числа витков в секциях, лежащих в пазах 1 и 2, 2 и 3,.. .. , г и t+1 ,,.., б и 1 равны соответственно W , W 2 , .. ., W- , .., W g .
Первую часть обмотки начинают Мотать с первой секции -по часовой стрелке, вторую секцию против часовой стрелки и т.д. до шестой секции. Числа витков секций выбраны равными половине от числа витков секций заданной обмотки. Как видно из схеы первой части обмотки, при числе
витков в секциях, равных- , в лобовых частях с одной, стороны имеется
ffi
то же число проводников
а с
другой, со стороны выводов, в первой секции на один проводник меньше, т.ё - 1, во второй - на один больше т.е.+ 1 и далее аналогично. Значения чисел проводников в лобовых частях на схемах указаны со стороны лобовых частей обмоток. Такая погрешность распределения проводников в лобовой части вызвана наличием перехода от секции с одаой полярностью намотки к секции с противоположной полярностью намотки.
Вторую часть обмотки при тех же числах проводников в одноименных секциях наматывают в противоположно по отношению к первой направлении. Первую секцию ее мотают против часовой стрелки, вторую - по часовой стрелке и т.д. до 6-ой секции. После, намотки второй части обмотки число проводников ее лоббвой части со
эроны выводов для первой секции CTUE зно А , второй секции - и равно т.д.
Изменение направления намотки второй части по отношению к первой смещает по положению неточности распределения проводников в лобовых частях обеих частей обмоток.
После последовательного соединения между собой первой и второй частей обмоток на сложение витков (показано пунктирной линией) общая обмотка с началом Н и концом К имеет в секциях заданные числа витков W , W 2 , . . . , Wg .При зтом в лобовых частях заданной обмотки с обеих сторон число проводников с абсолютной точностью равно числу витков в секции.
Предлагаемый способ намотки устраняет погрешности распределения проводников лобовых частей обмотки, которая при существующих способах намотки неизбежно возникает при изменении полярности секций обмотки. В результате этого повышаются точностные параметры информационных микромашин.
Формула изобретения
Способ укладки обмотки в пазы магнитопровода электрической машины, включающий разделение обмотки на две части, последовательную укладку секций частей обмотки в пазы магнитопровода и их соединение, отличающийся тем , что, с целью повышения качества изготавливаемых электрических машин за счет равномерного распределения проводников в лобовых частях, проводники секций
второй части обмотки укладывают в пазы и противоположном направлении проводникгик первой части обмотки, улаженным в этих пазах, а конец вто|рой части обмотки ч;оёдиняют с концом первой част обмотки.
Источники ииформации принятые во внимание при экспертизе
1. Авторское йБИдетельство СССР О 208097 кл. Н 02 К 15/00, опублик.1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многополюсный вращающийся трансформатор | 1987 |
|
SU1511820A1 |
| Вращающийся трансформатор | 1978 |
|
SU758412A1 |
| Двухотсчетный вращающийся трансформатор | 1984 |
|
SU1265932A1 |
| Способ изготовления обмотки электрической машины малой мощности | 1990 |
|
SU1812596A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Способ укладки многофазной обмотки в пазы магнитопровода электрической машины | 1983 |
|
SU1089719A1 |
| Способ укладки обмоток в пазы магнитопроводов электрических машин и шаблон для его осуществления | 1987 |
|
SU1672544A1 |
| Двухканальный вращающийся трансформатор | 1987 |
|
SU1432674A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯ ИЛИ ГЕНЕРАТОРА | 1992 |
|
RU2120174C1 |
| СПОСОБ НАМОТКИ ЯКОРЕЙ КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН (ВАРИАНТЫ) | 1997 |
|
RU2126584C1 |
