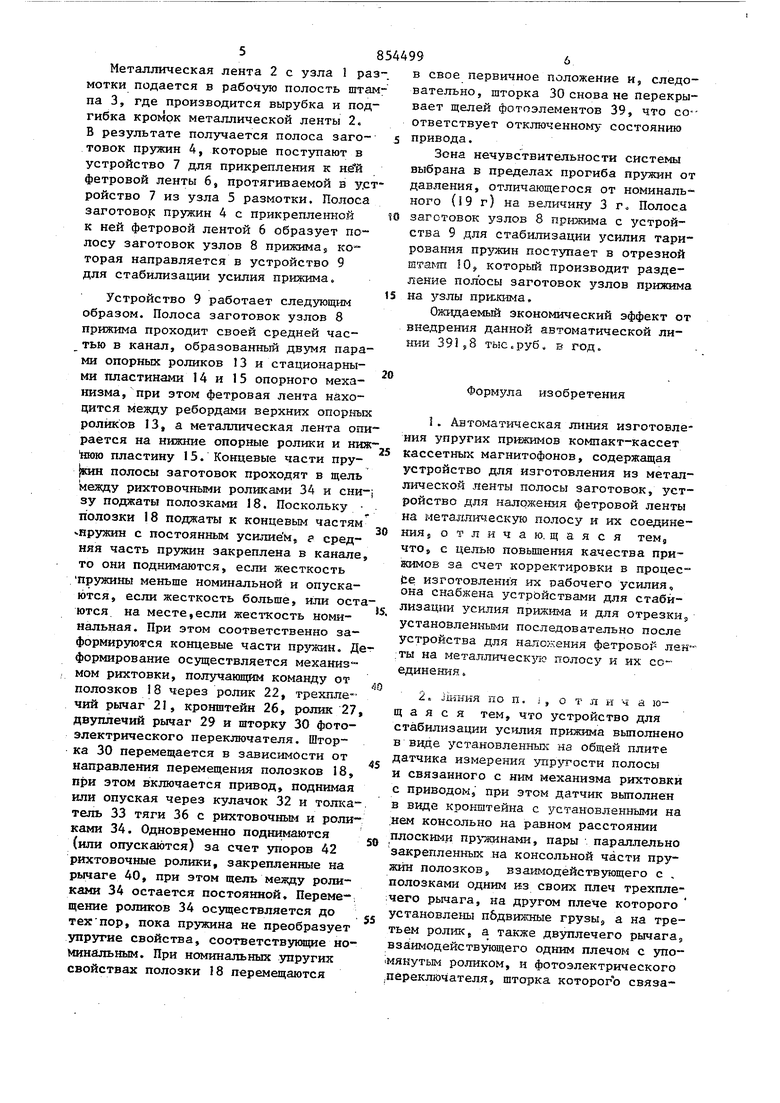
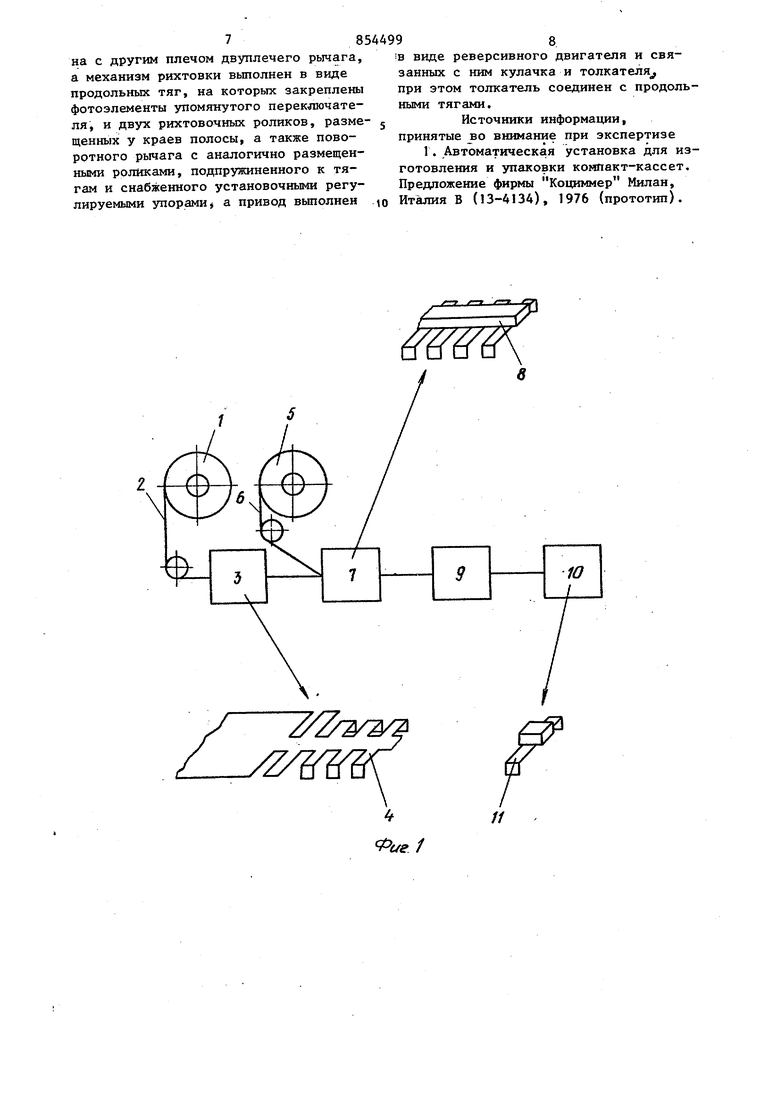
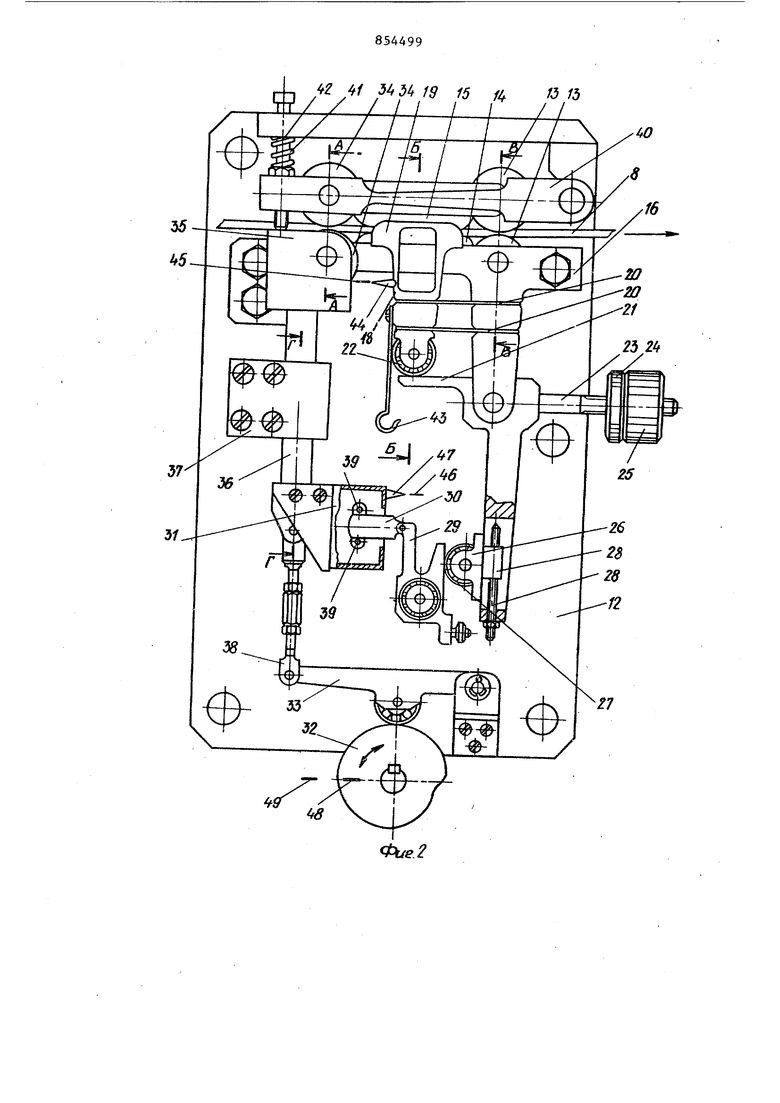
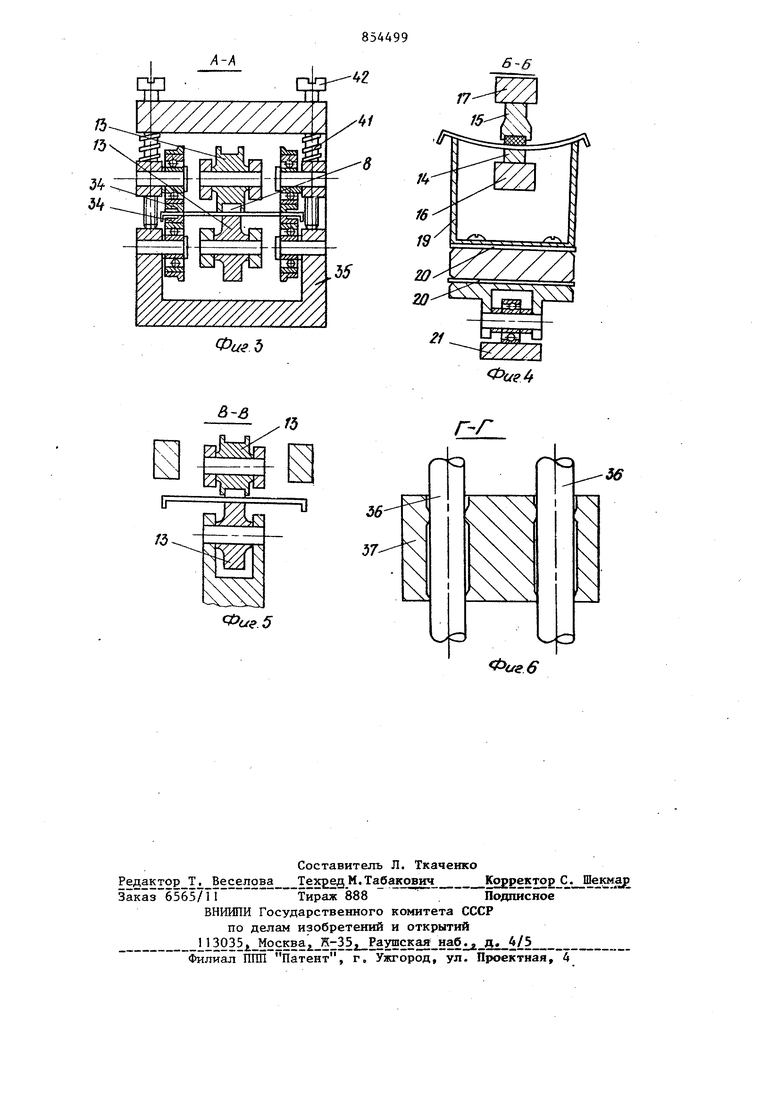
(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ УПРУГИХ ПРИЖИМОВ КОМПАКТ-КАССЕТ КАССЕТНЫХ МАГНИТОФОНОВ Изобретение относится к радиопромышленности, в частности к изготовлению штампованных прижимов компакт-кассет, используемых для поджатия магнитной ленты к магнитной голов ке в современных портативных магнитофонах. На отечественных предприятиях все операции по изготовлению этих прижимов вьшолняются зручную, Известна автоматическая линия изготовления упругих прижимов компакткассет кассетных магнитофонов, содержащая устройство для изготовления из металлической ленты полосы заготовок и устройство для наложения фетровой ленты на металлическую nofiocy и их соединения Г11. Однако полученный узел прижима имеет большой разброс по упругим свойствам. Это обуславливается неравномерностью толщины металлической лен ты по длине, неоднородностью сплава материала металлической ленты, а также образованием заусениц при изготовлении -ПОЛОСЫ заготовок прижимов из металлической ленты, связанное с затуплением вырубного инструмента штампа. В результате некоторые узлы прижима прижимают магнитную ленту к головке магнитофона с усилием больше допустимого, а некоторые с усилием меньше допустимого, что резко снижает качество работы магнитофонов. Цель изобретения - повышение качества прижимов за счет корректировки в процессе изготовления их рабочего усилия. Для достижения цели автоматическая линия изготовления упругих прижимов компакт-кассет кассетных магнитофонов, содержащая устройство для изготовления из металлической ленты полосы заготовок и устройство для наложения фетровой ленты на металлическую полосу и их соединения, снабжена устройствами для стабилизации усилия прижима и отрезки, установленными последо38вательно после устройства для наложения фетровой ленты на металлическую полосу и их соединения. Устройство для стабилизации усилия прижима выполнено в виде установленных на общей плите датчика измерения упру гости полосы заготовок и связанного с ним механизма рихтовки с приводом, при этом датчик выполнен в виде кронштейна с установленными на нем консольно и на равном расстоянии плоскими пружинами, пара параллельно закрепленных на консольной части пружин полозков, взаимодействующего с полозками одним из плеч трехплечего рычага, на другом плече которого установлены подвижные грузы, а на третьем ро лик, а также двуплечего рычага, взаимодействующего одним плечом с упомянутым роликом, и фотоэлектрического переключателя, шторка которого связана с другим плечом двуплечего рычага, а механизмрихтовки вьшолнен в виде продольных тяг, на которых закреплены фотоэлементы упомянутого переключателя, и двух рихтовочных роликов, размещенных у краев полосы, а также пово ротного рычага с аналогично размещенными роликами, подпружиненного к тяга и снаблсенного установочными регулвруемыми упорами, а привод выполнен в ви де реверсивного двигателя и связанных с ним кулачка с толкателем, при этом толкатель соединен с продольн$ 1ми тягами. На фиг. 1 изображена схема автомат ческой линии изготовления узлов прижи ма компакт-кассет; на фиг. 2 - устрой ство для стабилизации усилия прижима на фиг. 3 - сечение А-А на фиг, 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фкг. 5 - сечение В-В на фиг. 2; на фиг. 6 - сечение Г-Г на фиг. 2. Автоматическая линия изготовления прижимов компакт-кассет содержит узел 1 размотки метал1шческой ленты комбинированный штамп 3 для вьфубки и гибки иэ полосы заготовок пружин 4 узел 5 размотки фетровой ленты 6 с на несенным на нее термоклеем, устройство 7 для прикрепления ленты 6 с нанесенным на нее термоклеем, устройство 7 для прикрепления ленты фетра к полосе заготовок пружины и получения таким образом полосы заготовок узлов прижима, устройство 9 для стс(,билизадии усилия прижима узлов 8 прижима, отрезной штамп 10 для разделения по9лосы заготовок на узлы 11 прижима. Устройство для стабилизации усилия прижима узлов прижима собрано на панели 12, на которой размещены датчик измерения упругости полосы заготовок, механизм рихтовки с приводом и опорный механизм, Опорный механизм содержит две пары опорньпс роликов 13 с пластинами 14 и 15, которые укреплены на кронштейнах 16 и 17, а сами кронштейны закреплены на панели 12, Датчик измерения упругости состоит из двух параллельных полозков 18, которые по- средством двух плоских пружин 19 и бруска 20 укреплены на кронштейне 16, в вилке которого шарнирно закреплен трехплечий рычаг 21. На одно плечо рычага опирается опорный ролик 22, второе плечо представляет собой штангу 23 с подвижными грузами 24 и 25. На третьем плече укреплен кронштейн 26 С роликом 27. Для регулирования paiccw)яния между осями рычага 2 и ролика 27 предусмотрена винтовая пара 28. Ролик 27 опирается на вертикальное плечо двуплечего .рычага 29, на горизон- : тальком плече которого закреплена шторка 30 фотоэлектрического переключателя 31, Привод устройства имеет кулачок 32, соединенный с реверсивньм двигателем (не показан) и с толкателем 33. В механизм рихтовки входят два рихтовочных ролика 34, которые закреплены в вилке 35 продольных тяг 36, втулочная направляющая 37, регулируемый талреп 38 и фотоэлементы 39 фотоэлектрического переключателя 3 1 , установленные на тягах 36. Два верхних рихтовочных ролика 34 укреппены на поворотном рычаге 40, который посредством пружин 41 поджимает верхние рихтовочные ролики 34 к нижним. Регулировка зазора для прохода концевых частей пружин полосы заготовок узлов прижима осуществляеася регулируемыми упорами 42. Для Застройки устройство для стабилизации усилия пружин предусмотрены крюк 43 для контрольного груза и стрелка 44, которые закреплены на полозках 18, стрелка 45 на фотоэлектрическом переключателе 31, настроечные метки 46, 47.и 49 на панели 12 и метка 48 на кулачке 32. Относительное положение меток и стрелок определено при настройке с заправкой контрольной ленты. Автоматическая линия изготовления узлов прижима компакт-кассет работает следующим образом (фиг. 1), Металлическая лента 2 с узла 1 ра мотки подается в рабочую полость штам па 3, где производится вырубка и под гибка KpONfOK металлической ленты 2. В результате получается полоса заготовок пружин 4, которые поступают в устройство 7 для прикрепления к ней фетровой ленты 6, протягиваемой в у.с ройство 7 из узла 5 размотки. Полоса aaroTOBoic пружин 4 с прикрепленной к ней фетровой лентой 6 образует по лосу заготовок узлов 8 прижима$ которая направляется в устройство 9 для стабилизации усилия прижима. Устройство 9 работает следующим образом. Полоса заготовок узлов 8 прижима проходит своей средней частью в канал, образованный двумя пара ми опорных роликов 13 и стационарными пластинами 14 и 15 опорного механизма, при этом фетровая лента находится между ребордами верхних опорны роликов 13, а металлическая лента опи рается на нижние опорные ролики и ниж , . . нюю пластину 15. Концевые части пруJSMH полосы заготовок проходят в щель между рихтовочными роликами 34 и сни ЗУ поджаты полозками 18. Поскольку полозки 18 поджаты к концевым частям нружин с постоянньм усилием, г средняя часть пружин закреплена в канале то они поднимаются, если жесткость Пружины меньше номинальной и опускаются, если жесткость больше, иЛи ост ются, на месте,если жесткость номинальная. При этом соответственно за- формируются концевые части пружин. Д формирование осуществляется механизмом рихтовки, полз чающим команду от полозков 18 через ролик 22, трехплечий рычаг 21, кронштейн 26, ролик 27 двуплечий рычаг 29 и шторку 30 фотоэлектрического переключателя. Шторка 30 перемещается в зависимости от направления перемещения полозков 18, при этом включается привод, поднимая или опуская через кулачок 32 и толка™ тель 33 тяги 36 с рихтовочным и роликами 34. Одновременно поднимаются (или опускаются) за счет упоров 42 рихтовочные ролики, закрепленные на рычаге 40, при этом щель между роликами 34 остается постоянной, Переме- щение роликов 34 осуществляется до техпор, пока пружина не преобразует упругие свойства, соответствуняцие номинальным. При номинальных з ругизс свойствах полозки 18 перемещаются В свое первичное положение и, следовательно, шторка 30 снова не перекрывает щелей фотоэлементов 39, что со-ответствует отключенному состоянию привода. Зона нечувствительности системы выбрана в пределах прогиба пружин от давления, отличающегося от номинального (i9 г) на величину 3 г. Полоса заготовок узлов 8 пргокима с устройства 9 для стабилизации усилия тари рования пружин поступает в отрезной штакш 10, который производит разделение полосы заготовок узлов прижима на узлы при:кима. Ожидаемый экономический эффект от внедрения данной автоматической линии 391,8 тыс.руб, в год. Формула изобретения I. Автоматическая линия изготовления упругих прижимов компакт-кассет , кассетных магнитофонов, содержащая устройство для изготовления из металлической ленты полосы заготовок, устройство для наложения фетровой ленты на металлическую полосу и их соединения отличаю, щаяся тем, что, с целью повышения качества прижимов за счет корректировки в процесte изготовления их рабочего усилия, она снабжена устрьйствами для стабилизации усилия прижима и для отрезкиэ установленными последовательно после устройства для налоненкя фетровой лен- ты на металлггческзгю полосу и их соединения . 2, JiaiHHH по п, i , о т л и ч а ющаяся тем, что устройство для стабилизации усилия прижима выполнено в вцце установленны с на общей плите атчика измерения упругости полосы связанного с ним механизма рихтовки с приводом, при этом датчик выполнен виде кронштейна с установленными на ем консольно на равном расстоянии лоскими пр -жинами, пары параллельно закрепленных на консольной части прзин полозков, взаимодействующего с , олозками одним из своих плеч трехплеего рычага, на другом плече которого становле1ш пбдвижные грузы а на треьем ролик, а также двзшлечего рычага, зйимодействующего одним плечом с jmoякутым роликом, и фотоэлектрического ереключателя, шторка ксторогЪ связа785на с другим плечом двуплечего рычага, а механизм рихтовки вьшолнен в виде продольных тяг, на которых закреплены фотоэлементы упомянутого переключателя, и двух рихтовочньк роликов, размещенных у краев полосы, а также поворотного рычага с аналогично размещенными роликами, подпружиненного к тягам и снабженного установочными регулируемыми упорамиJ а привод вьтолнен 9 в виде реверсивного двигателя и связанных с ним кулачка и толкателя при этом толкатель соединен с продольными тягами. Источники информации, принятые о внимание при экспертизе 1 . Автоматическая установка для изготовления и упаковки компакт-кассет. Предложение фирмы Коциммер Милан, Италия В (13-4134), 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления упругих прижимных узлов компакт-кассет | 1986 |
|
SU1400705A1 |
| Устройство для стабилизации усилия прижима полосы заготовок автоматической линии изготовления упругих прижимов компакт-кассет кассетных магнитофонов | 1988 |
|
SU1549632A1 |
| Кассетный магнитофон | 1985 |
|
SU1297111A1 |
| Касеета Ярославцева Г.З. | 1985 |
|
SU1262569A1 |
| ЛЕНТОПРОТЯЖНЫЙ МЕХАНИЗМ КАССЕТНОГО МАГНИТОФОНА | 1992 |
|
RU2054202C1 |
| Устройство для установки и выброса кассеты в магнитофоне | 1982 |
|
SU1062777A1 |
| Лентопротяжный механизм кассетного магнитофона | 1983 |
|
SU1338788A3 |
| Кассета | 1976 |
|
SU803003A1 |
| Кассетный магнитофон | 1985 |
|
SU1277196A1 |
| Лентопротяжный механизм кассетного магнитофона | 1986 |
|
SU1628087A1 |
г 1 J454 1Q 15 / 15
X / / / / / / /
Л-Д
ФиеЬ
6-6
г-г
36
д6 57Фае 6
