vj
о
ел
Изобретение относится к устройствам, специально предназначенным для изготов- лепия кассет.
Цель изобретения -- новын1ение выхода годной продукции за счет повышения качества корректировки рабочего уси.чия прижимных узлов.
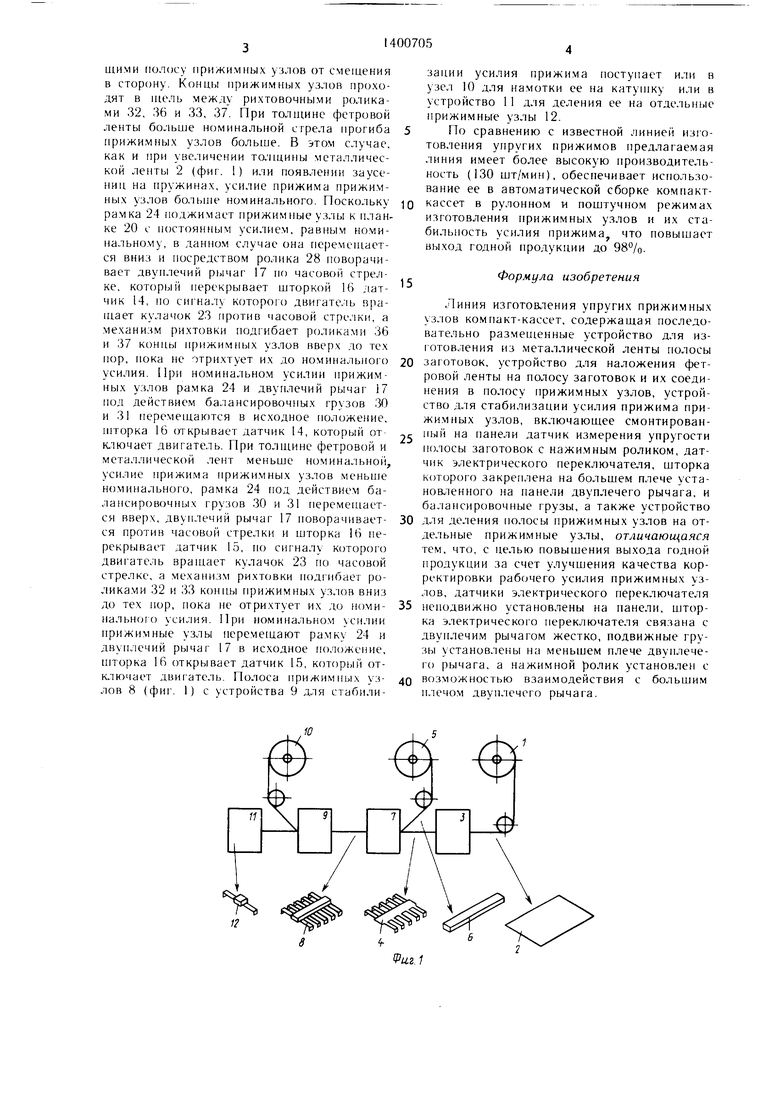
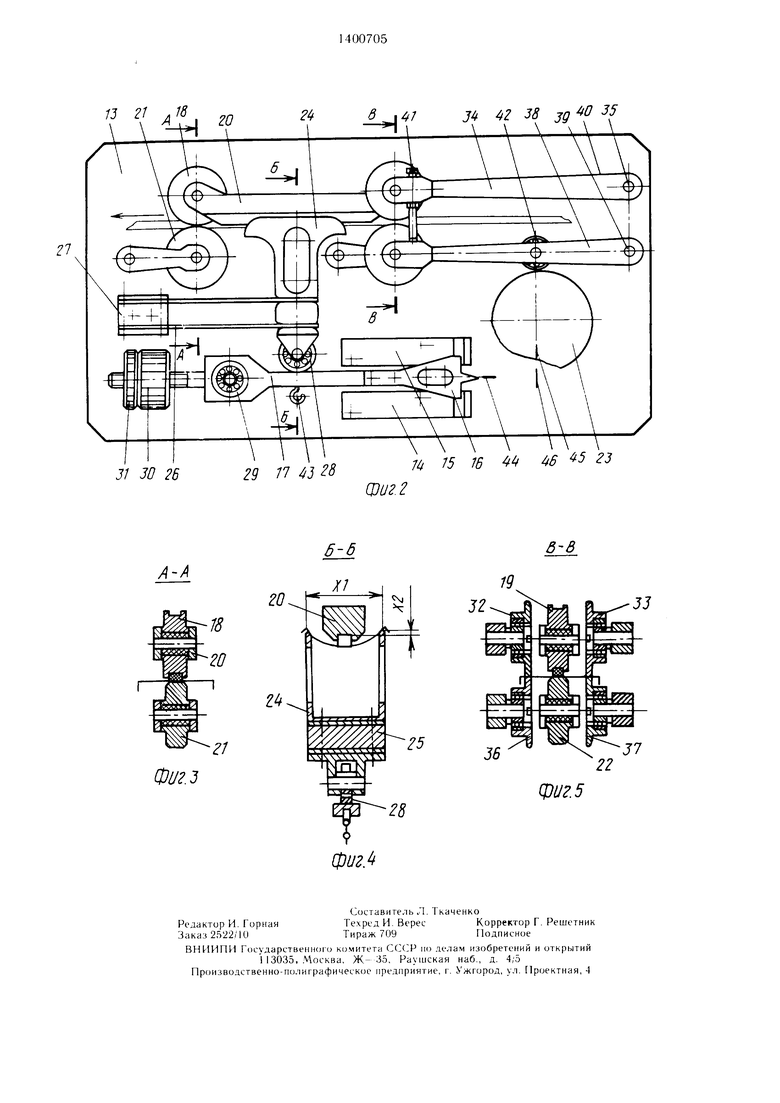
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - устройство для стабилизации усилия прижима; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 сечение В-В на фи|-. 2.
Линия содержит узел 1 размотки мета;1- лической ленты 2, устройство 3 для изготовления полосы 4 заготовок, узел 5 размотки фетровой ленты 6 с наиесенпым на нее тер- MOK.iecM, устройство 7 для наложения фет- poBoii .leiirbi Г) па полосу 4 заготовок и их соединения в полосу 8 прижимН1,г узлов, ycTpoiicTBo 9 для стабилизации усилия прижима прижимных узлов, узел К) намотки полос1)1 прижимных у;с1ов 8, устройство 1 1 для делепия Г1олос1 1 прижимных узлов 8 на отдельные прижимные узлы 12.
Устройство для стабилизации усилия прижима прижимп,1х узлов собрано па панели 13, на которой размещены механизмы измерения упруг ости нрижимных узлов и рихтовки с приводом, опорп1 1Й мехапиз.м п .-ICK- трпчески перек;1ючатель. Последни содержит датчики 14 и 15, закреп,ленп1ме па нанели 13, и Н1торку 16, закрепленную па болыпем плече двуплечего pi,i4ara 17. Опорный механизм содержит два верхних ролика 18 и 19, установленных в оиорной планке 20, закренленпо на панели 13, и два нижних подпружиненных ролика 21 и 22. Зазор между верхними и нижними ро.:1ика- ми выставляется по наименьи1ей lo. uunne (ticTpoBoii лепты (не показано). П|)ивод устройства имеет кулачок 2,. соедипеппый с реверсивным двигателем (пе показан).
Механизм измерения упругости п()11жим- иых узлов содержит опорную ра.мку 24, которая посредством бруска 25 и двух плоских пружин 26 кренится к KpoiiiirreiiHy 27, закренленному на панели 13, и нажимной ролик 28, взаимодействующий с бо.тьншм плечом двунлечего рычага 17, установленпо- го на напели 13 посредством оси 29 с под- пинником. На менынем плече рычага 17 у.становлены балансировочные грузы 31) и 31.
В механизм рихтовки входя г два верхних ро.чика 32 и 33, установленных на рычаге 34, закрепленном на панели Л посредством оси 35, и два нижних ролика ЗГ) и 37, установленных на рычаге 38, закрепленном на панели 13 посредством оси 39. Мехапизм рихтовки посредством пружины 40 кручения, упоров 41 и опорного ролика 42 опирается на кулачок 23 привода устройства. Регулировка зазора .между верхними и нижними рихтовочными роликами для прохода концевых частей нрижимных узлов осуществляется регулируемыми упорами 41. Для
настройки устройства для стабилизации усилия прижима прижимных узлов предусмотрены крюч 43 для контрольного груза, стрелка на шторке 16 и настроечные метки 44-46. При настройке устройства на крюк 43 подQ вешивается груз, равный номинальному усилию одного прижимного узла (19 г), умноженному на количество прижимных узлов, одновреме)1но находящихся на опорной рамке 24. Груз уравновешивается балансировочными грузами 30 и 31. В исходном положе5 НИИ стрелка шторки 16 находится против метки 47, метка 45 против метки 46, верх- пие ролики 32 и 33 и пижние 36 и 37 механизма рихтовки относительно роликов 19 и 22 находятся в положении, указанном на фиг. 5.
Q Для настройки устройства можно также пользоваться и контрольной полосой нри- жи.миых узлов. Раз.мер X.j между вершинами стенок опорной рамки 24 равен расстоянию между Е ер1нинами опорных поверхностей, на которые опирается прижимной узел в
k ( 1М li;i k T-КЯГРРТ я
компакт-кассетах.
исходном положении
0
0
)азмер Xg между опорной поверхностью плапки 20 и опорными поверхностями рам- кп 24 равен расстоянию от воснроизводяшей головки магнитофона до опорных поверх- постей, на которые опирается прижимной
узел в комнакт-кассете при работе в магни- то4м)не. Таким образом, создается прогиб прижимного узла такой, как и прогиб его при работе в магнитофоне, а его усилие прижима ма1 нитной ленты к воснроизводяшей
5 г(),1овке должно быть равно номинальному (19 г).
Линия для изготов;1ения у |ругих прижимных узлов компакт-кассет работает следующим образом.
Металлическая лента 2 с y;wa 1 размотки подается в устройство 3, где производятся вырубка и шбка полос) 4 заготовок, которая поступаег в устройсгво 7 д;1я наложения и нрикреплепия к ней фетровой лепты f), протягиваемой в устройство 7 из уз5 ла 5 размотки. Ihxioca 4 заготовок с при- креп-ленной к ней фетровой лентой 6 образует полосу 8 нрижимных узлов, которая поступает в устройство 9 для стабилизации усилия прижима.
Устройство 9 работает следующим образом.
Полоса 8 прижимных узлов проходит своей средней частью между роликами 19 и 22 в канале опорной планки 20, опираясь
5 копцами прижимных узлов на опорную рамку 24, и между роликами 18 и 21, при этом фетровая лента находится .между ребордами роликов 18 и 19 и планки 20,ограничивающими полосу прижимных узлов от смешения в сторону. Концы прижимных узлов проходят в Н1ель между рихтовочными роликами 32, 36 и 33, 37. При толщине фетровой ленты бо;1ьше номинальной стрела прогиба прижимных узлов больше. В зтом случае, как и при увеличении толщины металлической ленты 2 (фиг. 1) или появлении заусе- нип на пружинах, усилие прижима прижимных узлов больше но.минального. Поскольку рамка 24 поджимает прижимные узлы к планке 20 с постоянным усилие.м, равным номинальному, в данном случае она Г1еремеп1ает- ся вниз и посредством ролика 28 поворачивает двуплечий рычаг 17 по часовой стрелке, который перекрывает шторкой 16 датчик 14, по сигналу которого двигате;1ь вра- шает кулачок 23 против часовой стрелки, а механизм рихтовки подгибает роликами 36 и 37 конпы 11рижимнЬ)1х узлов вверх до тех пор, пока не отрихтует их до номинального усилия. При номинальном усилии нрижим- ных узлов рамка 24 и двуплечий рычаг 17 под действием балансировочных грузов 30 и 31 перемешаются в исходное положение, шторка 16 (угкрывает датчик 14, который отключает двигатель. При толщине фетровой и металлической лент меньше номинальной, усилие прижима прижимных узлов меныие номинального, рамка 24 под действием ба- лапсировочпых грузов 30 и 31 перемешается вверх, двуплечий рычаг 17 поворачивается против часовой стрелки и шторка 16 перекрывает датчик 15, по сигналу которого двиг атель врап1ает кулачок 23 по часовой стрелке, а мехапизм рихтовки подгибает ро- дика.ми 32 и 33 копны прижимных узлов вниз до тех нор, пока пе отрихтует их до номинального усилия. При номинальном усилии прижимные узлы перемешают рамку 24 и двунлечий рычаг 17 в исходное положение, шторка 16 открывает датчик 15, который отключает двигатель. Полоса нрижимных узлов 8 (фиг. 1) с устройства 9 для стабили0
0
5
0
5
0
запии усилия прижи.ма поступает или в узел 10 для на.мотки ее на катушку или в устройство 11 для деления ее на отдельные нрижимные узлы 12.
По сравнению с известной линией изготовления упругих прижимов предлагаемая линия имеет более высокую производительность (130 шт/мин), обеспечивает использование ее в автоматической сборке компакт- кассет в рулонном и поштучном режимах изготовления нрижимных узлов и их стабильность усилия прижима что повышает выход годной продукции до 98%.
Формула изобретения
Линия изготоачения упругих прижимных узлов компакт-кассет, содержащая последовательно размешенные устройство для изготовления из металлической ленты полосы заготовок, устройство для наложения фетровой ленты на полосу заготовок и их соеди- пения в полосу прижимных узлов, устройство для стабилизации усилия прижима прижимных узлов, включаюшее смонтированный на панели датчик измерения упругости полосы заготовок с нажимным роликом, датчик электрического переключателя, шторка которого закреплена на большем плече уста- ноа тенного на панели двуплечего рычага, и балансировочные грузы, а также устройство для деления полосы прижимных узлов на отдельные прижимные узлы, отличающаяся тем, что, с целью повышения выхода годной продукции за счет улучшения качества корректировки рабочего усилия прижимных узлов, датчики электрического переключателя неподвижно установлены на панели, шторка электрического переключателя связана с двуплечим рычагом жестко, подвижные грузы установлены на меньшем плече двуплечего рычага, а нажимной ролик установлен с возможностью взаи.модействия с большим плечом двуплечего рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления упругих прижимов компакт-кассет кассетных магнитофонов | 1979 |
|
SU854499A1 |
| Устройство для стабилизации усилия прижима полосы заготовок автоматической линии изготовления упругих прижимов компакт-кассет кассетных магнитофонов | 1988 |
|
SU1549632A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| Устройство для подачи нитевидного материала при его размотке с катушки | 1981 |
|
SU1049396A1 |
| Лентопротяжный механизм | 1976 |
|
SU585535A1 |
| Машина для изготовления заготовок бумажных мешочков | 1985 |
|
SU1329994A1 |
| Разматывающее устройство | 1980 |
|
SU902895A1 |
| Двухпозиционное намоточно-разматывающее устройство | 1984 |
|
SU1232319A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2003 |
|
RU2254986C1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
Изобретение относится к устройствам, предназначенным для изготовления кассет. Цель - повышение выхода годной продукции за счет Г1овы 11ения качества корректировки рабочего усилия прижимных узлов в процессе изготовления. Линия содержит устройство для изготовления полосы заготовок, устройство для наложения фетровой ленты на полосу заготовок, устройство для стабилизации усилия прижима прижимных узлов, устройство для деления полосы. Входящие в устройство для стабилизации усилия прижима (УСУП) датчики электрического переключателя устанавливают неподвижно на панели УСУГ1. Усилие от нажимного ролика передается непосредственно на большее плечо двуплечего рычага и закрепленную на нем шторку электрического переключателя. Конструкция УСУП исключает преждевременное отключение привода рих- товочиого механизма в процессе его работы. 5 ил. с S (Л
12
IPuz.l
А ZQ
Vi
J« 42 8 35
.
21
31 30 26
29 77 J 28
А
го6-6- /
ж.
Фи.з
JU 15 16 6 5 23
фиг. 2
и.5
| Автоматическая линия изготовления упругих прижимов компакт-кассет кассетных магнитофонов | 1979 |
|
SU854499A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
