Изобретение относится к обработке ме- таллов давлением, в частности к прокатному производству, и может.быть использовано при резке толстого проката в линиях широ- копфостных станов горячей прокатки.
Целью изобретения является повышение производительности за счет оптимизации формы и пространственного положения криволинейных режущих кромок ножей по моменту резания, расширение вследствие этого технологических возможностей, снижение металле- и энергоемкости ножниц.
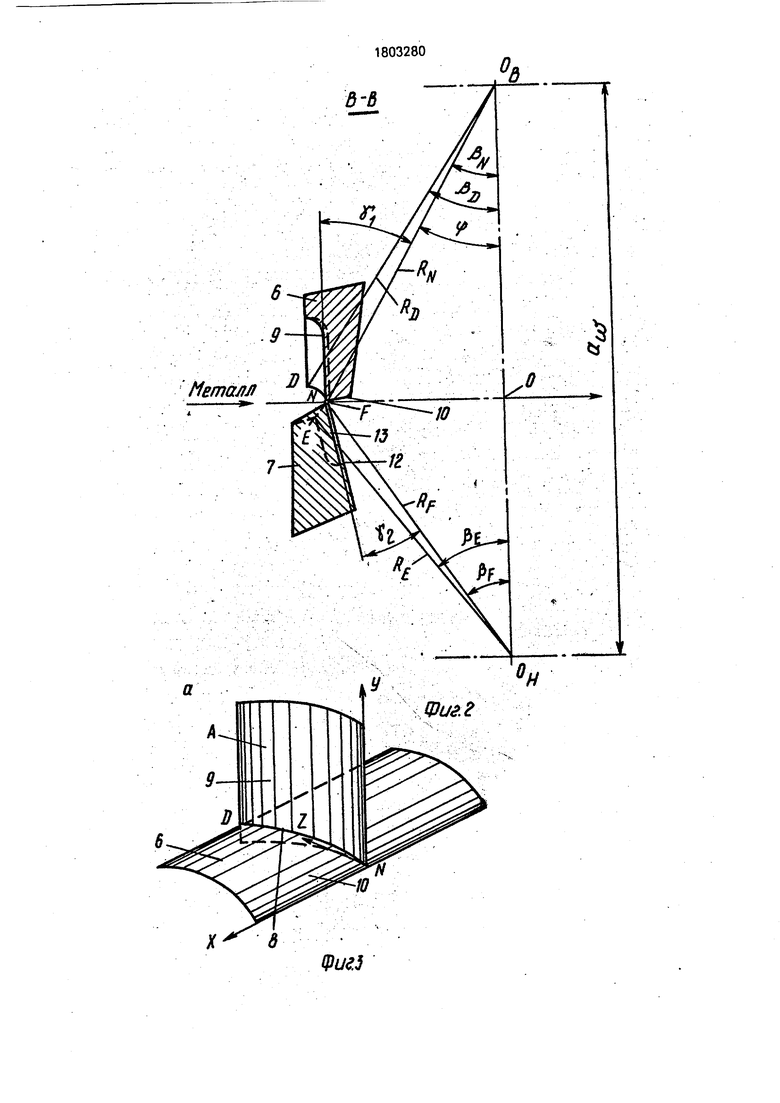
На фиг. 1 изображена принципиальная схема ножниц (фронтальная проекция): на
фиг.2 - поперечный разрез (барабаны условно не показаны) с обозначением геометрических параметров ножниц; на фиг.З и 4
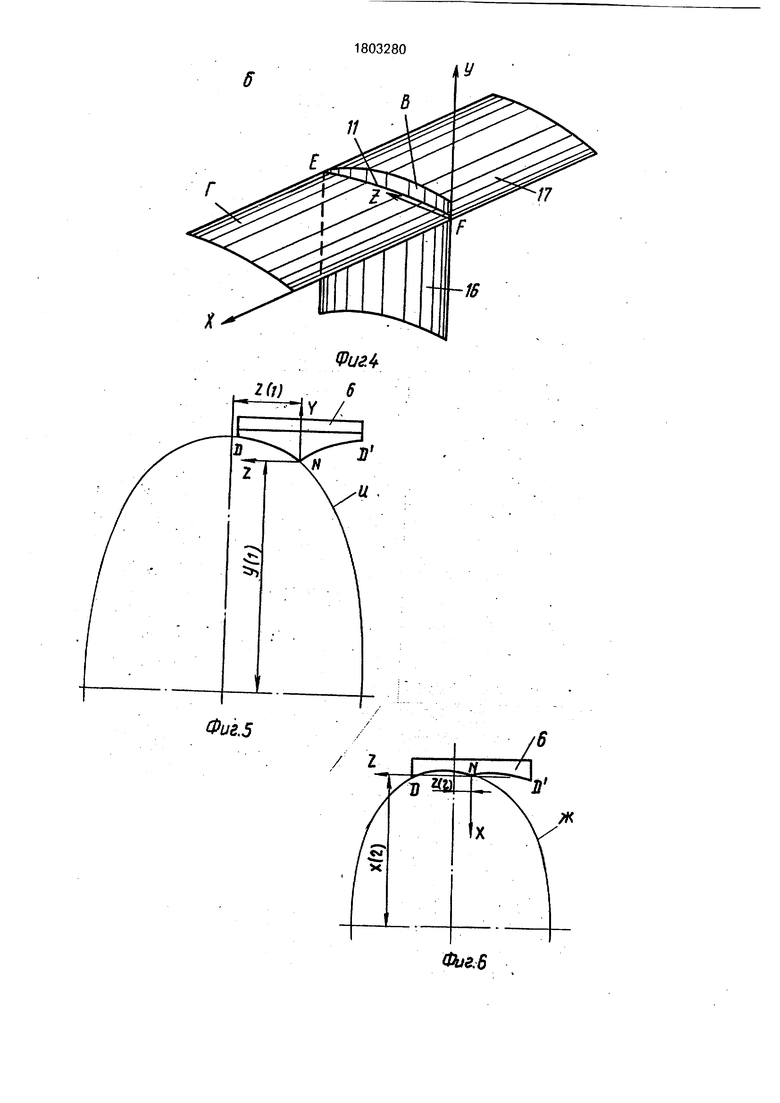
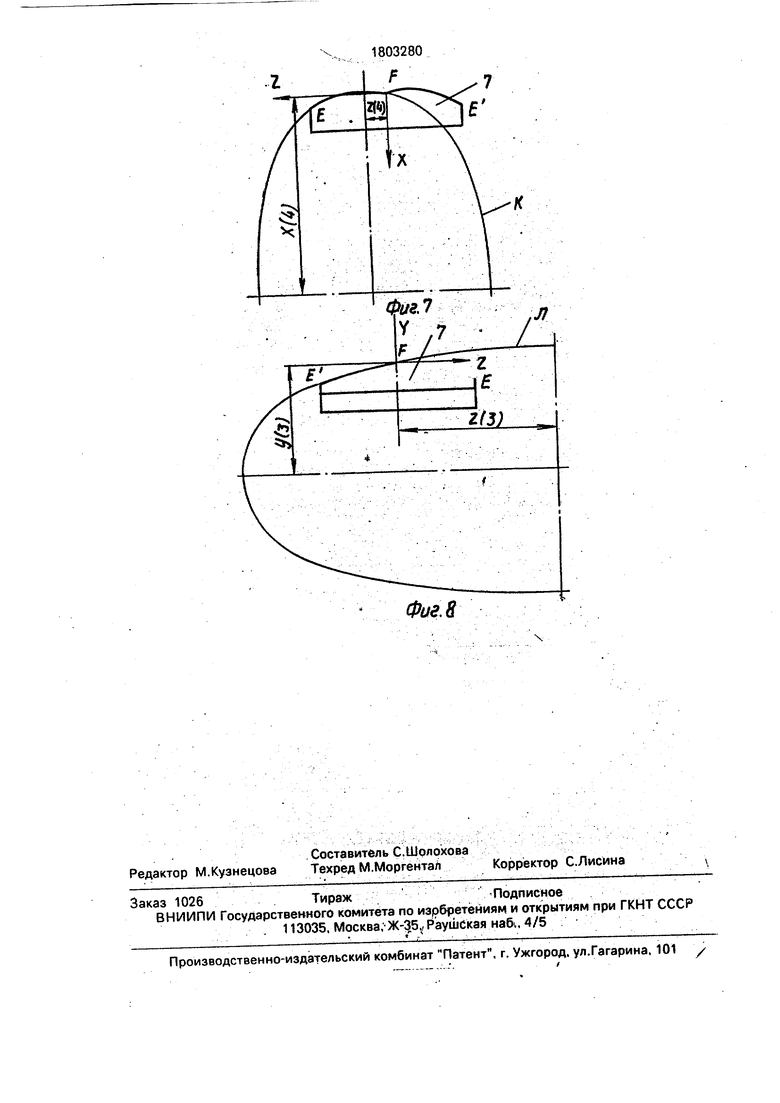
- рабочие грани ножей, образованные поверхностями цилиндров с перекрещивающимися осями; на фиг,5-8 - проекции режущих кромок соответственно верхнего и нижнего ножей с обозначением параметров, характеризующих форму направляющих каждого из цилиндров.
Барабанные летучие ножницы содержит верхний 1 и нижний 2 барабаны, установленные в одной вертикальной плоскости в расточках станины, замкнутые между собой зубчатыми колесами 4 и 5 и связанные с приводом. В продольных пазах каждого из барабанов 1 и 2 жестко закреплены ножи б и 7. Нижний нож 7 является задним по ходу металла.
Каждый из ножей 6 и 7 содержит рабочие грани, образующие своими пересечени- ями профили режущих кромок криволинейной формы пространственной ориентации, проходящие через заданные при проектировании пространственные опорные точки D - N - С/ для верхнего и Е - F - Е для нижнего ножа. Радиусы и координаты опорных точек определены в процессе проекти-- рования в зависимости от принятых перекрытий ножей с учетом геометрии разрезаемых полос и требуемой формы среза и плане. С учетом ориентации ножей относительно разрезаемой полосы, режущая кромка 8 верхнего ножа 6 образована пересечением его передней 9 и нижней 10 рабочих граней, а режущая кромка 11 нижнего ножа 7 - пересечением его задней 12 и верхней 13 рабочих граней Проекции криволинейных режущих кромок 8 и 11 во фронтальной проекции имеют вид двуплечих кривых с заострением посредине, симметричных относительно середины ножей и проходящих через опорные точки D - N - D и соответственно Е - F - Е , относящиеся к числу геометрических параметров ножниц. Проекции режущих кромок 8 и 11 на плоскость, перпендикулярно к плоскости, проходящей через оси барабанов и параллельную этим осям, также имеют вид двуплечих кривых, проходящих через опорные точки D - N
- D и Е - F - Е соответственно, симметричных относительно середины ножей. Наличие симметрии в расположений криволинейных полупрофилей режущих кромок 8 и 11 и соответственно образующих их рабочих граней 9,10и 12,13 обусловлено требованиями геометрии и кинематики реза и позволяет рассматривать каждую часть полупрофиля как самостоятельный элемент логической системы. Каждая кривая полупрофиля режущей кромки образована пересечением рабочих граней, выполненных в виде локальных поверхностей геометрически связанных с осями барабанов 12 некруговых цилиндров, с пересекающимися осями и оптимальной формой, размерами и пространственным .положением их направляющих. Совокупность геометрических параметров этих направляющих математически увязана с минимизированным значением приведенного момента резания ножниц.
Если средние точки N и соответственно F режущих кромок ножей б и 7 связать с началом пространственных систем координат соответственно NXYZ (верхний нож) и FXYZ (нижний нож) таким образом, чтобы оси Z были направлены вдоль осей барабанов 1 и 2, а оси Y - по линии центров барабанов, то ось цилиндра А, поверхность которого образует переднюю рабочую грань 9 верхнего ножа 6, будет направлена вдоль оси NY, а цилиндра Б, образующего нижнюю грань 10, - вдоль оси NX. Ось цилиндра В, поверхность которого образует заднюю рабочую грань 12 нижнего ножа 7, направлена вдоль оси. FY, а цилиндра Г, образующего верхнюю рабочую грань 13, - вдоль оси FX.
Возможен вариант исполнения рабочих граней ножей в виде поверхностей цилиндров, оси которых перекрещиваются не под прямым углом.
Таким образом, процесс профилирования криволинейных режущих кромок при принятых радиусах (координатах) их опорных точек может быть представлен как определение геометрических параметров линий пересечения криволинейных поверхностей участков цилиндров А, Б, В, Г Соответственно, образующих рабочие грани ножей и проходящих через заданные опорные точки. Количество кривых, которые могут быть проведены в каждой из координатных плоскостей через две известные точки, бесконечно велико, но некоторым установленным критериям всегда соответствует только одна кривая. Если в качестве такого критерия принять величину минимально возможных для данных параметров ножниц и процесса резания энергосиловых воздействий (условия или момента резания) ггри определенной максимально допустимой величине текущих значений тангенциального зазора между ножами, вопрос о форме и пространственном положении режущих кромок, удовлетворяющих .-; этим требованиям, может быть решен путем оптимизационного расчета. При этом форма используемых для оптимизации цилиндров
0
5
0
5
0
5
0
5
0
5
А, Б, В, Г может быть различной: круговые, эллиптические и другие. Очевидно, что по мере перехода от оптимизации более про- CTfeix криволинейных поверхностей к более сложным эффект оптимизации последовательно снижается, а трудоемкость осуществления оптимизации и сложность изготовления ножей возрастает, В связи с этим класс подпадающих под оптимизацию криволинейных поверхностей должен быть ограничен с учетом возможности осуществления оптимизации в рамках САПР и технологичности конструкции.
В качестве примера приняты эллиптические цилиндры А, Б, В, Г. Оптимальная форма и пространственное положение на- правляющей Ж цилиндра А и направляющей И цилиндра Б, образующих рабочие грайи 9 и 10 соответственно, имеют вид эллипсов, проходящих через опорные точки N и D и изображенных на фиг.4 и 5. Оптимальная форма и положение направляющих К, Л цилиндров В, Г рабочих граней нижнего ножа 7 аналогична.
Геометрическими параметрами, характеризующими форму, размеры и простран- положение направляющих каждого из цилиндров А, В, В, Г, проходящих через опорные точки режущих кромок, являются следующие:
Z (1), Y () - координаты центра направляющей И цилиндра Б нижней рабочей грани 10 верхнего ножа 6;
2 (2), Y (2) - координаты центра направляющей Ж цилиндра А передней рабочей rpanfi 9 верхнего ножа;
2 (3), Y (3) - координаты центра направ- ляющей Л цилиндра Т верхней .рабочей грани 1$ нижнего ножа 7;
2 (4), Y (4) - координаты центра направ- ляющей К цилиндра В задней рабочей грани 12 нижнего ножа.
При этом принятые в рассматриваемом варианте эллиптические цилиндры А, Б в системе координат NXYZ описываются уравнениями:
где полуоси а (.1), о (1), а (2), b (2) определяются из условий прохождения цилиндров через опорные точки N и D, а цилиндры В и Г в системе координат FXYZ - уравнениями
Z-Zd)2 . .Y-Y(1)f
„ О .
(1)
(1)
t2-Z(2)2(X-X(2))
О)
аЧ2)
Ь (2)
где полуоси а (1), b (1), а (2), b (2) определяются из условий прохождения цилиндров
через опорные точки N и D, а цилиндры В и Г в систме координат FXYZ - уравнениеями
2-2(3 )2 . Y-Y(3)2 а2(3) - Ь2(3)
Z-Z(4)2 (Х-Х(4))2 а2(4)Ь2(4)
(2)
где полуоси а (3), b (3), а (4), b (4) определяются из условий прохождения цилиндров через точки F и Е.
Оптимальная форма, размеры и про5 странственное положение направляющих Ж, И, К, Л, характеризуемые совокупностью . { о. } их оптимальных геометрических параметров Z (1), Y (1), Z (2), X (2), Z (3), Y (3), Z (4), X (4) при принятых критериях оптимизации
0 доставляют минимум функционалу максимального значения приведенного момента резания ножниц
макс М (р, G,а, V) ,(3)
при условии мин со 0; макс a f (р), где М - минимально возможная для заданных параметров G ножниц и ty процесса резания величина.момента резания, приве- 0 денного к валу ведущего барабана ;
. (р- обобщенная координата ножниц, характеризующая пространственное положение ножей б и 7 и координаты их режущих кромок 8 и 11 при взаимодейстзии ножей в 5 процессе резания;
G-совокупность следующих геометрических параметров ножниц:
aw ОвОн - межосевое расстояние барабанов;
ОвО - расстояние от точки начала контакта режущих кромок ножей до оси верхнего барабана (параллельно линии центров барабанов);
RN, Ro - радиусы опорных точек N и D режущей кромки верхнего ножа,
Углы. образуемые радиусами RN, RD с линией центров ОвОы в момент начала контакта режущей кромок (смыкание точек N и F);
Xi- УГОЛ между вертикалью верхнего ножа и радиусом RN;t RF, RE радиусы опорных точек F и Е режущей кромки нижнего ножа; углы, образуемые радиусами RF, RE с линией центров ОвОн в момент смыкания точек N и F;
угол между вертикалью нижнего ножа и радиусом RF; -Он - длина ножей;
5
0
а - совокупность параметров, характеризующих форму, размеры и пространственное положение направляющих Ж, И, К, Л соответственно цилиндров А. Б. В, Г, образующих рабочие грани ножей;
У - параметры процесса резания, влияющие на величину приведенного момента резания ножниц,
а - тангенциальный зазор между ножами;
ftp - заданная функция, зависящая от параметров процесса резания.
Решение задачи оптимизации (3) при указанных критериях и ограничениях реализуется на ЭВМ с использованием числен- ных методов на базе математических методов оптимизации. Результат выдается б виде оптимальных координат центров направляющих Ж, W, К, Л наибольших значений величины тангенциального зазора между ножами, наибольшего значения приведенного момента ножниц и координат точек режущих кромок для верхнего и нижнего ножей с любым малым шагом изменения координаты вдоль осей барабанов. При этом величины необходимых для оптимизационного расчета функционалов моментов резания зависят от площади попадающего под срез поперечного сечения металла, определяющего величину усилия резания, а также плеча резания относительно осей вращения барабанов. При пространственной ориентации криволинейных режущих кромок задача по определению величин функционально сводится к определению те- кущих значений пространственных координат различных точек режущих кромок в районе элементарных площадок среза и углов наклона этих площадок к координатной плоскости YN (F)Z.
Учитывая, что барабанные летучие ножницы предназначены в первую очередь для обрезки переднего конца раската перед его
.задачей в валки чистовой группы клетей широкополосного стана, профили режущих кромок 8 и 11 каждого из ножей 6 и 7 должны иметь форму и пространственное положение, обеспечивающее положение клиновидной формы среза, смягчающей удар полосы
. в валки в момент захвата. Это достигается тем, что в положении начала контакта режущих кромок ножей по вертикали расстояния от осевого сечения ножниц до различных точек режущих кромок, расположенных по длине ножей, изменяются от их середины к краям, вначале уменьшаясь, а затем увеличиваясь. При этом по краям ножей указанные расстояния больше, чем посредине, а токи режущих кромок, отстоящие на минимальном расстоянии от секущей плоскости ножниц, смещены от середины к краям на величину, определяемую из условия минимума функционала максимального приведенного момента ножниц.
С точки зрения материализации данного конструктивного отличия от привязкой к конкретному типоразмеру ножниц путем расчета и проектирования на базе современных вычислительных средств, форма проекции режущих кромок 8 и 11 на плоскость, перпендикулярную к плоскости, проходящей через оси барабанов 1 и 2 и параллельную этим осям (соответственно плоскости XNZ и XFZ), описывается координатами (положительные значения координат совпадают с направлениями координатных осей), абсолютные значения которых посредине ножа меньше, йем по его краям, а на некотором расстоянии от середины ножа имеют знак, противоположный знаку координат точек, расположенных посредине и по краям ножа. Такая форма режущих кромок, кроме получения требуемой формы среза полосы в плане (см. кривую Е - F - Е в плоскости XFZ) и обеспечения удовлетворительных динамических показателей процесса задачи полосы в валки прокатной клети после резки на ножницах, хорошо согласуется с условиями решения оптимизационной задачи (3), способствуя уменьшению экстремальных значений плеча резания..
Ножницы работают следующим образом. .
При вращении барабанов 1 и 2 ножи 6 и 7 вначале встречаются с поверхностью движущейся разрезаемой полосы средними опорными точками N и F режущих кромок 8 и 11, образуя местный очаг надреза в ее средней части. Затем по мере вращения барабанов процесс резания распространяется от середины полосы к ее краям, об разуя два равных симметричных участка среза, перемещающихся к краям. Так как форма и пространственное положение направляющих Ж, И, К, Л цилиндров А, Б, В, Г поверхности которых являются рабочими гранями 9, 10, 12, 13 ножей, оптимизирована с учетом обеспечения получения минимально возможного при данных параметрах ножниц и процесса резания проведенного момента резани.я, то момент резания при резке на ножницах полос всех типоразмеров получается меньше, чем на любых других барабанных летучих ножницах таких же размеров. Например, при резке полос толщиной до 55. мм и шириной 900-1850 мм на предлагаемых ножницах с межосевым расстоянием барабанов 1200 мм достигается снижение величины момента резания приведенного к ведущему барабану для по- лос различного сечения на величину от 4,2 до 37,17% по сравнению с ножницами, снабженными шевронными ножами с пря- молинейными режущими кромками и на величину от 2,5 до 10,7% по сравнению с ножницами, снабженными ножами с переменным углом наклона режущих кромок, уменьшающимся от середины к краям кожа.
Формула изобретения 1. Барабанные летучие ножницы, содержащие установленные в станине и связанные зубчатыми колесами верхний и нижний барабаны, в продольных пазах каждого из которых закреплены с возможностью взаимодействия с образованием тангенциального зазора ножи с режущими кромками, имеющими профиль криволинейной формы и лежащими на пересечениях рабочих поверхностей ножей, отличаю щи е с я тем, что, с целью повышения произ водитель,но- сти, расширения технологических возможностей и снижения металле- и энергоем- кости, рабочие поверхности ножей выполнены в виде участков поверхностей некруговых цилиндров с перекрещивающимися осями и формой, размерами и пространст-- венным положением направляющих, соот- ветствующими минимуму функционала максимального поиведенного момента ножниц гла.х М (р , G а , $, минимизируемому по значениям параметра от, где -обобщенная координата ножниц, характеризующая положение ножей и их режущих кромок при взаимодействии ножей в процессе резания, G - совокупность геометрических параметров ножниц.а -совокупность параметров, характеризующих форму, размеры и пространственное положение направляющих каждого из цилиндров, образующих рабочие поверхности ножей, р - параметры процесса резания, влияющие на величину приведенного момента резания ножниц, при условии, что величина тангенциального зазора между режущими кромками верхнего и нижнего ножей положительна и не превышает заданной величины.
2. Ножницы по п. 1,отличающие - с я тем, что профили режущих кромок ножей выполнены так, что расстояния от осевого сечения ножниц до точек режущих кромок ножей в положении их касания сначала уменьшаются от середины ножей к их краям, а затем увеличиваются, при этом по краям эти расстояния больше, чем посередине, а точки режущих кромок, отстоящие на минимальное расстояние, смещены от середины ножей к их краям на величину, определяемую из условия минимума функционала максимального приведенного момента резания ножниц.



| название | год | авторы | номер документа |
|---|---|---|---|
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| Листовые барабанные ножницы | 1978 |
|
SU776801A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| Летучие ножницы | 1979 |
|
SU854619A1 |
| "Барабанные летучие ножницы | 1964 |
|
SU850333A1 |
| Летучие ножницы | 1985 |
|
SU1287990A1 |
| Блок ножей для резки проката цилиндрического поперечного сечения | 1989 |
|
SU1682056A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |
| САДОВЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2735743C1 |
Фые. J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Листовые барабанные ножницы | 1978 |
|
SU776801A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 923754, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
