Изобретение относится к обработк металлов давлением и может быть ис:- пользола-ио в металлургической промыленности для резки движущегося проката .
Цель изобретения - расширение тенологических возможностей путем обепечения качественной резки листовог проката с увеличенной высотой высту шевронного в плане реза и резки сортового проката, например, квадрат1ю на диагональ.
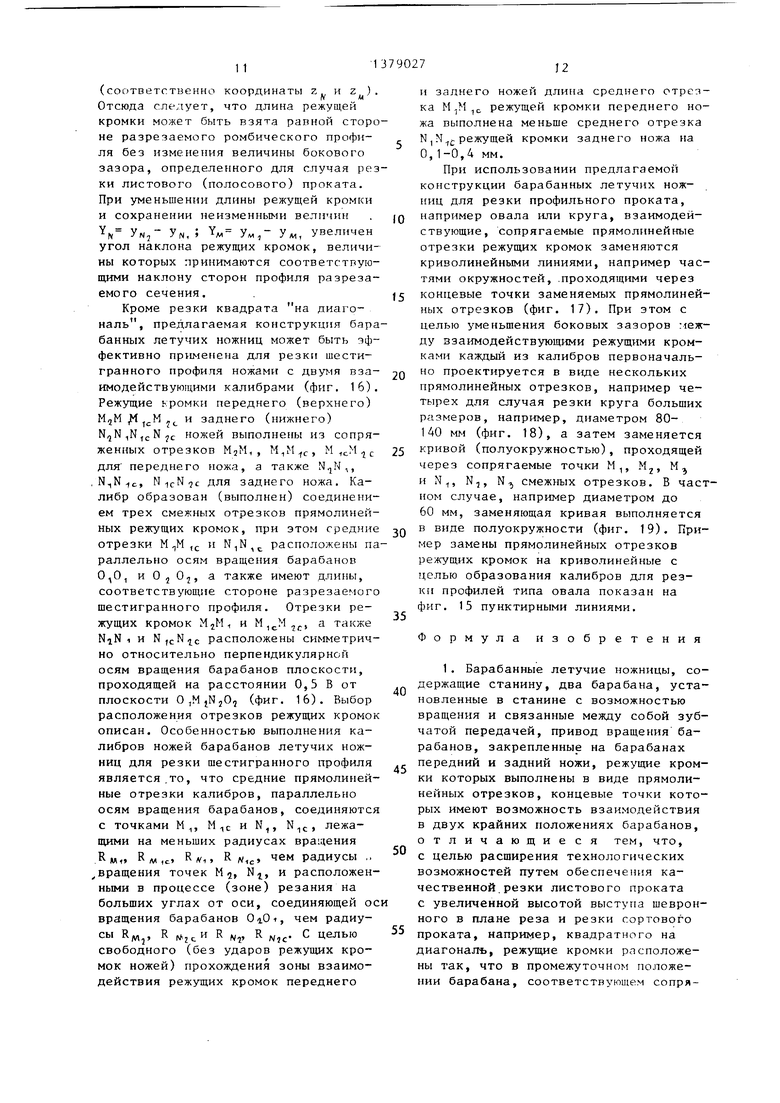
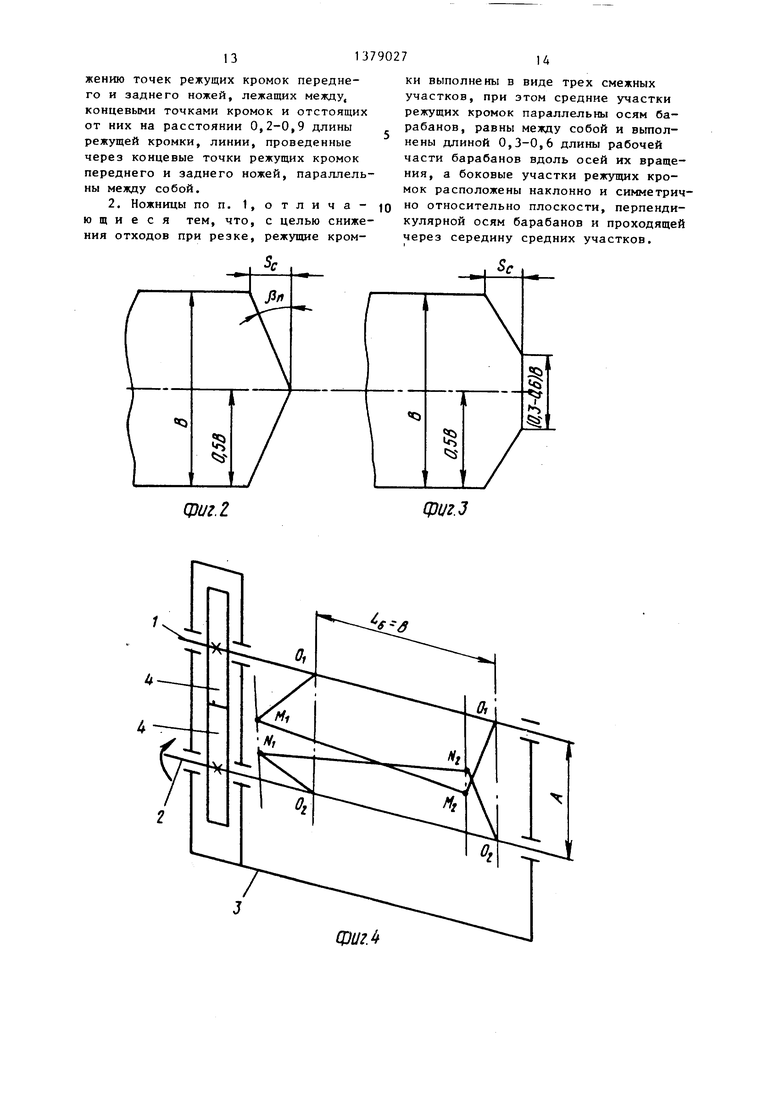
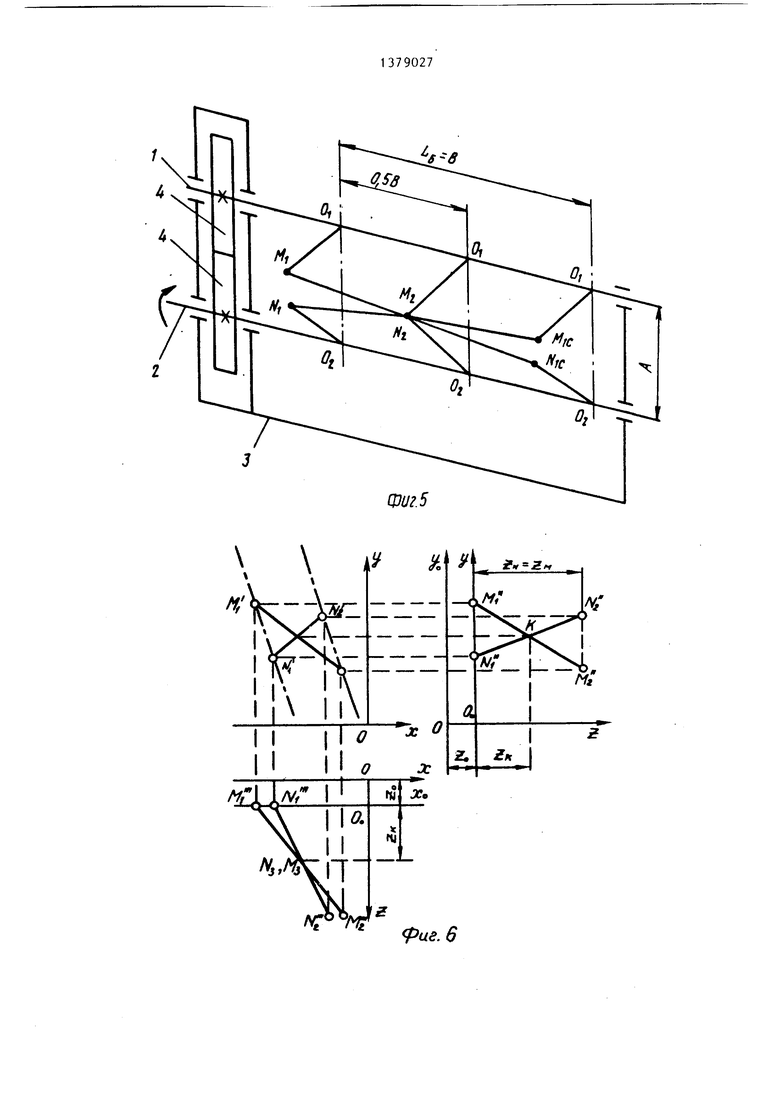
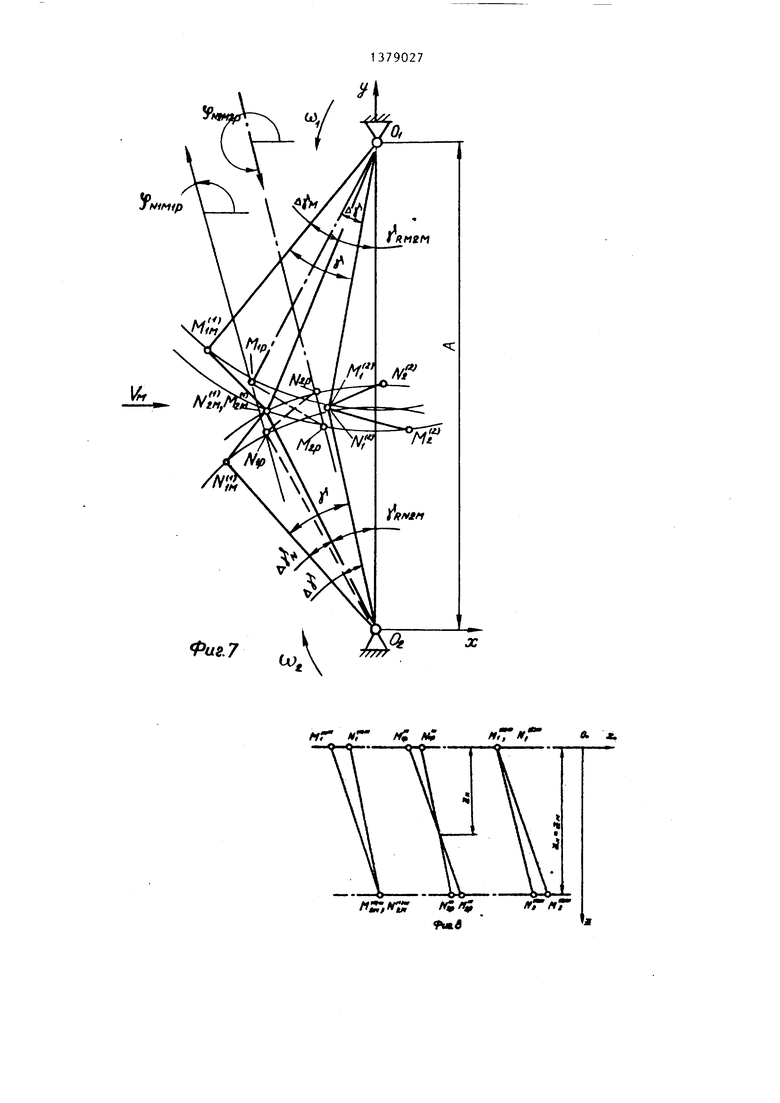
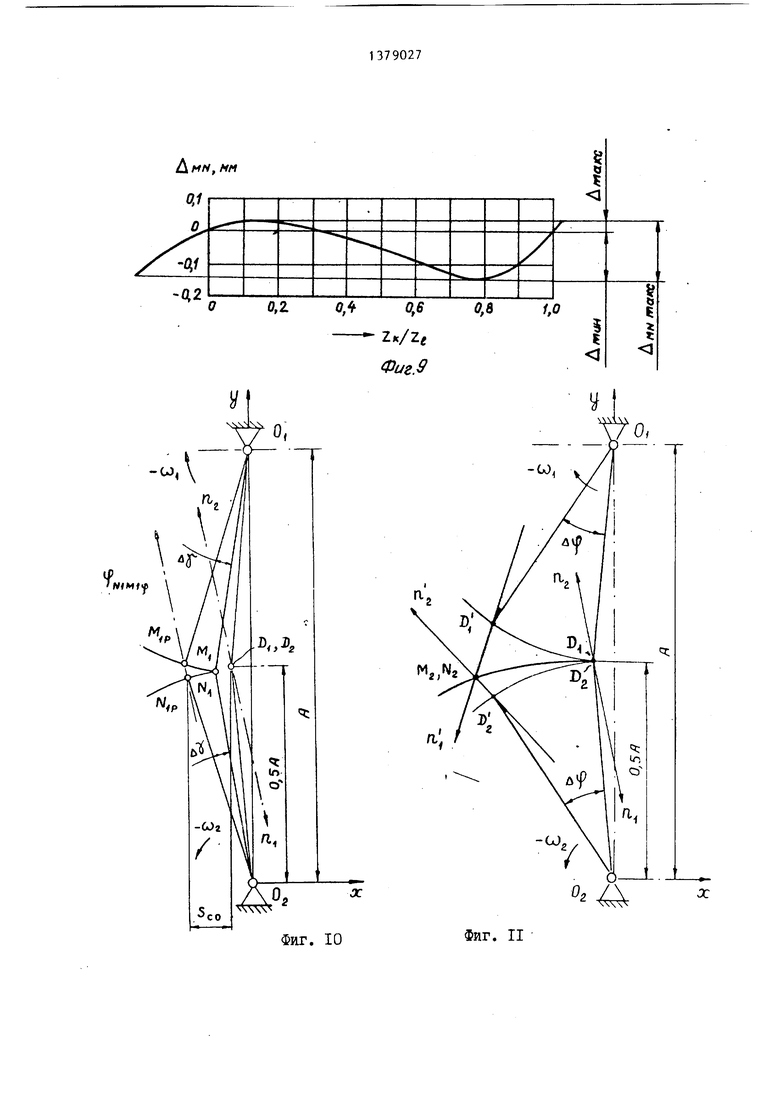
На фиг.1 изображены барабанные лтучие ножницы для резки листового проката, в аксонометрической проекции в связи с симметричным расположнием ножей для получения шевронного в плане реза, расположение режущих кромок ножей М,М , и N,Nj, закреп- ленных на одной из половин барабано на фиг. 2 - форма реза переднего коца полосы, применяемая на широкополосовых станах горячей прокатки (S, высота выступа шевронного в плане реза; /j угол шевронного в плане реза, В - ширина полосы); на фиг. 3 форма реза переднего конца полосы, рекомендуемая в качестве оптимально на широкополосовых станах.горячей прокатки; на фиг. 4 - расположение прямолинейных режущих кромок ножей, непараллельных и неперпендикулярных осям вращения верхнего и нижнего барабанов в промежуточном положении их взаимодействия; на фиг. 5 - распложение режущих кромок для осуществления шевронного в плане реза конц полос углом вперед (углом по направлению скорости движения полосы V); на фиг. 6 - расположение проекций прямолинейных режущих кромок на плокости прямоугольной системы координат; на фиг. 7 - расчетная схема раположения проекций механизма резания и режущих кромок ножей на плоскость хОу; на фиг. 8 - проекция концевых точек прямолинейных режущих кромок на плоскость хОг в трех последовательных положениях; на фиг. 9
график изменения бокового зазора ме
0
5
0 5
0
5
0
5
дования
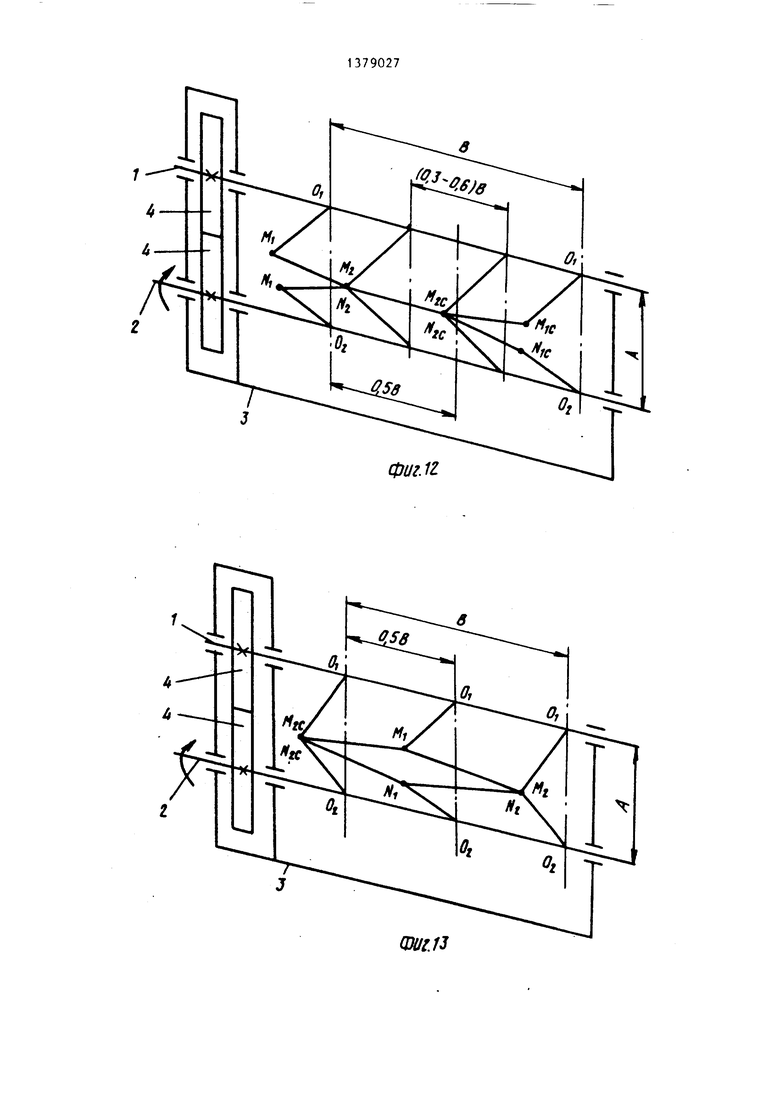
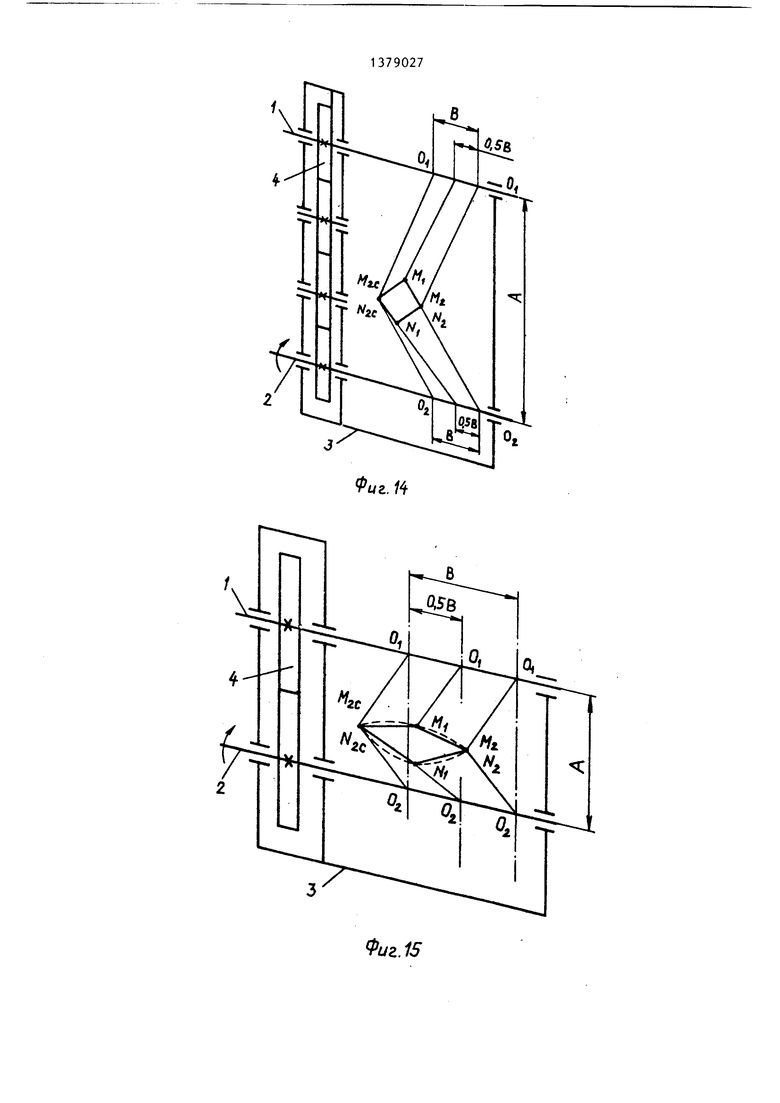
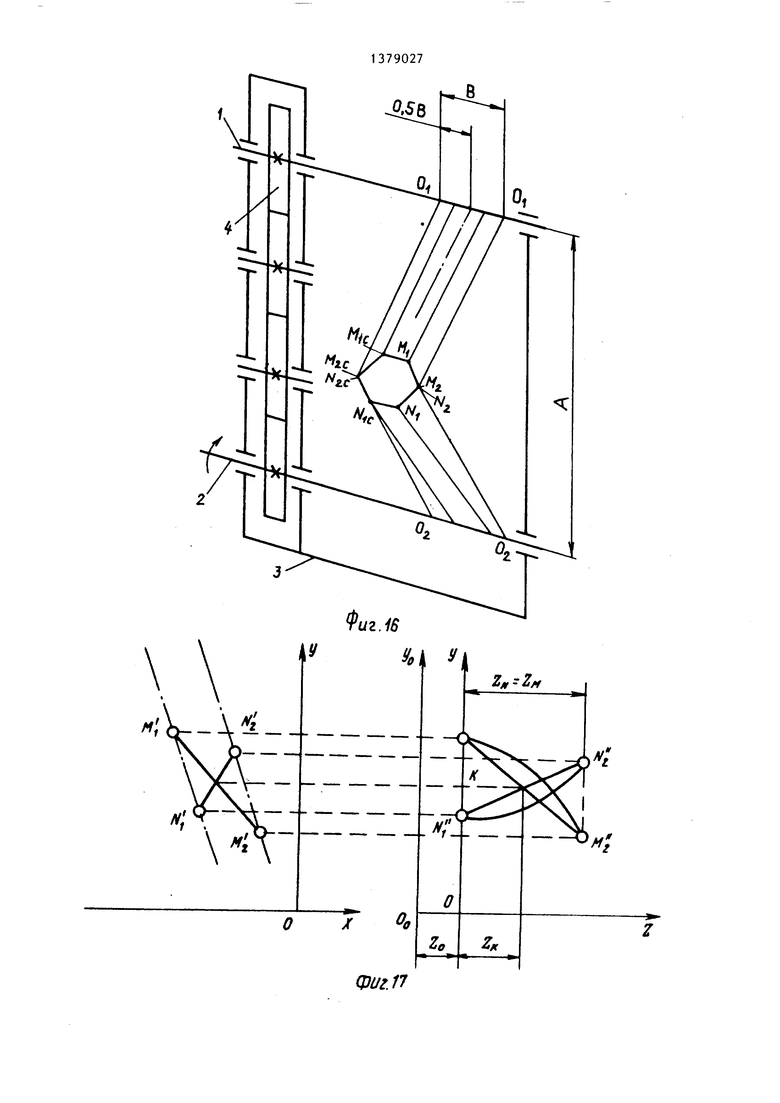
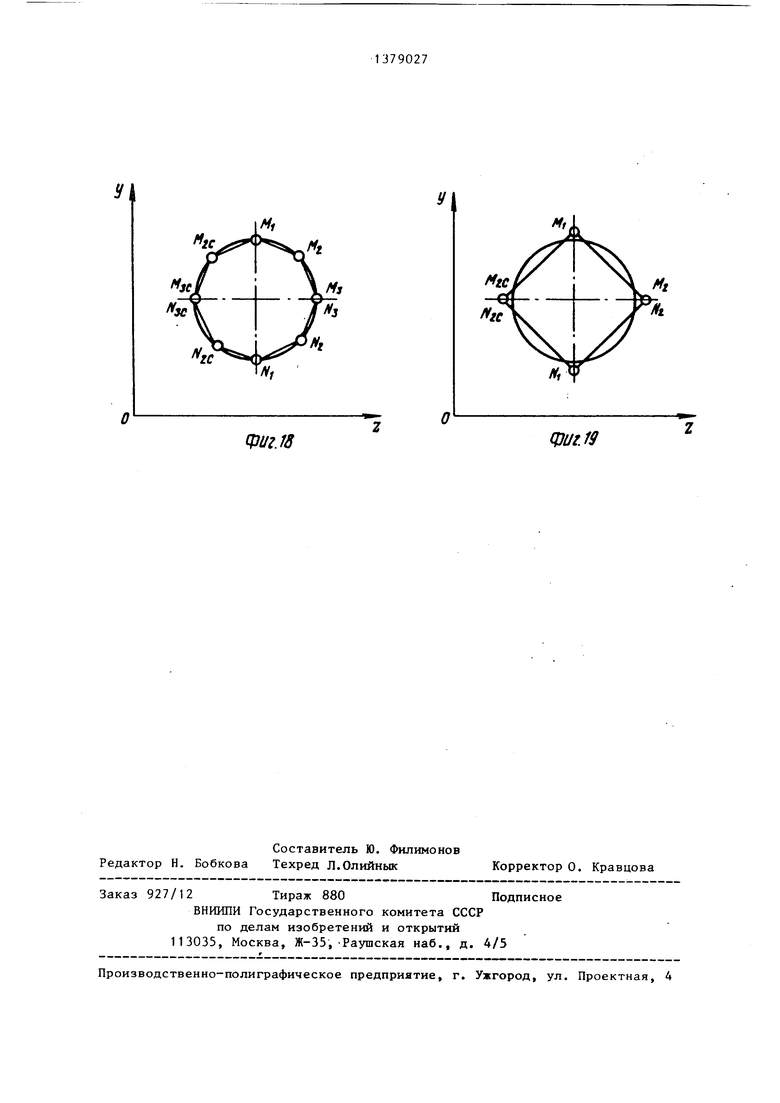
делении параметров расположения режущих кромок ножей; на фиг. 12 - расположение режущих кромок ножей для осуществления трапецеидального в плане резл переднего конца полосового проката малым основанием трапеции вперед по направлению скорости движения полосы; на фиг. 13 - расположение режущих кромок ножей для осуществления шевронного в плане реза концов полос углом назад (углом против направления скорости движения полосы); на фиг. 14 - расположение режущих кромок ножей и калибры для осуществления резки квадрата на диагональ ; на фиг. 15 - то же, для осуществления резки ромба или профилей типа овала; на фиг. 16 - то же, для осуществления процесса резания шестигранного профиля; на фиг. 17 - расположение проекций прямолинейных режущих кромок ножей при их замене криволинейными линиями; на фиг. 18 - схема замены четырех прямолинейных отрезков режущих кромок ножей дугой полуокружности для выполнения калибра для резки круга ; на фиг. 19 - схема замены двух прямолинейных отрезков режущих кромок дугой полуокружности для выполнения калибра для резки круглых профилей относительно небольших размеров (диаметров).
На барабанных летучих ножницах предлагаемой конструкции может быть осуществлена резка листового проката с перпендикулярным, косым и шевронным в плане резом. Шевронная в плане форма реза образуется симметричным расположением на каждом барабане относительно оси движения проката, проходящей на расстоянии z 0,5 В (где В ширина разрезаемой полосы), двух прямолинейных режущих кромок с противоположным углом наклона (фиг.5). В связи с симметричным расположением выбор оптимального относительного расположения взаимодействующих режущих кромок для шевронного в плане реза осуществляется на основе исслевзаимоденствия
прямолинеи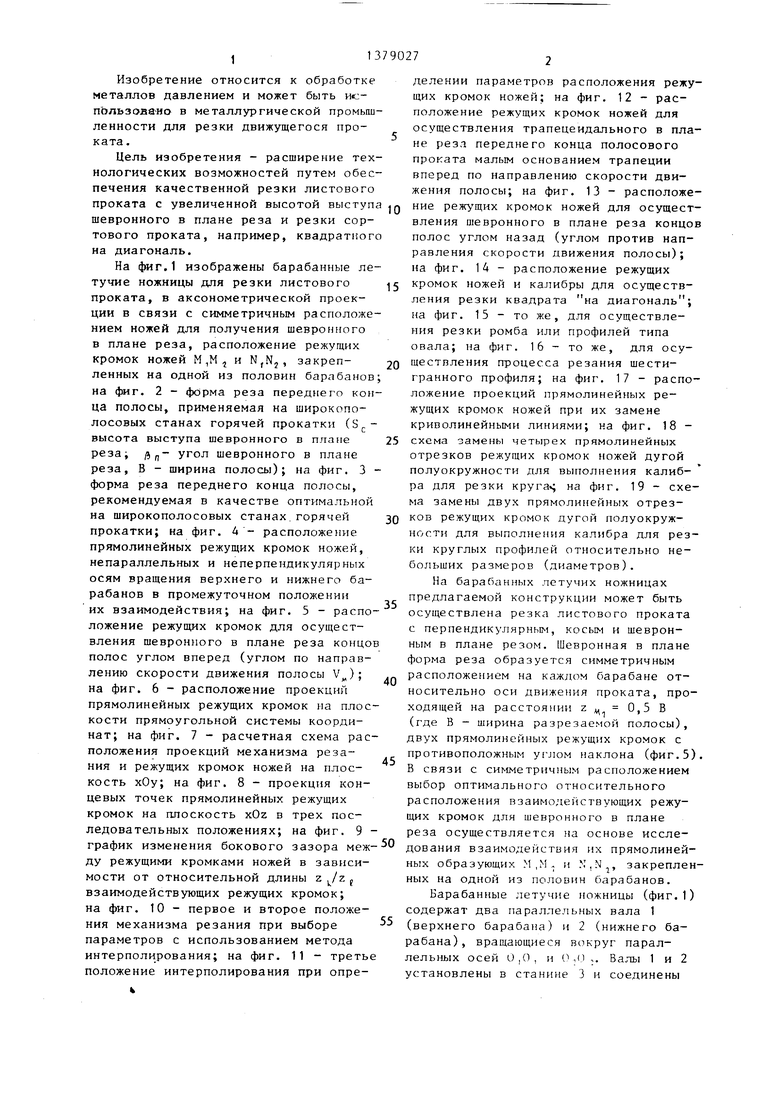
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |
| Барабанные летучие ножницы | 1979 |
|
SU829356A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| НОЖИ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА ЛЕТУЧИМИ НОЖНИЦАМИ | 1971 |
|
SU303151A1 |
| Барабанные летучие ножницы | 1990 |
|
SU1803280A1 |
| Летучие ножницы | 1985 |
|
SU1287990A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| Летучие ножницы | 1979 |
|
SU854619A1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| ИЗМЕЛЬЧИТЕЛЬ БАРАБАННЫЙ | 2005 |
|
RU2312707C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в металлургической про- мьшленности для резки движущегося проката. Цель изобретения - расширение технологических возможностей летучих ножниц. Взаимное расположение при проектировании взаимодействующих отрезков режущих кромок (ВОРК) « переднего 5 и , заднего 6 ножей выбрани тэким, что помимо беззазорного контактирования концевых точек Mj, N и М„ N, в двух положениях барабанов обеспечивается также беззазорное контактирование точек ВОРК, лежащих между концевыми точками и отстоящих от них на расстоянии 0,2- . 0,9 длины ВОРК. В этом положении линии, проведенные через концевые точки N, М, и N,, М параллельны между собой исходя из условия компланарности. Учитывая, что боковой зазор между ВОРК не зависит от длины ВОРК вдоль оси барабанов, возможны различные конструктивные варианты сочетаний присоединения ВОРК, обеспечивающих выполнение калибров ножей для резки квадрата на диагональ, шестигранника, ромба, а также овала и круга после замены ВОРК на криволинейных участках. 1 з.п. ф-лы, 19 ил. (Л ХЧ fpu.f
зависиZ,/Zf
ду режущими кромками ножей в мости от относительной длины взаимодействующих режущих кромок; на фиг. 10 - первое и второе положения механизма резания при выборе параметров с использованием метода интерполирования; на фиг. 11 - треть положение интерполирования при опреN,N,j, закреплен5
ных образующих М,М , и
ных на одной из половин барабанов.
Барабанные летучие ножницы (фиг.1) содержат два параллельных вала 1 (верхнего барабана) и 2 (нижнего барабана), вращающиеся вокруг параллельных осей 0,0, и (),(. ,. Валы 1 и 2 установлены в станине 3 и соединены
между собой замыкающей зубчатой передачей 4 с 11ередаточным отношением i,.L -1 и межосевым расстоянием А. На валах 1 и 2 жестко закреплены верх НИИ 5 и нижний 6 ножи соответственно Один из валов, например вал 2, соединен с приводом (не показан). Валы 1 и 2 вращаются в противоположных нап равлениях с угловыми скоростями ы, и ы, соответственно, связанных зависимостью W, i ,j 2 . Ножи 5 и 6 выполнены с режупд1ми кромками М ,М и N,N расположенными на линиях, проектирующихся на плоскость перпендикулярную осям , и 0,0 вращения барабанов 1 и 2, в виде прямолинейных отрезков и N ,N,, ограниченных концевыми точками М , М и N , N Нож 5, закрепленный на верхнем валу 1, является передним, а нож 6, закрепленный на нижнем валу 2, задним по направлению перемещающегося со , скоростью V разрезаемого проката (фиг, 6 и 7).
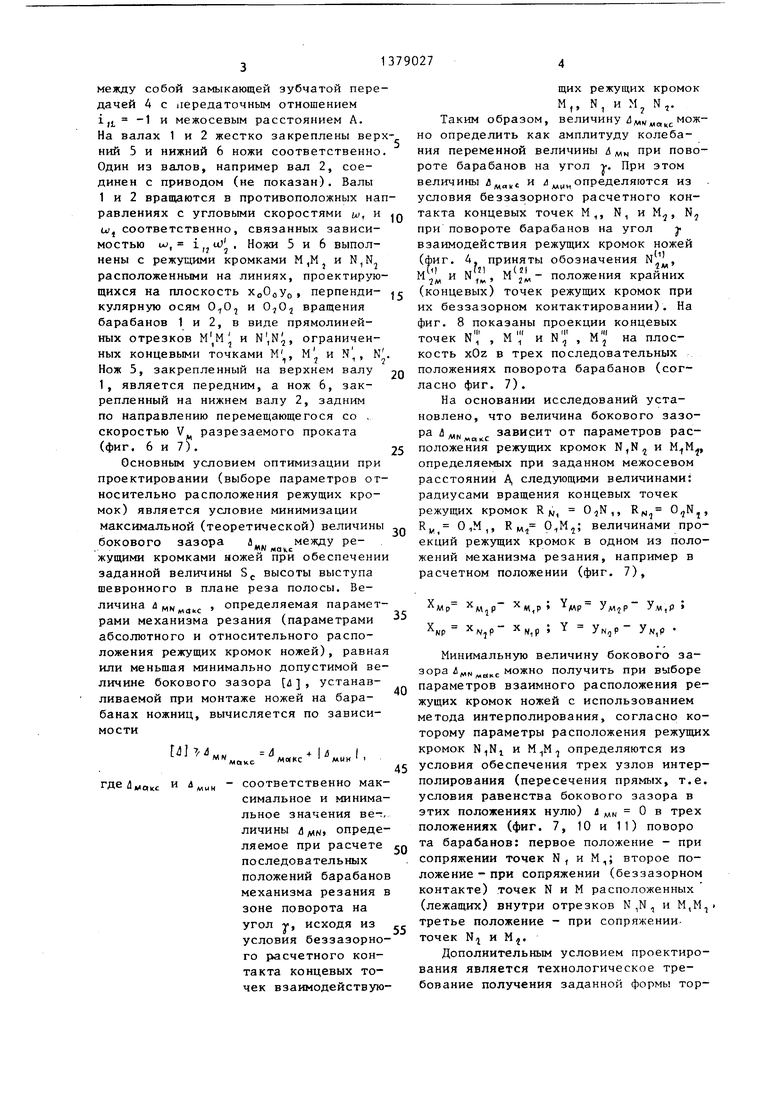
Основным условием оптимизации при проектировании (выборе параметров относительно расположения режущих кромок) является условие минимизации максимальной (теоретической) величины бокового зазора л„„ между ре, MN такс
жущими кромками ножей при обеспечении заданной величины Sj. высоты выступа шевронного в плане реза полосы. Величина и определяемая параметрами механизма резания (параметрами абсолютного и относительного расположения режущих кромок ножей), равная или меньшая минимально допустимой величине бокового зазора 4, устанавливаемой при монтаже ножей на барабанах ножниц, вычисляется по зависимости
ш /,
ммкс мин 1
де/1 кокс и
соответственно максимальное и минимальное значения вет, личины и уйм определяемое при расчете последовательных положений барабанов механизма резания в зоне поворота на угол , исходя из условия беззазорного расчетного контакта концевых точек взаимодействующих режущих кромок М,, N, и М N..
Таким образом, величину з можно определить как амплитуду колебания переменной величины 4 м при повороте барабанов на угол -у. При этом величины /)„„„ и л определяются из условия беззазорного расчетного кон
такта концевых точек М,, N, и М, N при повороте барабанов на угол f взаимодействия режущих кромок ножей
(фиг. 4, приняты обозначения N
(И 2м
,()
,(21
(1) /и
М , И , положения крайних (концевых) точек режущих кромок при их беззазорном контактировании). На фиг. 8 показаны проекции концевых
%т И , |(( ., III , Ml
точек N, ,М иN,MJ на плоскость xOz в трех последовательных положениях поворота барабанов (согласно фиг. 7).
На основании исследований установлено, что величина бокового зазора & ми„ с зависит от параметров расположения режущих кромок N,Nj и , определяемых при заданном межосевом расстоянии Д следующими величинами: радиусами вращения концевых точек режущих кромок R j, ,, RN O/jN, RH, OiM,, R M{ величинами проекций режущих кромок в одном из положений механизма резания, например в расчетном положении (фиг. 7),
Мр
X
NP
Mjp , мр УМ,Р
Hjf Nip УМ,Р
0
5
0
5
Минимальную величину бокового зазора можно получить при выборе параметров взаимного расположения режущих кромок ножей с использованием метода интерполирования, согласно которому параметры расположения режущих кромок N,NI и определяются из условия обеспечения трех узлов интерполирования (пересечения прямых, т.е. условия равенства бокового зазора в этих положениях нулю) л ;у,м О в трех положениях (фиг. 7, 10 и 11) поворо та барабанов: первое положение - при сопряжении точек N и М,; второе положение - при сопряжении (беззазорном контакте) точек N и М расположенных (лежащих) внутри отрезков N iN , и М,М,. третье положение - при сопряжении. точек N,j и М.
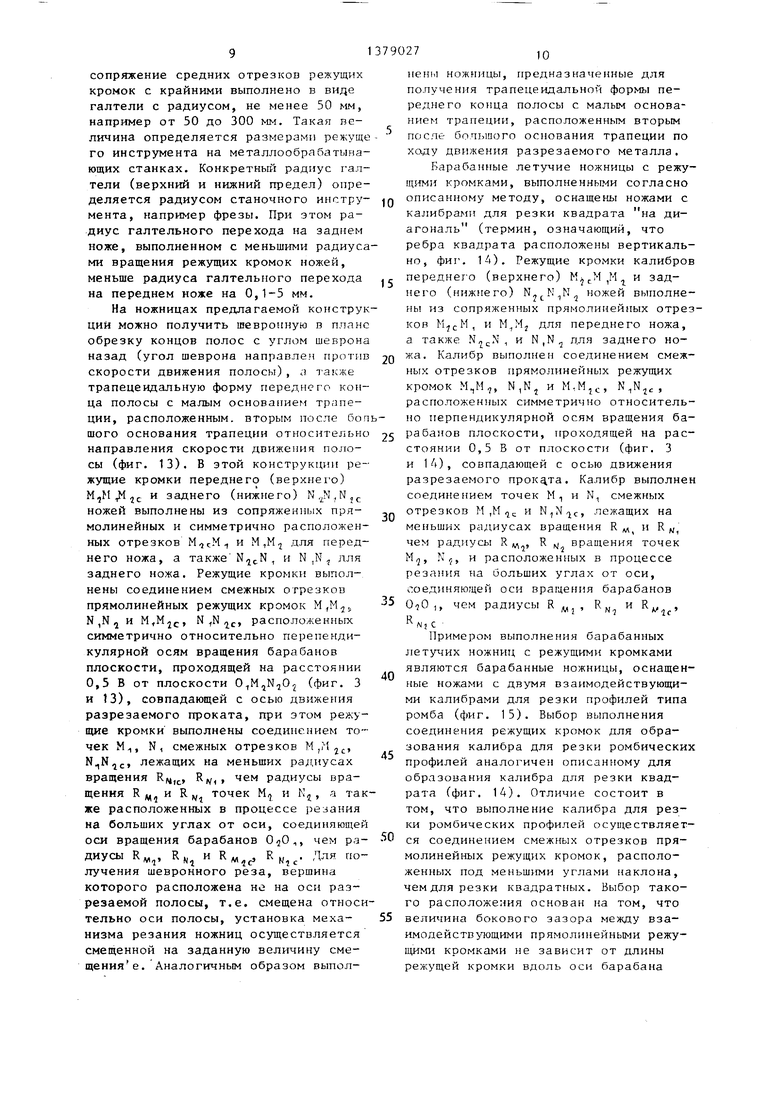
Дополнительным условием проектирования является технологическое требование получения заданной формы торца полосы в месте реза. Например, для летучих ножниц, предназначенных для обрезки переднего конца подката на широкополосовых станах, таким требованием является получение заданной высоты выступа S шевронного в плане реза (фиг. 2 и 3).
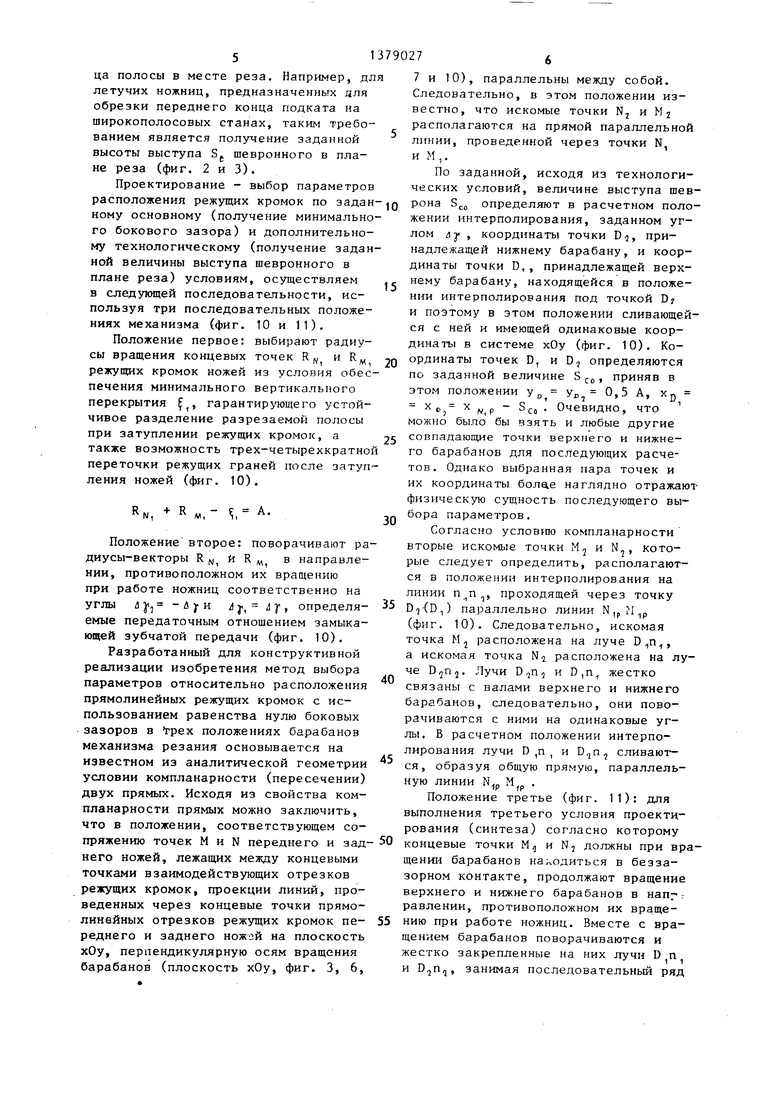
Проектирование - выбор параметров расположения режущих кромок по заданному основному (получение минимального бокового зазора) и дополнительному технологическому (получение заданной величины выступа шевронного в плане реза) условиям, осуществляем в следующей последовательности, используя три последовательных положе
10 и 11), выбирают радиу- RW. и R,
ниях механизма (фИг. Положение первое:
сы вращения концевых точек г п ix режущих кромок ножей из условия обеспечения минимального вертикального перекрытия f, гарантирующего устойчивое разделение разрезаемой полосы при затуплении режущих кромок, а также возможность трех-четырехкратно переточки режущих граней после затупления ножей (фиг. 10).
S,
N,
+ R
V,
А.
Положение второе: поворачивают радиусы-векторы R f и R д,, в направлении, противоположном их вращению при работе ножниц соответственно на углы -Луи , определя емые передаточным отношением замыкающей зубчатой передачи (фиг. 10).
Разработанный для конструктивной реализации изобретения метод выбора параметров относительно расположения прямолинейных режущих кромок с использованием равенства нулю боковых зазоров а грех положениях барабанов механизма резания основывается на известном из аналитической геометрии условии компланарности (пересечении) двух прямых. Исходя из свойства компланарности прямых можно заключить, что в положении, соответствующем сопряжению точек М и N переднего и заднего ножей, лежащих между концевыми точками взаимодействующих отрезков режущих кромок, проекции линий, проведенных через концевые точки прямолинейных отрезков режущих кромок переднего и заднего ножей на плоскость хОу, перпендикулярную осям вращения барабанов (плоскость хОу, фиг. 3, 6,
-
Q
7 и 10), параллельны между собой. Следовательно, в этом положении известно, что искомые точки Nj и Mj располагаются на прямой параллельной линии, проведенной через точки N, и М,.
По заданной, исходя из технологических условий, величине выступа шеврона 8„ определяют в расчетном положении интерполирования, заданном углом а-у , координаты точки D/; принадлежащей нижнему барабану, и координаты точки D,, принадлежащей верхнему барабану, находящейся в положении интерполирования под точкой D и поэтому в этом положении сливающейся с ней и имеющей одинаковые координаты в системе хОу (фиг. 10). Ко25
2Q ординаты точек D, и О, определяются по заданной величине S (-(,, приняв в
этом
Хр,
можно совпадающие
УО, У1., А, р - SCD . Очевидно, что было бы
Хп
D
положении
X
п, г
ВЗЯТЬ и любые другие точки верхнего и нижне-
2530
35
40
45
55
50
го барабанов для последующих расчетов. Однако выбранная пара точек и их координаты болае наглядно отражают физическую сущность последующего выбора параметров.
Согласно условюо компланарности вторые искомые точки М,; и N, которые следует определить, располагаются в положении интерполирования на линии , проходящей через точку D7 (D,) параллельно линии N, (фиг. 10). Следовательно, искомая точка Мj расположена на луче , а искомая точка N расположена на луче . Лучи и D,n жестко связаны с валами верхнего и нижнего барабанов, следовательно, они поворачиваются с ними на одинаковые углы. В расчетном положении интерполирования лучи D ,п , и , сливаются, образуя общую прямую, параллельную линии .
Положение третье (фиг. 11): для выполнения третьего условия проектирования (синтеза) согласно которому концевые точки М,; и N, должны при вращении барабанов находиться в беззазорном контакте, продолжают вращение верхнего и нижнего барабанов в нап равлении, противоположном их вращению при работе ножниц. Вместе с вращением барабанов поворачиваются и жестко закрепленные на них лучи D п и D,n, занимая последовательный ряд
положений и пересекаясь по некоторой кривой, являющейся геометрическим местом расположения точек N и М.. Следовательно, геометрическим местом семейства точек N, и М,, находящимся в безэазорном контакте, является линия пересечения лучей и , при нахождении ими последовательных положений. Если известны координату точек пересечения линий и D,n,j, то известны и соответствующие координаты точек N 2 и М 2, соответствующие этим координатам радиусы вращения R/ и К, указанных точек. Следовательно, по заданному из условия обеспечения качественного процесса резания требованиям (беззазорного контакта точек N и М,, вертикального перекрытия , точек М и N ре- жущик кромок MjMj и N,Nj или заданным радиусам вращения точек режущих кромок R MI и RM,) вычисляются координаты точек Mj и N. Таким образом, задача по проектированию располо- жения режущих кромок ножей, т.е. определению координат концевых точек М, N, и Mj, N J по трем положениям беззазорного контактирования решена.
Разработанный метод проектировани обеспечивает определение параметров расположения режупщх кромок механизма резания летучих ножниц в трех вариантах: по заданной величине радиуса R / R, по заданной величине радиуса R н( R, по заданной величине вертикального перекрытия точек М и NI режущих кромок ножей. С этой целью на каждом шаге расчета вычисляются величины
RN, RI- RM-I
RM,- RN,- А
м,
и при выполнении условия, соответствующего выбранному варианту проектирования
0 4R, EPS; О AR, EPS; О ( .EPS,
где EPS - заданная точность расчета. 50 в зависимости от принятого варианта выбора параметров, расчет оканчивается.
Ножницы работают следующим образом.55
От привода ножниц вращение передается валу 2 нижнего барабана, а затем через зубчатую передачу 4 ваг 0 5
-.
0
5
0
5
лу 1 верхнего барабана. Валы 1 и 2 с закрепленными на них ножами 5 и 6 вращаются в противоположных направлениях.
На каждом обороте валов 1 и 2, вращающихся вокруг осей 0,0, и ,, осуществляется процесс резания движущегося проката, при этом происходит взаимодействие режущих кромок и верхнего 5 и нижнего 6 ножей.
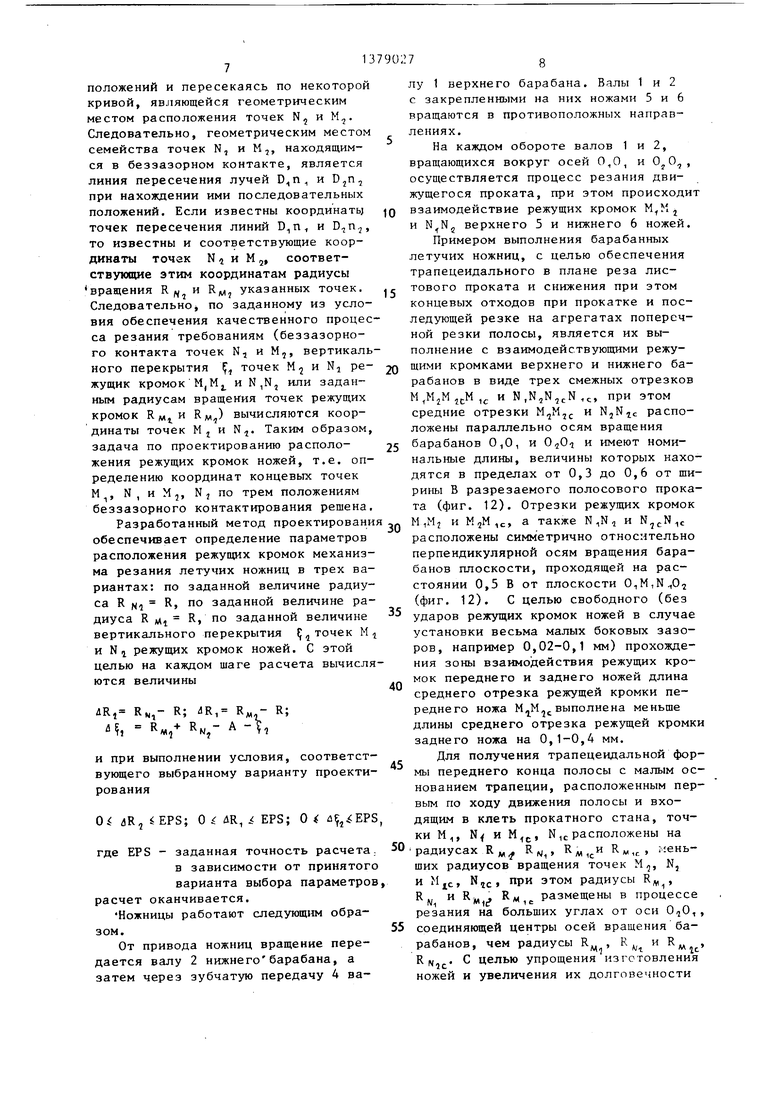
Примером выполнения барабанных летучих ножниц, с целью обеспечения трапецеидального в плане реза листового проката и снижения при этом концевых отходов при прокатке и последующей резке на агрегатах поперечной резки полосы, является их выполнение с взаимодействующими режущими кромками верхнего и нижнего барабанов в виде трех смежных отрезков M,MjMjj.M,j- и N,N,N,rN,c при этом средние отрезки М,М, и расположены параллельно осям вращения барабанов 0,0, и O-jO и имеют номинальные длины, величины которых находятся в пределах от 0,3 до 0,6 от ширины В разрезаемого полосового проката (фиг. 12). Отрезки режущих кромок М iMj и MjM,;, а также и расположены симметрично относительно перпендикулярной осям вращения барабанов плоскости, проходящей на расстоянии 0,5 В от плоскости , (фиг. 12). С целью свободного (без ударов режущих кромок ножей в случае установки весьма малых боковых зазоров, например 0,02-0,1 мм) прохождения зоны взаимодействия режущих кромок переднего и заднего ножей длина среднего отрезка режущей кромки переднего ножа М М выполнена меньше длины среднего отрезка режущей кромки заднего ножа на 0,1-0,4 мм.
Для получения трапецеидальной формы переднего конца полосы с малым основанием трапеции, расположенным первым по ходу движения полосы и входящим в клеть прокатного стана, точки М,, Nf и , N,с расположены на радиусах R, R , RA,,и R«,, ;.:ень- ших радиусов вращения точек М, N, и , NJC, при этом радиусы R, R HJ и Rjj, . м,,. размещены в процессе резания на больших углах от оси ,, соединяющей центры осей вращения барабанов, чем радиусы R., , R ,, и R.. ,
fv-t ni
RN. С целью упрощения изготовления ножей и увеличения их долговечности
сопряжение средних отрезков режущих кромок с крайними выполнено в виде галтели с радиусом, не менее 50 мм, например от 50 до 300 мм. Такая величина определяется размерами режуще го инструмента на металлообрабаты.ва- ющих станках. Конкретный радиус галтели (верхний и нижний предел) определяется радиусом станочного инструмента, например фрезы. При этом радиус галтельного перехода на заднем ноже, выполненном с меньшими радиусами вращения режущих кромок ножей, меньше радиуса галтельного перехода на переднем ноже на 0,1-5 мм.
На ножницах предлагаемой конструкций можно получить шевронную в плане обрезку концов полос с углом шеврона назад (угол шеврона направлен против скорости движения полосы) , ii также трапецеидальную форму переднего конца полосы с малым основанием трапеции, расположенным, вторым после боп шого основания трапеции относительно направления скорости движения полосы (фиг. 13). В зтой конструкции режущие кромки переднего (верхнего) и заднего (нижнего) 3,iM,Nj ножей выполнены из сопряженных прямолинейных и симметрично расположенных отрезков и М,М для перед
него ножа, а также
NacN
и N .N ,, для
заднего ножа. Режущие кромки выполнены соединением смежных отрезков прямолинейных режущих кромок М,М,,5 N ,N ,j и M,Mjc, N ,N ;j. расположенных симметрично относительно перепенди- кулярной осям вращения барабанов плоскости, проходящей на расстоянии 0,5 В от плоскости (фиг. 3 и 13), совпадающей с осью движения разрезаемого проката, при этом режущие кромки выполнены соединением точек М, N, смежных отрезков М,М, лежащих на меньших радиусах
N,N,c, вращения щення R
R
MIC KVI t чем радиусы
MI NI
точек MO
Ч
вра- a так
же расположенных в процессе резания на больших углах от оси, соединяющей оси вращения барабанов 0/20,, чем радиусы R, R и R R|. Для получения шевронного реза, вершина которого расположена не на оси разрезаемой полосы, т.е. смещена относительно оси полосы, установка меха- низма резания ножниц осуществляется смещенной на заданную величину смещения е. Аналогичным образом выпол
0
r
нешл ножницы, предназначенные для получения трапецеидальной формы переднего конца полосы с малым основанием трапеции, расположенным вторым после большого основания трапеции по ходу движения разрезаемого металла.
Барабанные летучие ножницы с режущими кромками, выполненными согласно описанному методу, оснащены ножами с калибрами для резки квадрата на диагональ (термин, означающий, что ребра квадрата расположены вертикально, фиг. 14). Режущие кромки калибров переднег о (верхнего) и заднего (нижнего)
М „ ножей выполне05
0
ны из сопряженных прямолинейных отрезков MjcM, и M,Mj для переднего ножа, а также N,, , и N,N,j для заднего ножа. Калибр выполнен соединением смежных отрезков прямолинейных режущих кромок ,, N,Nj и M.Mjc N1, расположенных симметрично относительно перпендикулярной осям вращения барабанов плоскости, проходящей на расстоянии 0,5 В от плоскости (фиг. 3 и 1А), совпадающей с осью движения разрезаемого проката. Калибр выполнен соединением точек М, и N смежных отрезков М ,М j- и N,, лежащих на меньших радиусах вращения R д и R чем радиусы R , R вращения точек М, N, и расположенных в процессе резания на больших углах от оси, соединяющей оси вращения барабанов
0
5
0
5
R
N,
и R
ic
0,0 ,, чем радиусы R
с
Примером выполнения барабанных
летучих ножниц с режущими кромками являются барабанные ножницы, оснащенные ножами с двумя взаимодействующими калибрами для резки профилей типа ромба (фиг. 15). Выбор выполнения соединения режущих кромок для образования калибра для резки ромбических профилей аналогичен описанному для образования калибра для резки квадрата (фиг. 14). Отличие состоит в том, что выполнение калибра для резки ромбических профилей осуществляется соединением смежных отрезков прямолинейных режущих кромок, расположенных под меньшими углами наклона, чем для резки квадратных. Выбор такого расположения основан на том, что величина бокового зазора между взаимодействующими прямолинейными режу- щиш кромками не зависит от длины режущей кромки вдоль оси барабана
(соответственно координаты z., и z). тсюда следует, что длина режущей кромки может быть взята равной стороне разрезаемого ромбического профиля без изменения величины бокового зазора, определенного для случая резки листового (полосового) проката. При уменьшении длины режущей кромки и сохранении неизменными величин Y,y YN,- YN, ; Y, y увеличен угол наклона режущих кромок, величины которых принимаются соответствующими наклону сторон профиля разрезаемого сечения.
Кроме резки квадрата на диагональ, предлагаемая конструкция барабанных летучих ножниц может быть эффективно применена для резки шестигранного профиля ножами с двумя взаимодействующими калибрами (фиг. 16). Режущие кромки переднего (верхнего) M, и заднего (нижнего) ,N,(-Njc ножей выполнены из сопряенных отрезков MjM, , М с ЛЯ переднего ножа, а также ,, , NicN7 : ДЛЯ заднего ножа. Калибр образован (выполнен) соединением трех смежных отрезков прямолинейных резкущих кромок, при этом средние отрезки , и N, расположены параллельно осям вращения барабанов
0,0,
и о 2 о,, а также имеют длины.
соответствующие стороне разрезаемого естигранного профиля. Отрезки реущих кромок MjMi и М,., а также NiN 1 и расположены симметрично относительно перпендикулярной осям вращения барабанов плоскости, проходящей на расстоянии 0,5 В от плоскости OjMjNjO, (фиг. 16). Выбор расположения отрезков режущих кромок описан. Особенностью выполнения каибров ножей барабанов летучих ножниц для резки шестигранного профиля является .то, что средние прямолинейные отрезки калибров, параллельно осям вращения барабанов, соединяются с точками М ,, и N,, N,. лежащими на меньших радиусах вращения RM,, КАЛ,с. R/V1, R N,,: чем радиусы ,, вращения точек М2, N, и расположенными в процессе (зоне) резания на больших углах от оси, соединяющей оси вращения барабанов OiOi, чем радиусы Кдл,, R N-jc R NV NIC- целью свободного (без ударов режущих кромок ножей) прохождения зоны взаимоействия режущих кромок переднего
5
0
5
0
5
0
5
0
5
и заднего ножей длина среднего отрезка режущей кромки переднего ножа выполнена меньше среднего отрезка N,N режущей кромки заднего ножа на 0,1-0,4 мм.
При использовании предлагаемой конструкции барабанных летучих ножниц для резки профильного проката, например овала или круга, взаимодействующие, сопрягаемые прямолинейные отрезки режущих кромок заменяются криволинейными линиями, например частями окружностей, .проходящими через концевые точки заменяемых прямолинейных отрезков (фиг. 17). При этом с целью уменьшения боковых зазоров между ззаимодер1ствующими режущими кромками каждый из калибров первоначально проектируется в виде нескольких прямолинейных отрезков, например четырех для случая резки круга больших размеров, например, диаметром 80- 140 мм (фиг. 18), а затем заменяется кривой (полуокружностью), проходящей через сопрягаемые точки М,, М, М и N,, N,, N,, смежных отрезков. В частном случае, например диаметром до 60 мм, заменяющая кривая выполняется в виде полуокружности (фиг. 19). Пример замены прямолинейных отрезков режущих кромок на криволинейные с целью образования калибров для резки профилей типа овала показан на фиг. 15 пунктирными линиями.
Формула изобретения
фиг.
ки выполнены в виде трех смежных участков, при этом средние участки режущих кромок параллельны осям барабанов, равны между собой и вьтол- нены длиной 0,3-0,6 длины рабочей части барабанов вдоль осей их вращения, а боковые участки режущих кромок расположены наклонно и симметрично относительно плоскости, перпендикулярной осям барабанов и проходящей через середину средних участков.
фиг.З
Фиг. 5
о
риг,6
HlMip
Фиг.7
Си.
fit 4t f t
X
A5/%J hm.A
Фиг. 10
а
п
X
Фиг. II
в
фиг. 1Z.
№:/J
ut. /4
ua.lS
фиг.П
Тгс
Л .
fC
U2.18
м,
Mtc
ffl
ф1/г.Г9
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 0 |
|
SU264121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
