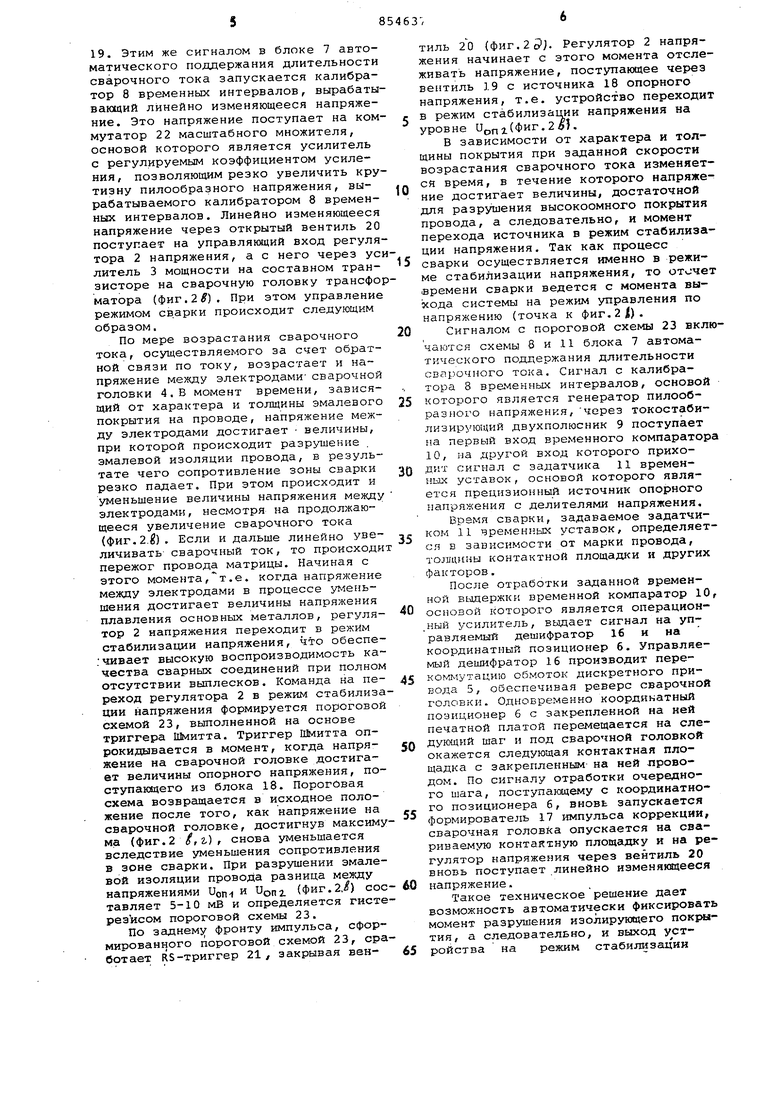
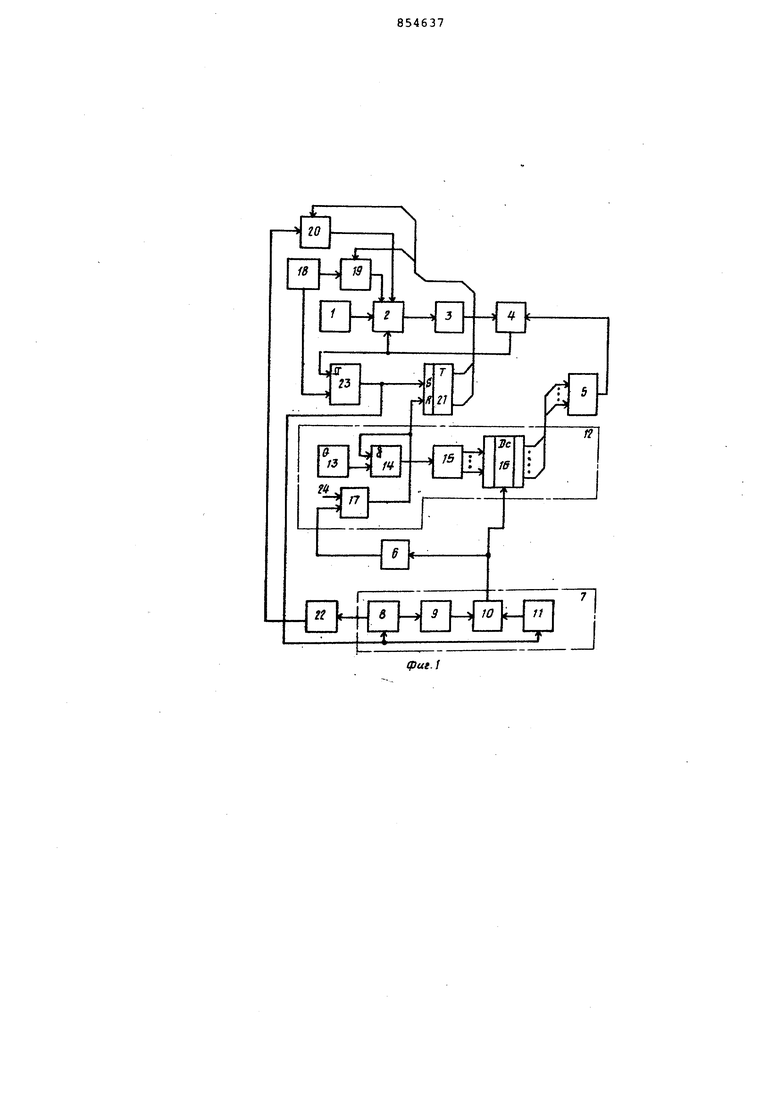
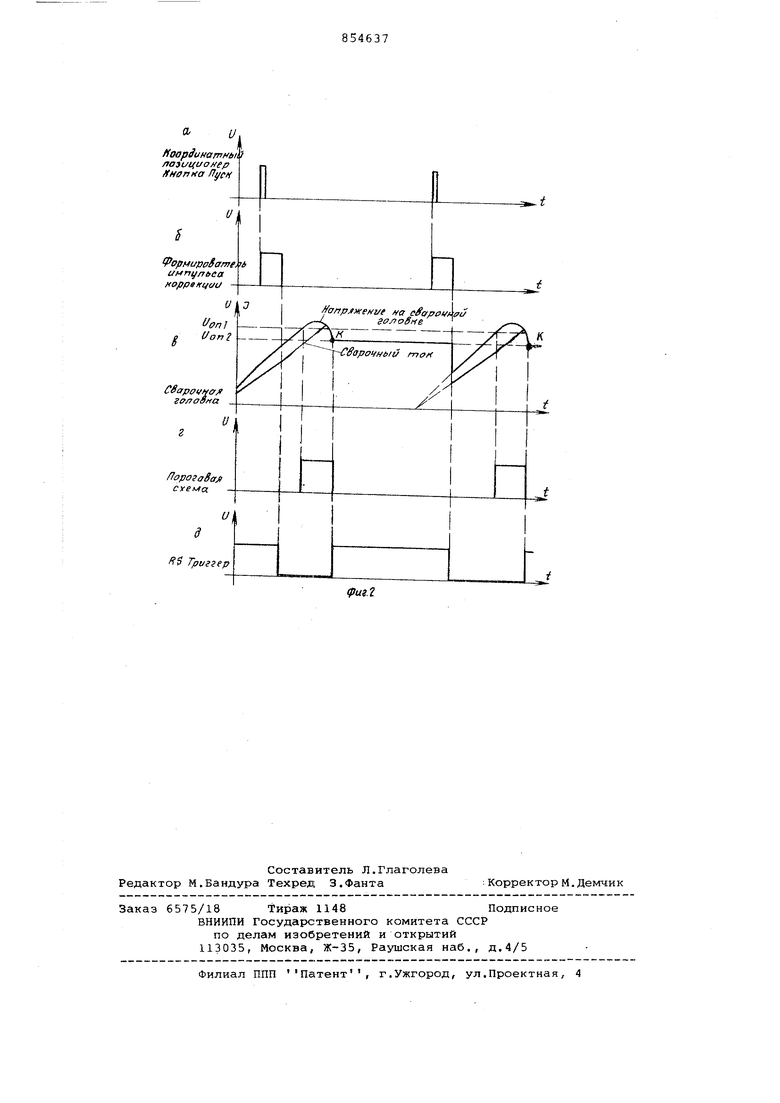
(54) УСТРОЙСТВО ДЛЯ ПРИВАРКИ ПРОВОЛОЧНЫХ Изобретение относится к технологии производства радиоаппаратуры и может быть использовано для монтажа на печатные платы матриц запоминающих устройств, выполненных из изолированного микропровода. Известно устройство для управления сваркой, содержащее систему управлени подачей электрода и систему поддержания постоянного периода горения ду-t ги 1 . Однако оно не может быть использовано для приварки проволочных выводов так как поддержание стабильного сварочного тока за счет регулирования скорости подачи электрода является неэффективным из-за малого диаметра провода и небольших размеров контактной площадки на печатной плате. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, содеря ащее силовой блок с накопительной емкостью, через регулятор напряжения и усилитель мощности соединенный со сварочной головкой, контуром обратной связи, соединенной с регулятором напряжения, третий вход которого через вентиль соединен с выходом источника опорного напряжения, блок ВЫВОДОВ автоматического поддержания длительности сварочного тока, содержащий калибратор временных интервалов, через токостабилизирующий двухполюсник соединенный с временным компаратором, другой вход которого соединен с задатчиком временных уставок, координатный позиционер, вход которого соединен с выходом временного компаратора, триггер, выходы которого соединены со вторыми входами двух вентилей 2J . Известное устройство, оснащенное только блоками автоматического поддержания напряжения на сварочной головке и устройствами управления . длительностью сварочного тока, недостаточно надежно при работе с проволочными выводами, имеющими изоляционное покрытие. При поддержании между электродамиг величины напряжения, достаточного для плавления основного металла, ток сварки вследствие большого электрического сопротивления покрытия провода оказывался очень мал и не приводил к разрушению покрытия и соединению микропровода с печатной платой. Повышение напряжения до велрчины, достаточной для разрушения высокоомного покрытия, приводит к значительным выплескам, так как ток после разрушения изоляционного покры тия провода возрастает до недопустимей для данных материалов величины, ; Цель изобретения повышение качества сварки. Поставленная цель достигается тем что в устройство для приварки проволочных выводов, содержащее привод сварочной головки, силовой блок с накопительной емкостью, подключенный через последовательно соединенные ре гулятор напряжения и усилитель мошнфсти к сварочной головке, контур об ратной связи, подключенный к регулятору напряжения, к одному из входов кбторого через первый вентиль подклю чф.н источник опорного напряжения, триггер и координатный позиционер, вход которого соединен с выходом вре менного компаратора блока автомати - чрского по;дцержания длительности сва рочного тока, а блок автоматического поддержания длительности сварочного трка содержит последовательно соединенные калибратор времен 1ых интервалов, временной компаратор, токостаби лизирующий двухполюсник и задатчик временных уставок, причем другой выход калибратора временных интервс1лов через второй вентиль подключен к ..регулятору напряжения, введены комму татор масштабного множителя, второй к;онтур обратной связи с пороговьм элементом и блок коррекции давления, причем выход последнего соединен с г риводом сварочной головки, второй его выход соединен с входом триггера,а два входа блока коррекции дав4ения соединены соответственно с выходом координатного позиционера и с выходом временного компаратора блока 4втоматического поддержания длительности импульса, другой выход последйего через коммутатор масштабного множителя подключен ко второму венtviToo, входы порогового элемента соединены соответственно со вторым выходом источника опорного напряжения И со сварочной головкой, а выход порогового элемента соединен с входом триггера и входами калибратора временных интервалов и задатчика временных уставок. Блок коррекции давления выполнен из фо1 1ирователя импульсов коррекции йускового блока и последовательно соединенных генератора импульсов, схемы совпадения, счетчика импульсов и дешифратора, причем входы форм:ироВателя импульсов соединены соответственно с пусковым блоком и выходом координатного позиционера, а,его вы ход соединен со входом схемы совпаяения и триггером, при этом управляю щий вход дешифратора подключен к вы ходу временного компаратора, а его выход - к приводу сварочной головки На фиг,1 показана блок-схема предлагаемого устройства; на фиг.2 эпюры напряжений в узловых точках устройства. Устройство для приварки проволочньтх выводов содержит силовой блок 1 с накопительной емкостью, регулятор 2 напряжения, усилитель 3 мощности, сварочную головку 4 со сварочным трансформатором, дискретный привод 5 сварочной головки, координатный позиционер 6, блок 7 автоматического поддержания длительности сварочного тока, в который входят калибратор 8 временных интервалов, токостабилизиругощий двухполюсник 9, временной компаратор 10, задатчик 11 временных уставок, блок 12 коррекции давления, в который входят генератор 13, схема 14 совпадения, счетчик 15, управляемый дешифратор 16, формирователь 17 импульса коррекции, источник 18 опорного напряжения, вентиль 19, вентиль 20, триггер 21, коммутатор 22 масштабного множителя, пороговый элемент 23, пусковой блок 24. Устройство для приварки проволочных выводов работает следующим образом. Плата с закрепленной на ней матрицей запоминающего устройства устанавливается и закрепляется на /координатном позиционере б. С помощью спедиальной рамки {не показана) производится разводка и прижатие проволочных выводов матрицы на контактных площадках печатной платы. Первая контактная площадка платы с закрепленным на ней выводом матрицы запоминакядего устройства подводится под электроды сварочной головки 4. По сигналу Пуск пускового блока 24 в блоке 17 формирования импульса коррекции вырабатывается стробирующий импульс, открывающий схему 14 совпадения. Счетчик 15 по сигналам с генератора 13 производит отработку заданного формирователем 17 импульса коррекции количества шагов. Управляемый дешифратор 16 обеспечивает коммутацию в заданной последовательности обмоток дискретного привода. Давление сварочной головки 4 на микропровод и на вывод печатной ллаты регулируется электрически в блоке 12 за счет изменения длительности стробирующего импульса в схеме 17, что исключает механическую перенастройку сварочной головки в зависимости от толщины.печатной платы и диаметра провода. Кроме того, это позволяет регулировать необходимую величину осадки провода во время сварки для получения качественной сварки. Задним фронтом стробирующего импульса RS триггер 21 устанавливается в нулевое состояние (фиг.2Э), открывая вентиль 20 и закрывая вентиль
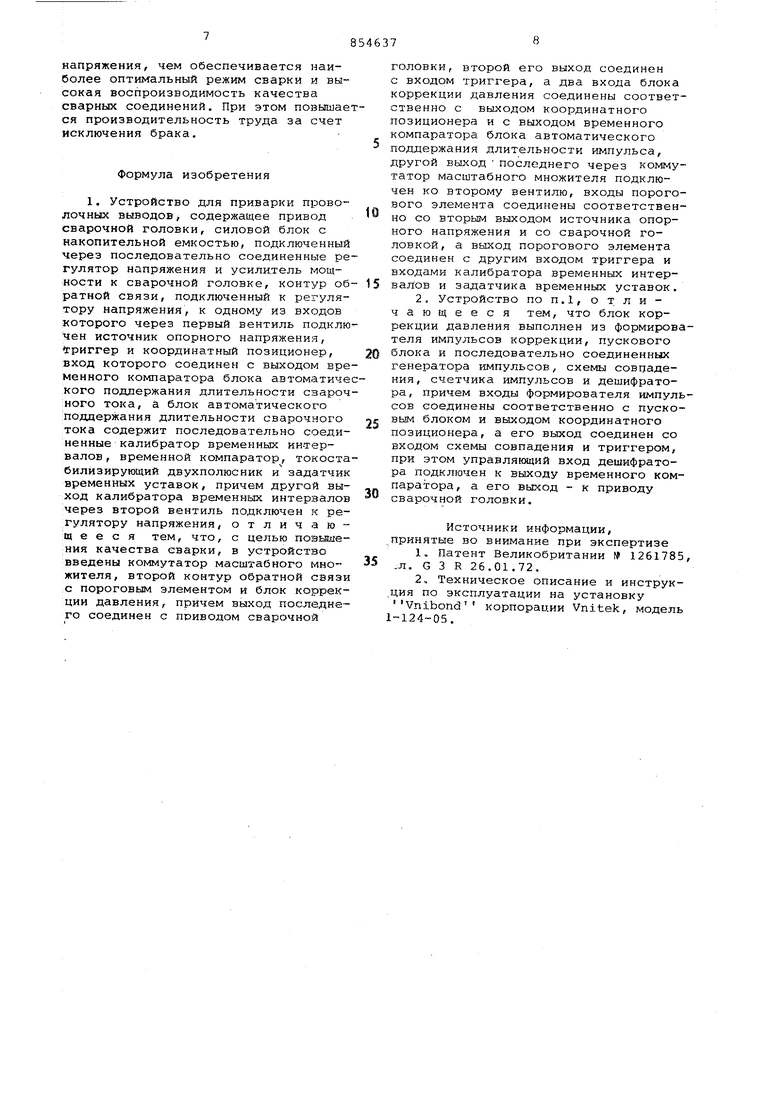
19. Этим же сигналом в блоке 7 автоматического поддержания длительности сварочного тока запускается калибратор 8 временных интервалов, вырабатывающий линейно изменяющееся напряжение. Это напряжение поступает на ком мутатор 22 масштабного множителя, основой которого является усилитель с регулируемым коэффициентом усиления, позволяющим резко увеличить крутизну пилообразного напряжения, вырабатываемого калибратором 8 временных интервалов. Линейно изменяющееся напряжение через открытый вентиль 20 поступает на управляющий вход регулятора 2 напряжения, а с него через услитель 3 мощности на составном транзисторе на сварочную головку трансфоматора (фиг.2#). При этом управление режимом св.арки происходит следующим образом.
По мере возрастания сварочного тока, осуществляемого за счет обратной связи по току, возрастает и напряжение между электродами сварочной головки 4,В момент времени, зависящий от характера и толщины эмалевого покрытия на проводе, напряжение между электродами достигает величины, при которой происходит разрушение эмалевой изоляции провода, в результате чего сопротивление зоны сварки резко Пс1дает, При этом происходит и уменьшение величины напряжения между электродами, несмотря на продолжающееся увеличение сварочного тока (фиг. 2.и). Если и дальше линейно уве личивать сварочный ток, то происходит пережог провода матрицы. Начиная с этого момента,т.е. когда напряй ение между электродами в процессе уменьшения достигает величины напряжения плавления основных металлов, регулятор 2 напряжения переходит в режим стабилизации напряжения, что обеспе:чивает высокую воспроизводимость качества сварных соединений при полном отсутствии выплесков. Команда на переход регулятора 2 в режигл стабилизации напряжения формируется пороговой схемой 23, выполненной на основе триггера ПЫитта. Триггер йЫитта опрокидывается в момент, когда напряжение на сварочной головке достигает величины опорного напряжения, поступающего из блока 18. Пороговая схема возвращается в исходное положение после того, как напряжение на сварочной головке, достигнув максимума (фиг.2 /, г.), снова уменьшается вследствие уменьшения сопротивления в зоне сварки. При разрушении эмалевой изоляции провода разница между напряжениями Uon-i и UOHX (фиг.2,/) соетавляет 5-10 мВ и определяется гистерезисом пороговой схемы 23.
По заднем / фронту импульса, сформированного пороговой схемой 23, сработает RS-триггер 21/ закрывая вентиль 20 (фиг.2 5}. Регулятор 2 напряжения начинает с этого момента отслеживать напряжение, поступающее через вентиль 19 с источника 18 опорного напряжения, т.е. устройство переходи в режим стабилизации напряжения на уровне иопг(Фиг .2бК
В зависимости от характера и толщины покрытия при заданной скорости возрастания сварочного тока изменяется время, в течение которого напряжение достигает величины, достаточной для разрушения высокоомного покрытия провода, а следовательно, и момент перехода источника в режим стабилизации напряжения. Так как процесс сварки осуществляется именно в режиме стабилизации напряжения, то отсче времени сварки ведется с момента выхода системы на режим управления по напряжению (точка к фиг.2|).
Сигналом с пороговой схемы 23 вклчаются схемы 8 и 11 блока 7 автоматического поддержания длительности сварочного тока. Сигнал с калибратора 8 временных интервалов, основой которого является генератор пилообразного напряжения, через токостабилизирующий двухполюсник 9 поступает на первый вход временного компаратор 10, на друхой вход которого прихоркг сигнал с задатчика 11 временных уставок, основой которого является прецизионный источник опорного напряжения с делителями напряжения.
Время сварки, задаваемое задатчиком 11 чременных уставок, определяется в зависимости от марки провода, толщины контактной площадки и других факторов.
После отработки заданной временной выдержки временной компаратор 10, основой KOTopo.ro является операцион.ный усилитель, выдает сигнал на управляемый дешифратор 16 и на координатный позиционер б. Управляемый дешифратор 16 производит перекоммутацию обмоток дискретного привода 5, обеспечивая реверс сварочной головки. Одновре.менно координатный позиционер 6 с закрепленной на ней печатной платой перемещается на следующий шаг и под сварочной головкоЯ окажется следующая контактная площадка с закрепленным- на ней лроводом. По сигналу отработки очередного шага, поступаквдему с координатного позиционера 6, вновь запускается формирователь 17 импульса коррекции, сварочная головка опускается на свариваемую контактную площадку и на регулятор напряжения через вентиль 20 вновь поступает линейно изменякадееся напряжение.
Такое техническое решение дает возможность автоматически фиксировать момент разрушения изолирующего noKi iтия, а следовательно, и выход устройства на режим стабилизации напряжения, чем обеспечивается наиболее оптимальный режим сварки и высокая воспроизводимость качества сварных соединений. При этом поззьлнает ся производительность труда за счет исключения брака. формула изобретения 1. Устройство для приварки проволочных выводов, содержащее привод сварочной головки, силовой блок с накопительной емкостью, подключенный через последовательно соединенные ре гулятор напряжения и усилитель мощности к сварочной головке, контур об ратной связи, подключенный к регулятору напряжения, к одному из входов которого через первый вентиль подклю чен источник опорного напряжения, триггер и координатный позиционер, вход которого соединен с выходом вре менного компаратора блока автоматиче кого поддержания длительности свароч ного тока, а блок автоматического поддержания длительности сварочного тока содержит последовательно соединенные калибратор временных ин-тервалов, временной компаратор, токоста билйзирующий двухполюсник и задатчик временных уставок, причем другой выход калибратора временных интервалов через второй вентиль подключен к регулятору напряжения, отличающ е е с я тем, что, с целью позыяения качества сварки, в устройство введены коммутатор масштабного множителя, второй контур обратной связи с пороговым злементом и блок коррекции давления, причем выход последнего соединен с приводом сварочной головки, второй его выход соединен с входом триггера, а два входа блока коррекции давления соединены соответственно с выходом координатного позиционера и с выходом временного компаратора блока автоматического поддержания длительности импульса, другой выход последнего через коммутатор масштабного множителя подключен ко второму вентилю, входы порогового элемента соединены соответственно со вторым выходом источника опорного напряжения и со сварочной головкой, а выход порогового элемента соединен с другим входом триггера и входами калибратора временных интервалов и задатчика временных уставок. 2, Устройство по п. 1, о т. л и чающееся тем, что блок коррекции давления выполнен из формирователя импульсов коррекции, пускового блока и последовательно соединенный генератора импульсов, схемы совпадения, счетчика импульсов и дешифратора, причем входы формирователя импульсов соединены соответственно с пусковым блоком и выходом координатного позиционера, а его выход соединен со входом схемы совпадения и триггером, при этом управляющий вход дешифратора подключен к выходу временного компаратора, а его выход - к приводу сварочной головки. Источники информации, принятые во внимание при экспертизе 1,Патент Великобритании № 1261785, .л. G 3 R 26.01.72. 2,Техническое описание и инструк.ция по эксплуатации на установку Vnibond корпорации Vnitek, модель 1-124-05.
а
Hoap8uHarnHi it 17озицио//ер ft но г к а nt/cfi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля металлизированных переходов печатной платы | 1985 |
|
SU1308955A1 |
| Устройство для контроля межслойных переходов печатной платы | 1980 |
|
SU947793A1 |
| Устройство для контроля качества межслойных соединений печатной платы | 1978 |
|
SU781722A1 |
| Устройство для контроля межслойных соединений печатных плат | 1986 |
|
SU1323987A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1815083A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ, УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ДУГИ И УСТРОЙСТВО ЗАЩИТЫ ОТ ПЕРЕГРУЗКИ ПО ТОКУ | 1994 |
|
RU2066605C1 |
| Электропривод переменного тока | 1988 |
|
SU1534737A1 |
opuuppfarnf импул1 са
fiOppe fftf(/Cj
anp MtfHi/f ffa efapoi/f:pij го ловив
Фиг.г
