Изобретение относится к автоматике, а именно к устройствам для автоматизации процессов сварки выводов обмотки якоря с коллектором электрической машины постоянного тока.
Цель изобретения - повышение производительности устройства для программного управления сварочным станком за счет увеличения процента выхода качественных изделий.
Введение в состав устройства второго элемента НЕ, ключа напряжения, задатчика тока дежурной дуги и датчика коллекторной пластины, содержащего лазерный излучатель и последовательно соединенные световода и фотоприемник с соответствующими связями, повышает качество изготавливаемых якорей. Введение средства позволяет осуществить модуляцию сварочного тока, при которой последний соответствует заданному значению, если под электродом находится коллекторная пластина, или току дежурной дуги, если под электродом находится изолятор между пластинами.
Дежурная дуга не прерывает работы источника постоянного тока, но недостаточна для осуществления сварки. Модуляцию тока осуществить по сигналам от датчика угла поворота якоря
С&
о 1
Од Јь
невозможно, так как имеется разброс геометрических размеров как коллекорных пластин, так и изоляторов межу ними. Применение датчика коллекорной пластины позволяет устранить зависимость от указанных погрешностей Выполнение датчика коллекторной пластины с помощью лазерного излучателя, световода и фотоприемника позволяет решать проблему сложности размещения каких-либо элементов в зоне сварки выводов обмотки якоря с коллектором.
Луч лазера направляется на коллекторную пластину, а отраженный луч по световоду вводится к фотоприемнику, при этом как источник лазерного излучения, так и фотоприемник находятся вне зоны сборки.
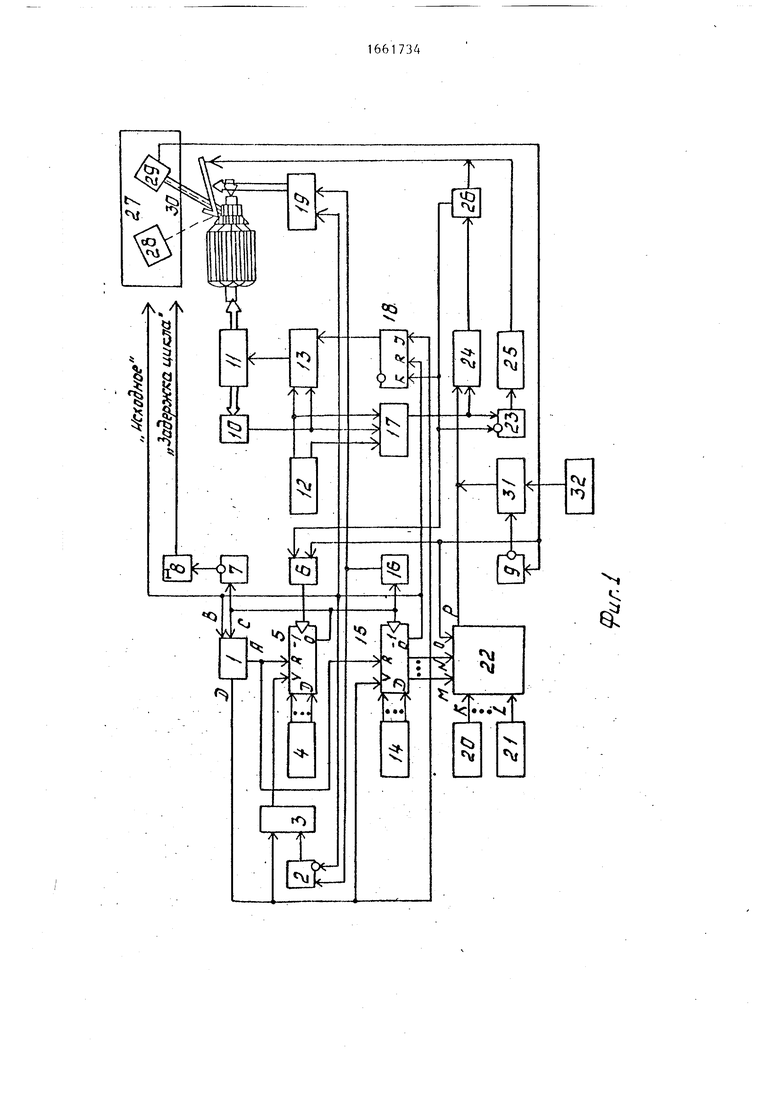
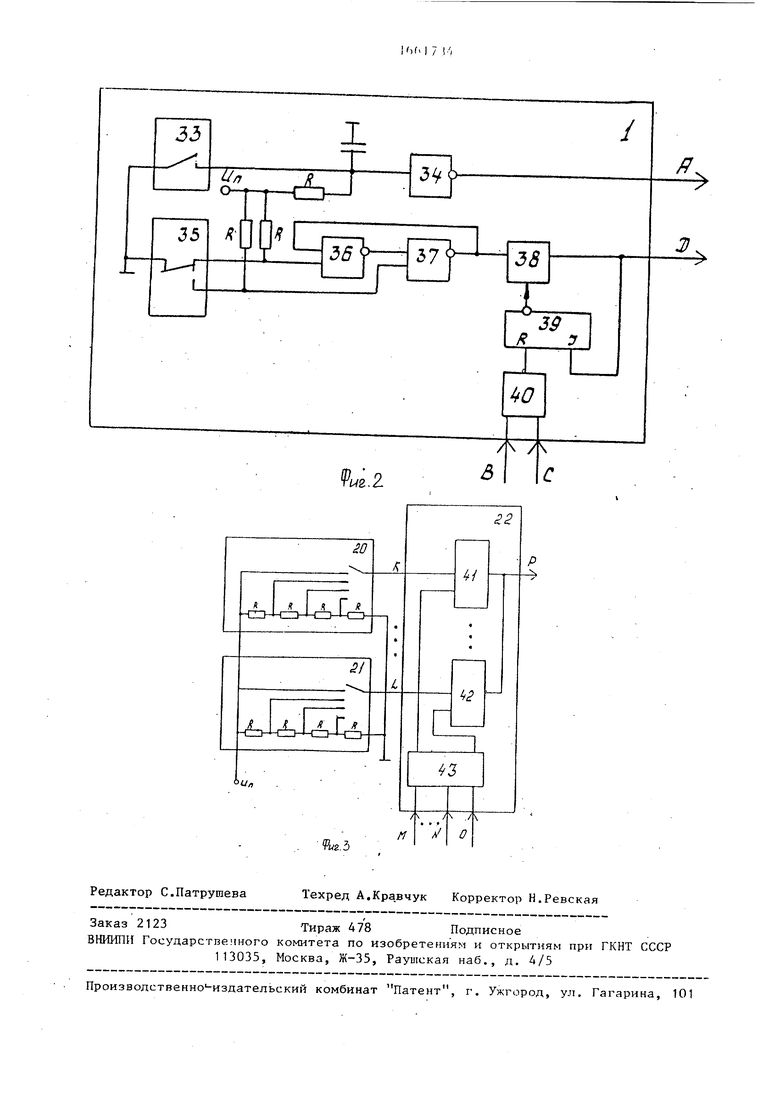
На фиг.1 изображена функциональная схема устройства, на фиг. 2 - функциональная схема блока запуска , на фиг. 3 - функциональная схема задат- чиков сварочного тока и мультиплек- icopa напряжения.
Устройство содержит блок 1 запуска, первый элемент ЗАПРЁТ 2, элемент ИЛИ 3, задатчик 4 угла поворота, первый счетчик 5 импульсов, элемент И 6, первый элемент НЕ 7, таймер 8, второй элемент НЕ 9, тахогенератор 10, электродвигатель 11 вращения шпинделя, эадатчик 12 скорости, регулятор 13 скорости, задатчик 14 количества слоев сварки, второй счетчик 15 импульсов, одновибратор 16, компаратор 17, триггер 18, привод 19 подачи электрода, задатчики 20 и 21 сварочного тока, мультиплексор 22 напряжения, второй элемент ЗАПРЕТ 23, источник 24 постоянного тока, устройство 25 поджига дуги, датчик 26 сварочного тока, датчик 27 коллекторной пластины, содержащий источник 28 лазерного излучения и последовательно соединенные фотоприемник 29 и световод 30, ключ 31 напряжения и задатчик 32 тока дежурной дуги.
Вал электродвигателя 11 вращения механически соединен с обрабатываемым изделием и валом тахогенератора 10.
Блок 1 запуска (фиг.2) содержит кнопку 33, элемент НЕ 34, кнопку 35, элементы И-НЕ 36 и 37, элемент И 38, триггер 39 и элемент И 40.
Кроме того мультиплексор 22 напряжения содержит (фиг.4) ключи 41 и 42 напряжения и дешифратор 43.
5
0
5
0
5
0
5
0
5
Информационные входы ключей, являющиеся первыми входами мупьтиплек- сора, соединены с выходами соответствующих задатчиков 20 и 21 сварочного тока, управляющие входы ключей - с выходами дешифратора 43, входы которого являются управляющими входами мультиплексора.
Устройство работает следующим образом.
Начальная установка устройства осуществляется импульсным сигналом который возникает на втором выходе (линия связи А, фиг.1 и 2) блока 1 запуска в момент включения устройства. Этот импульс поступает на входов сброса начальной установки первого 5 и второго 15 счетчиков импульсов, переводя их в нулевое состояние. Сигнал с нулевого выхода второго счетчика 15 импульсов устанавливает в исходное состояние привод 19 подачи электрода, триггер 18 и блок 1 запуска (по входу В, на вход С поступает сигнал с нулевого выхода первого счетчика 5), блокирует работу элемента ЗАПРЕТ 2 по второму входу, при этом с сигнального выхода устройства выдается сигнал Исходное.
Программа управления станком задается следующим образом: задат- чиком 12 скорости - величины минимальной и максимальной скоростей вращения шпинделя (якоря) при сварке; задатчиками 20, 21 сварочного тока - величины сварочного тока для каждого слоя (кольцевого шва), за- датчиком 32 тока дежурной дуги - величина тока дежурной дуги; задатчи- ком 4 угла поворота - количество сигналов от датчика 27 коллекторной пластины, соответствующее одному обороту шпинделя (якоря) при сварке} задатчиком 14 - количество слоев сварки (кольцевых швов).
В составе задатчиков 4 и 14 используются программные переключите- ли со встроенными преобразователями десятичного кода, в котором набирается информация, например в двоично- десятичный. При нажатии кнопки 35 производится пуск устройства, блок 1 формирует на первом выходе (линия связи Д) сигнал, который поступает через элемент ИЛИ 3 на вход записи первого счетчика 5 импульров, обеспечивая запись кода, поступаю
щего на его информационные входы от задатчика 4 угла поворота, на вход записи второго счетчика 15 импульсов, обеспечивая запись кода, поступающего на его информационные входы от задатчика 14 количества слоев сварки, на вход I установки в единичное состояние триггера 18.
Последний посылает команду включения на третий вход регулятора 13 скорости, в результате чего начинает вращаться электродвигатель 11 вращения шпинделя.
Частота вращения электродвигателя 11 устанавливается с помощью задатчика 12, первым выходом подключенного к второму входу регулятора 13 скорости, на первый вход которого поступает сигнал обратной связи от тахогенератора 10. Когда частота вращения электродвигателя 11 станет равной заданной (сигналы от тахогенератора 10 и задатчика 12 станут равными), компаратор 17 подает разрешаю- щий потенциал на источник 24 постоянного тока и через второй элемент ЗАПРЕТ 23 на устройство 25 поджига дуги. Устройство 25 пробивает и ионизирует промежуток между электродом и якорем, в результате чего начинает протекать ток сварки от источника 24 постоянного тока через датчик 26 сварочного тока. Когда величина тока станет равной уставке датчика 26, последний срабатывает, сигнал с его первого выхода, поступая на инверсный вход элемента ЗАПРЕТ 23, отключает устройство 25 поджига дуги и подготавливает к работе элемент И 6. С этого момента, по мере вращения шпинделя, единичные сигналы, поступающие от датчика 27 коллекторной пластины, проходят на вход первого счетчика 5 импульсов.
Модуляция тока сварки, которая предотвращает перемыкание соседних коллекторных пластин при приварке к ним выводов обмотки якоря, осуществляется следующим образом.
Луч источника 26 лазерного излучения направляется на коллектор якоря, к которому осуществляется приваривание выводов обмотки. Если под электродом в данный момент находится изолятор между коллекторными пластинами, отражения луча не происходит, фотоприемник 29 выдает нулевой сигнал, который блокирует мультиплексор 22 напря
10
15
20
25 45
6617346
жения и закрывает второй элемент НЕ 9, Последний открывает ключ 31 напряжения, и от источника 24 постоянного тока протекает ток дежурной дуги, ве личина которого определяется задатчи- ком 32.
Если под электродом находится коллекторная пластина, луч отражается, по световоду 30 поступает на вход фотоприемника 29, представляющего собой усилитель, работающий в режиме отсечки, входным элементом которого является, например, фотодиод.
Фотоприемник 29 формирует единичный сигнал, который открывает второй элемент НЕ 9 (ключ 21 закрывается) и мультиплексор 22 напряжения. От источника 24 постоянного тока начинает протекать ток сварки, величина которого определяется одним из задатчиков 20 и 21, выбранным мультиплексором 22, так как на его управляющие входы (линии связи М , ...,М, фиг.З) с информационных выходов второго счетчика 15 импульсов поступает код, соответствующий этому задатчику.
Одновременно сигнал от фотоприемника 29 поступает через элемент И 6 на счетный вход первого счетчика 5 импульсов, в котором осуществляется отсчет числа импульсов от величины заданной уставки. После сварки одним кольцевым швом выводов обмотки якоря с коллектором на нулевом выходе первого счетчика 5 импульсов появляется единичный сигнал, который поступает на счетный вход второго счетчика 15 импульсов, уменьшая его содержимое на единицу, и на вход одновибратора 16. Последний подает команду на управляющий вход привода 19 подачи электрода, переводя его в положение, соответствующее сварке второго кольцевого шва, и на первый вход первого элемента ЗАПРЕТ 2. Если число во втором счетчике 15 не равно нулю (заданное количество слоев сварки еще не произведено), на втором инверсном входе элемента ЗАПРЕТ 2 нулевой потенциал. Поэтому импульс одновибратора 16 проходит через эле- 55 менты ЗАПРЕТ 2, ИЛИ 3 на вход записи , первого счетчика 5 импульсов, обеспечивая повторную запись кода, поступающую на его информационные входы от задатчика 4. Число во вто30
35
40
50
ром гчетчико формирует код, который г информационных выходов подается на вторые входы мультиплексора 22 напряжения, выбирая следующий задатчик (один из 20,21) сварочного тока.
Дальнейшая работа устройства аналогична описанной.
После сварки последнего кольцевого шва импульс с нулевого выхода первого счетчика 5 импульсов поступает на счетный вход второго счетчика 15 импульсов, устанавливая его в нулевое состояние. Сигнал с нулевого выхода второго счетчика 15 устанавливает в исходное состояние триггер 18, блокирует элемент ЗАПРЕТ 2 (запрещает очередную запись уставки в первый счетчик 5) По сигналам с нулевых выходов счетчиков 5 и 15 блок 1 запуска выводится в исходное состояние.
Если во время сварки выводов обмотки якоря с коллектором сварочный ток изменится, датчик 26 переведет (по входу К) триггер 18 в исходное состояние (вращение якоря и ток сварки прекратятся).
Если во время сварки выводов обмотки якоря с коллектором частота вращения якоря выйдет за пределы допустимого диапазона, определяемого уровнями сигналов на выходах задат- чика 12, поступающих на второй и третий входы компаратора 17, на первый вход которого подается напряжение с тахогенератора 10, соответствующее текущему значению скорости вращения якоря, компаратор 17 снимает со своего выхода разрешающий потенциал. Ток сварки и вращение якоря прекратятся.
Таймер 8 осуществляет задержку переднего фронта импульса, поступающего на его вход, обеспечивая автоматическую выдачу с управляюещго выход устройства сигнала Задержка цикла в случае, если длительность сварки одного кольцевого шва станет больше установленной на таймере величины временной задержки. На вход таймера 8 через элемент НЕ 7 поступает сигнал с нулевого выхода первого счетчика 5 импульсов. Сигнал Задержка цикла может быть использован как справочный обслуживающим персоналом отдельно стоящего сварочного станка или как блокировочный при работе
0
5
0
5
0
5
0
5
сварочного станка в составе роботизированного технологического комплекса. Сигнал Задержка цикла снимается при начальной установке устройства.
Описание функциональных схем отдельных блоков устройства.
Блок 1 запуска (фиг.2) обеспечивает начальную установку и пуск устройства в работу.
При включении устройства на входе элемента НЕ 34 нулевой, а на выходе - единичный потенциал, который поступает на второй выход блока (линия связи А) и устанавливает в исходное состояние узлы устройства. Единичные сигналы с нулевых выходов счетчиков 5 и 15 (линии связи В и С) импульсов поступают на вход элемента И 40 и устанавливают в исходное состояние триггер 39, подготавливая элемент И 38 к прохождению импульса.
При нажатии кнопки 35 схема одиночного импульса, выполненная на элементах И-НЕ 36 и 37, формирует сигнал, который через элемент И 38 проходит на первый выход блока (линия связи Д) и запускает устройство в работу. При нажатии кнопки 33 также обеспечивается начальная установка устройства.
Мультиплексор напряжения (фиг.З) обеспечивает коммутацию аналоговых сигналов с одного из нескольких входов на один выход. По значениям цифровых кодов на входах М, ...,N дешифратор 43 открывает один из ключей 41 и 42 напряжения, и уровень напряжения от выбранного задатчика передается на выход Р.
Технико-экономический эффект от применения предлагаемого устройства ожидается за счет повышения качества изготавливаемых якорей, сокращения количества брака, вызванного перемыканием пластин коллектора между собой при приварке к ним выводов обмотки.
Формула изобретения
Устройство для программного управления сварочным станком, содержащее блок запуска, триггер, первый элемент ЗАПРЕТ, второй элемент ЗАПРЕТ, элемент ИЛИ, эадатчик угла поворота, первый счетчик импульсов, элемент И, первый элемент НЕ, таймер, задатчик количества слоев сварки, второй
( и-пмп имнудьгон, плН МжПр.-п op, привод подачи - лгктродл, -«адятчиьи сварочного тока, мультиплексор напряжения, источник постоянного тока, устройство поджигл дуги, датчик снарочно- го тока, задатчик скорости, тахогене- ратор, компаратор, регулятор скорости и электродвигатель вращения шпинделя, сигнальный выход которого соединен с Q входом тахогенератора, выход которого подключен к информационным входам компаратора и регулятора скорости, входы установки которых соединение первым выходом эадатчика скорости, вторым выхо-5 дом, соединенным с входом допуска компаратора, выход регулятора скорости подключен к входу электродвигателя вращения шпинделя, а вход разрешения - к выходу триггера, входом установки в jn единичное состояние, соединенным с первым выходом блока запуска, входом записи второго счетчика импульсов и вторым входом элемента ИЛИ, а входом установки в нулевое состояние - с ин- 25 версным входом второго элемента ЗАПРЕТ, с вторым входом элемента И, выход которого подключен к счетному входу первого счетчика импульсов,и с управляющим выходом датчика свароч- 30 ного тока, входом подключенного к источнику постоянного тока, а токовым выходом - к устройству поджига дуги, вход которого соединен с вы- хсдом второго элемента ЗАПРЕТ, прямым входом подключенным к выходу компаратора и входу разрешения источника постоянного тока, информационный вход которого подключен к выходу мультиплексора напряжения, вые и вторые входы которого соединены соответственно с выходами за- датчиков сварочного тока и информационными выходами второго счетчика импульсов, информационные входы ко- дз торого подключены к выходам задат- чика количества слоев сварки, а нулевой выход второго счетчика импуль35
Q 5 n 5 0 д з
5
(Р ЯПЛЯР-1ГЧ ГНГН.ТТЬНЬТМ ВЫХОЛОМ устройства и с Юдиной входами начальной установки триггера, привода по- ггачн члеьтрода, с инверсным входом первого элемента ЗАПРЬТ, и с первым входом сброса блока запуска, второй выход которого иодкчючен к входам начальной установки второго счетчика импульсов и первого счетчика импульсов, информационные входы которого соединены с выходами задлтчика угла поворота, вход записи первого счетчика импульсов подключен к выходу элемента ИЛИ, а нулевой выход первого счетчика импульсов - к второму входу сброса блока запуска, к входу первого элемента НЕ, выходом соединенного с таймером,выход которого является управляющим выходом устройства, к счетному входу второго счетчика импульсов и к входу одно- вибратора, выход которого подключен к управляющему входу привода подачи электрода и к прямому входу первого элемента ЗАПРЕТ, выход которого соединен с первым входом элемента ИЛИ, отличающееся тем, что, с целью повышения производительности устройства путем повышения процента качественных изделий, в устройство введены второй элемент НЕ, ключ напряжения, задатчик тока дежурной дуги и датчик коллекторной пластины, содержащий источник лазерного излучения и последовательно соединенные световод и фотоприемник, выход которого подключен к первому входу элемента И, третьему входу мультиплексора напряжения и входу второго элемента НЕ, выход которого соединен с управляющим входом ключа напряжения, информационный вход которого подключен к выходу задатчика тока дежурной дуги, а выход ключа напряжения соединен с информационным входом источника постоянного тока.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления сварочным станком | 1988 |
|
SU1583919A1 |
| Устройство для сварки | 1988 |
|
SU1539014A1 |
| Устройство для программного управления бандажировочным станком | 1989 |
|
SU1725187A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для программного управления намоточным станком | 1990 |
|
SU1784942A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Высокочастотный источник питания для дуговой сварки | 1987 |
|
SU1407720A1 |
Изобретение относится к автоматике, а именно к устройствам для программного управления станком сварки выводов обмотки якоря с коллектором электрической машины. Целью изобретения является повышение производительности устройства путем повышения процента выхода годных изделий. Устройство для программного управления сварочным станком содержит блок 1 запуска, первый элемент 2 ЗАПРЕТ, элемент ИЛИ 3, задатчик 4 угла поворота, первый счетчик 5 импульсов, элемент И 6, первый элемент НЕ 7, таймер 8, второй элемент НЕ 9, тахогенератор 10, электродвигатель 11, задатчик 12 скорости, регулятор 13 скорости, задатчик 14 количества слоев сварки, второй счетчик 15 импульсов, одновибратор 16, компаратор 17, триггер 18, привод 19 подачи электрода, задатчики 20, 21 сварочного тока, мультиплексор 22 напряжения. 3 ил.
Редактор С.Патрушева
Техред А.Кра,вчук Корректор Н.Ревская
Заказ 2123Тираж 478 Подписное
ВНИИПИ Государствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
| Способ продления ресурса работы котла | 1985 |
|
SU1267108A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1583919A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
