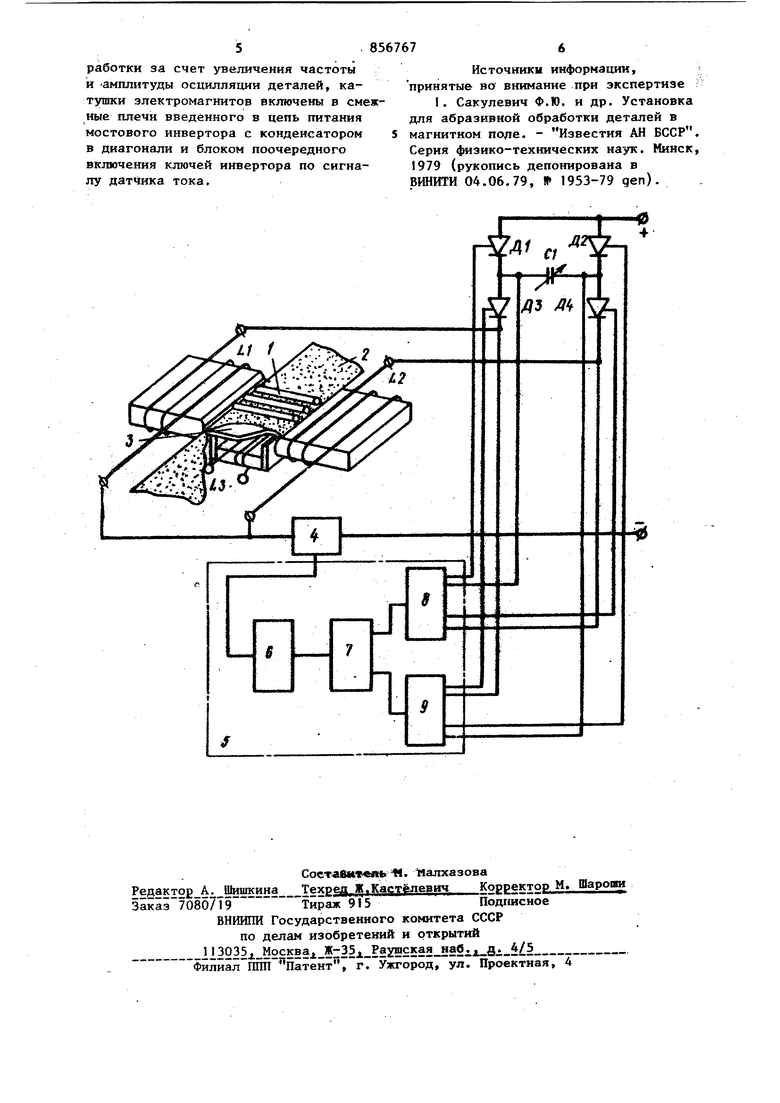
(54) УСТРОЙСТВО ДПЯ ЧИСТОВОЙ ОБРАБОТКИ Изобретение относится к абразивной .обработке деталей. Известно устройство для чистовой обработки ферромагнитных деталей, содержащее инструмент в виде плиты, поверхность которой покрыта абразивом, расположенный между полюсами электромагнитов, катушки которых подключены к цепи питания, обеспечивающей поочередное включение катушек fI . Однако известное устройство имеет ограниченную производительность обработки, определяемую частотой и вели чиной амплитуды осцилляции деталей. С увеличением частоты включения катушек электромагнитов, вызывшощшс осцил ляцию деталей, ввиду их значительной индуктивности и,.следовательно, постоянной времени нарастания тока в них, максимальное значение магнитной индукции на полюсах электромагнитов уменьшаетсяj а минимальное возрастает Это приводят к уменьшению возможной , амплитуды осцилляции деталей и полноФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ му затуханию ее с увеличением частоты включения катушек. Цель изобретения - повьш1ение производительности обработки за счет увеличения частоты и амплитуды осцилляции деталей. Поставленная цель достигается тем, что в устройстве катушки электромагнитов включены в смежные плечи введенного в цепь питания мостового инвертора с конденсатором в диагонали в и блоком поочередного включения ключей инвертора по сигналу датчика тока. На чертеже изображено предлагаемое устройство. Обрабатьшаемые детали 1 размещены между полюсами пары электромагнитов с катушками L1 и L2 на покрытой абразивной лентой 2 поверхности плиты 3. Снизу плиты расположена электромагнитная стабилизирующая катушка L3, Электромагнитные катушки L1 и L2 включены в смежные плечи мостового инвертора. 38 образованного тиристорами Д1-Д4. В ди агоиаль переменного тока инвертора включен переменный конденсатор С. Питание устройства осуществляется от источш4ка напряжения постоянного тока через датчик 4 тока, выход которого соединен с блоком 5 поочередного включения тиристоров противоположных Плеч Д1, ДА и Д2, ДЗ, соответственно, в моменты равенства нулю тока через датчик 4. Блок 5 включения тиристоров состоит, например, из нулевого компаратора 6,напряжения, счетного триггера 7 ii двух формирователей 8 и 9 шшуйьсов выходы которых соединень с управляювоши электродами соответств сщих тиристоров мостового инвертора. Устройство работает следуящим об раЗом.. При подаче напряжений питания триг гер 7 устанавливается в одно из двух устойчивых состояний и через один из формирователей, например формирователь 8, включает тиристоры Д1 и Д4. Происходит коле.бательный заряд конденсатора С1 от источника найряжеяия через включенные тиристоры Д1 и Д4, через катушку электромагнита tZ и дат чик 4 тока. При этом ток заряда возрастает до максимального и убывает до нуля, стремись изменить свое направление. В момент равенства тока нулю срабатывает компаратор 6 и переключает триггер 7, который через фор в tpoвaтeль 9 включает тиристоры Д2 и ДЗ. При этом к тиристорам Д и Д4 прикладывается запирающее напряжение конденсатора Ct и они вьжлючаются, а конденсатор С совершает колебательный перезаряд от источника напряжения через включенные тиристоры Д2 и ДЗ через кадушку электромагнита LJ и датчик 4 тока. В момент равенства тока нулю внов включаются тиристоры Ш и Д4 и выклю чаются Д2 и ДЗ и происходит колебательный перезаряд конденсатора С1 че рез катушку L1. Таким образом, образуется колебательный контур из конде сатора С1 и катушек L1 и L2j включае мых в этот контур попеременно: одна в четные полуперйоды тока, другая нечетные. От HCT04fniKa напряжения по требляются положитевьные импульсы то ка, четные из которых протекают чере одну катушку электромагнита, а нечет 7 ные через другую, а через конденсатор протекает переменный ток. Частота тока при этом определяется произведением индуктивности одной из катушек электромагнитов и ешсости конденсатора н может регулироватБся изменением последней. импульсы тока в катушкак, а значит н магнитной индукции на полюсах электромагнитов, половину периода колебаний имеют форму несколько отличную от сияусоядальиой из-за нелинейной карактеристикй намагиичнвания сердечников электромагнитов, а другую половину всегда нулю (не учитывая остаточного намагничивания сердечннкош). Это ПРИВОДИТ к осцшшяциям обрабатываемых- деталей 1 с любой практически необходимой частотой, устанаэлк8ае 4ой регулировкой емкости конденсатора С1н амплитудой, устаказливземой -зазором между деталями JB колюсамй электромагнитов, а также величиной а1м1ШйТ5Щы токи через катушкй L1 и 12, регулируемой изменением aeraiMKitti напряжения источника питания, , . В устройстве в качестве ключей инвертора вместо тиристоров могут быть применены, например, транзисторы с соответствунщим изменением схемы. Движением ленты 2 детали 1, если они дашиндричестсие, прижатые к ней мапштвым полем катушки L3 приводятся во вращение. Предлагаемое устройство может быть применено для отделочной обработки ИЛИ подшипников и других мелких ци- линдрических деталей, а также деталей иной формы, имеющих плоские поверхности, при этом производительность обработки по сравнению с обработкой на известном устройстве возрастает в 16 раз при частоте осцилляции деталей 200 Гц. Формула изобретения Устройство для чистовой обработки ферромагнитных деталей, содержащее инструмент, поверхность которого покрыта абразивом, расположенный между nojDOcaMH электромагнитов, катушки которых подключены к цепи питания, о т«л ичающееся тем, что, с целью повышения производительности об-, 5. работки за счет увеличения частоты и амплитуды осцилляции деталей, катушки электромагнитов включены в сме ные плечи введенного в цепь питания мостового инвертора с конденсатором в диагонали и блоком поочередного включения ключей инвертора по сигналу датчика тока. 7 Источники информации, принятые во внимание при экспертизе I. Сакулевич Ф.Ю. и др. Установка для абразивной обработки деталей в магнитном поле. - Известия АН БССР. Серия физико-технических наук. Минск, 979 (рукопись депонирована в ВИНИТИ 04.06.79, Я 1953-79 gen).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для натяжения нити | 1976 |
|
SU716958A1 |
| СПОСОБ ВВОДА ТОКОВ СИГНАЛОВ В ТРЕХФАЗНУЮ ЭЛЕКТРИЧЕСКУЮ СЕТЬ | 2008 |
|
RU2354047C1 |
| ГЕНЕРАТОР ВВОДА ТОКОВ СИГНАЛОВ В ТРЕХФАЗНУЮ ЭЛЕКТРИЧЕСКУЮ СЕТЬ | 2008 |
|
RU2354046C1 |
| Устройство для чистовой обработки деталей | 1980 |
|
SU891293A1 |
| Устройство индукционного нагрева | 2019 |
|
RU2747198C2 |
| Тиристорный источник тока для электролитического осталивания | 1978 |
|
SU749947A1 |
| Устройство для контроля положения стационарных плужковых сбрасывателей | 1990 |
|
SU1813686A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1974 |
|
SU569412A1 |
| Машина с электромагнитным приводом для усталостных испытаний образцов материалов | 1984 |
|
SU1180752A1 |
| БЕСТРАНСФОРМАТОРНЫЙ ИСТОЧНИК ПОСТОЯННОГО ТОКА | 2011 |
|
RU2451384C1 |
