(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВИТРАЖЕЙ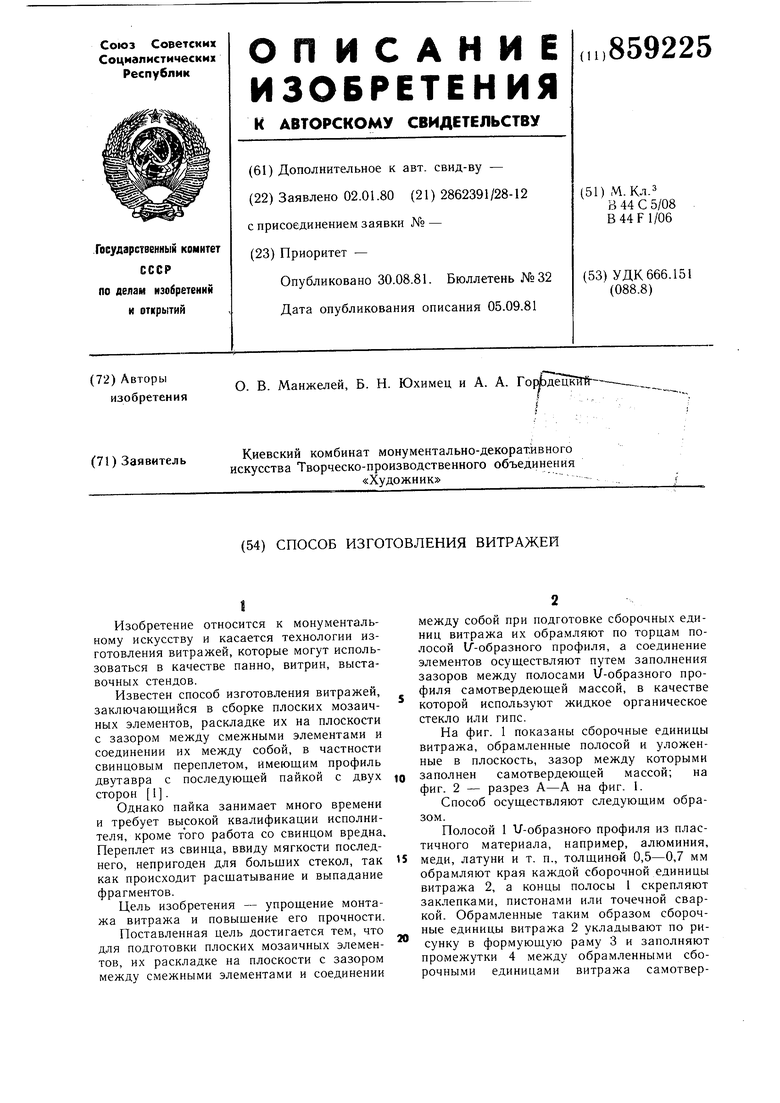
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления стекла и других листовых материалов | 1982 |
|
SU1051197A1 |
| Оконный переплет | 1973 |
|
SU522320A1 |
| Защитный экран железобетонной градирни | 1986 |
|
SU1379432A1 |
| СИСТЕМА ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ И ДВЕРНЫХ БЛОКОВ, ПЕРЕГОРОДОК, ВИТРИН И ВИТРАЖЕЙ | 1997 |
|
RU2120532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАННО | 1998 |
|
RU2152316C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ СТЕКЛА | 1973 |
|
SU377500A1 |
| Огнестойкая строительная конструкция и способ ее изготовления | 2002 |
|
RU2217570C2 |
| СПОСОБ ВОЗВЕДЕНИЯ ЗДАНИЯ ИЗ ПОЛЫХ БЛОКОВ | 1995 |
|
RU2098571C1 |
| Приспособление для закрепленияОКОННОгО СТЕКлА | 1978 |
|
SU844755A1 |
| ОКОННЫЙ ПЕРЕПЛЕТ | 1972 |
|
SU326343A1 |
Изобретение относится к монументальному искусству и касается технологии изготовления витражей, которые могут использоваться в качестве панно, витрин, выставочных стендов.
Известен способ изготовления витражей, заключающийся в сборке плоских мозаичных элементов, раскладке их на плоскости с зазором между смежными элементами и соединении их между собой, в частности свинцовым переплетом, имеющим профиль двутавра с последующей пайкой с двух сторон 1.
Однако пайка занимает много времени и требует высокой квалификации исполнителя, кроме того работа со свинцом вредна. Переплет из свинца, ввиду мягкости последнего, непригоден для больших стекол, так как происходит расшатывание и выпадание фрагментов.
Цель изобретения - упрощение монтажа витража и повышение его прочности.
Поставленная цель достигается тем, что для подготовки плоских мозаичных элементов, их раскладке на плоскости с зазором между смежными элементами и соединении
между собой при подготовке сборочных единиц витража их обрамляют по торцам полосой Ц-образного профиля, а соединение элементов осуществляют путем заполнения зазоров между полосами U-образного профиля самотвердеющей массой, в качестве которой используют жидкое органическое стекло или гипс.
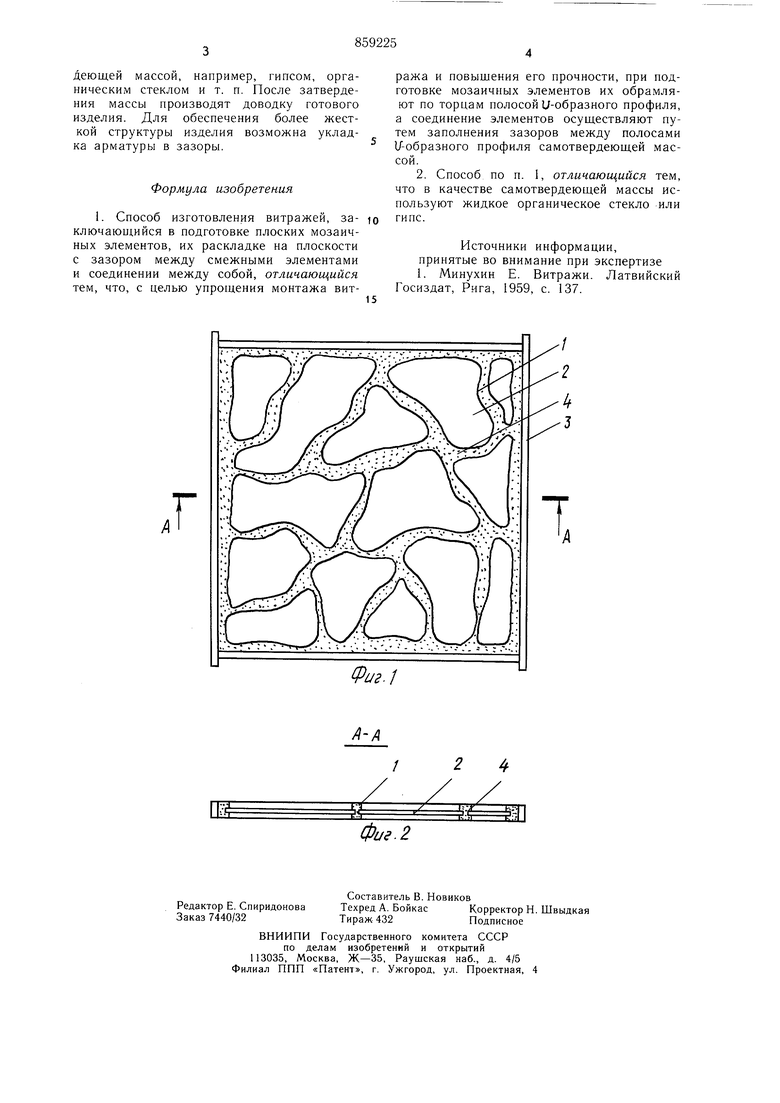
На фиг. 1 показаны сборочные единицы витража, обрамленные полосой и уложенные в плоскость, зазор между которыми заполнен самотвердеющей массой; на
10 фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляют следующим образом.
Полосой 1 1/-образното профиля из пластичного материала, например, алюминия, 15 меди, латуни и т. п., толщиной 0,5-0,7 мм обрамляют края каждой сборочной единицы витража 2, а концы полосы 1 скрепляют заклепками, пистонами или точечной сваркой. Обрамленные таким образом сборочные единицы витража 2 укладывают по ри20сунку в формующую раму 3 и заполняют промежутки 4 между обрамленными сборочными единицами витража самотвер
