(54) СПОСОБ ОПРЕДЕЛЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДВИЖУЩЕЙСЯ ПОЛОСЫ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения линейных размеров движущейся полосы проката | 1979 |
|
SU872960A2 |
| Устройство для измерения линейных размеров движущейся полосы проката | 1978 |
|
SU684301A1 |
| Способ питания электрогазовой горелки | 1976 |
|
SU591661A1 |
| Способ измерения давления газов и устройство для его осуществления | 1988 |
|
SU1663463A1 |
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |
| Способ струйной размерометрии | 1979 |
|
SU804033A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛИНЕЙНОЙ ВЕЛИЧИНЫ ЗАЗОРА МЕЖДУ ДВУМЯ ЭЛЕКТРОДАМИ С ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННЫМИ ДРУГ ОТ ДРУГА ПРОВОДЯЩИМИ ПОВЕРХНОСТЯМИ | 2005 |
|
RU2295111C2 |
| Способ измерения градиента магнитного поля и устройство для его осуществления | 1980 |
|
SU924640A1 |
| СПОСОБ ПЛАЗМЕННОГО ВОСПЛАМЕНЕНИЯ ТРУДНОВОСПЛАМЕНЯЕМЫХ ТОПЛИВОВОЗДУШНЫХ СМЕСЕЙ И ГОРЕЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ ПРИ РАСТОПКЕ КОТЛА | 2022 |
|
RU2812313C2 |
| Устройство для производства вспученного материала | 1990 |
|
SU1783264A1 |
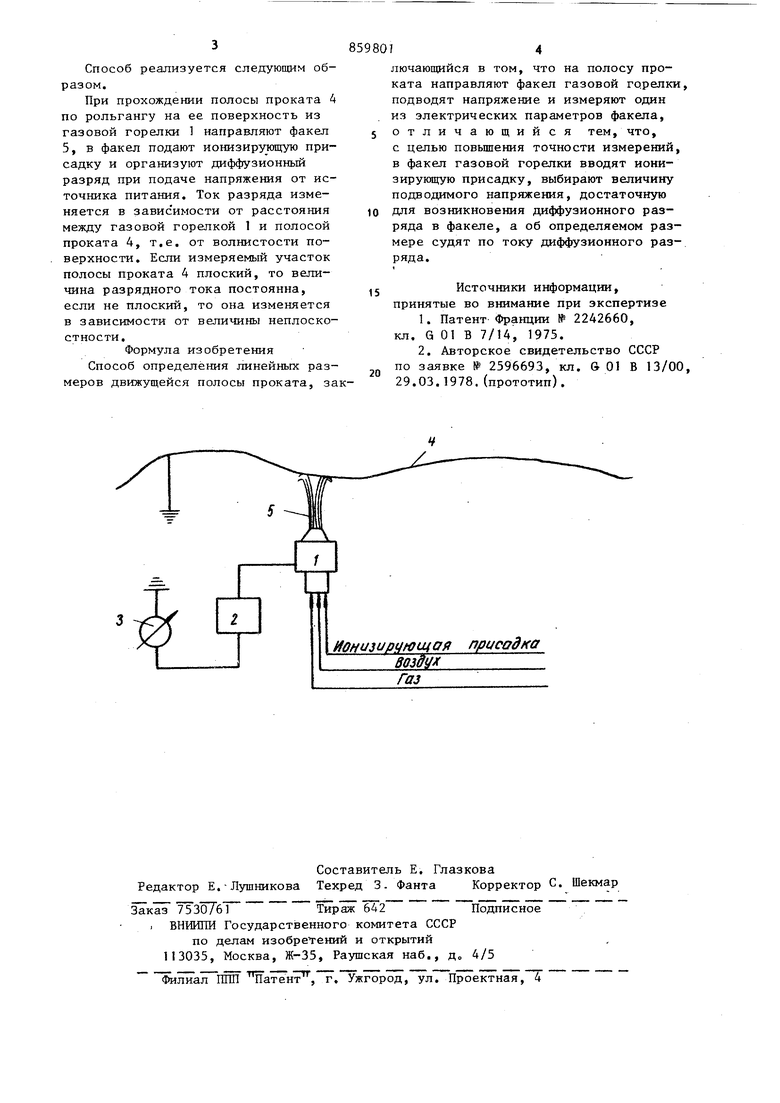
Р зобретение относится к измерител ной технике и.может быть использовано для контроля размеров и формы про ката. Известен способ определения разме ров проката, заключающийся в том, чт на движущуюся полосу подают струю га за, обеспечивают в этой струе корон1ЫЙ разряд и измеряют ее электропро- водность L Недостаток известного способа в том, что для его реализации требуется сложная вторичная аппаратура, а струя газа, подаваемая на горячий прокат, охлаждает его. Наиболее близким по технической сущности к предлагаемому является способ определения линейных размеров движущейся полосы проката, заключающийся в том, что на полосу проката направляют факел газовой горелки, подводят напряжение и измеряют один из электрических параметров факела 2 Однако наличие цепей утечек, соп ротивление которых сравнимо с сопротивлением факела, обусловливает большую погрешность. Это вызывает ыека- чественное устранение дефекта формы полосы в ходе прокатки из-за неточного его измерения. Цель изобретения - повышение точности измерений. Для достижения поставленной цели в факел газовой горелки вводят ионизирукнцую присадку, выбирают величину подводимого напряжения, достаточную для возникновения диффузионного разряда в факеле, а об определяемом размере судят по току диффузионного разряда. На чертеже представлена схема устройства. Устройство содержит газовую горелку 1, источник 2 питания, миллиамперметр 3, через который заземлен второй полюс источника 2 питания, полоса 4 проката, факел 5.
Способ реализуется следующим образом.
При прохождении полосы проката 4 по рольгангу на ее поверхность из газовой горелки 1 направляют факел 5, в факел подают ионизирующую присадку и организуют диффузионный разряд при подаче напряжения от источника питания. Ток разряда изменяется в зависимости от расстояния между газовой горелкой 1 и полосой проката 4, т.е. от волнистости поверхности. Если измеряемый участок полосы проката 4 плоский, то величина разрядного тока постоянна, если не плоский, то она изменяется в зависимости от величины неплоскостности.
Формула изобретения
Способ определения линейных размеров движущейся полосы проката, за
598014
лючающийся в том, что на полосу проката направляют факел газовой горелки, подводят напряжение и измеряют один . из электрических параметров факела, 5 отличающийся тем, что, с целью поБЬшения точности измерений, в факел газовой горелки вводят ионизирующую присадку, выбирают величину подводимого напряжения, достаточную 10 для возникновения диффузионного разряда в факеле, а об определяемом размере судят по току диффузионного разряда.
5Источники информации,
принятые во внимание при экспертизе
2д по заявке № 2596693, кл. G 01 В 13/00, 29.03.1978.(прототип).
