(54) СПОСОБ СТРУЙНОЙ РАЗМЕРОМЕТРИИ
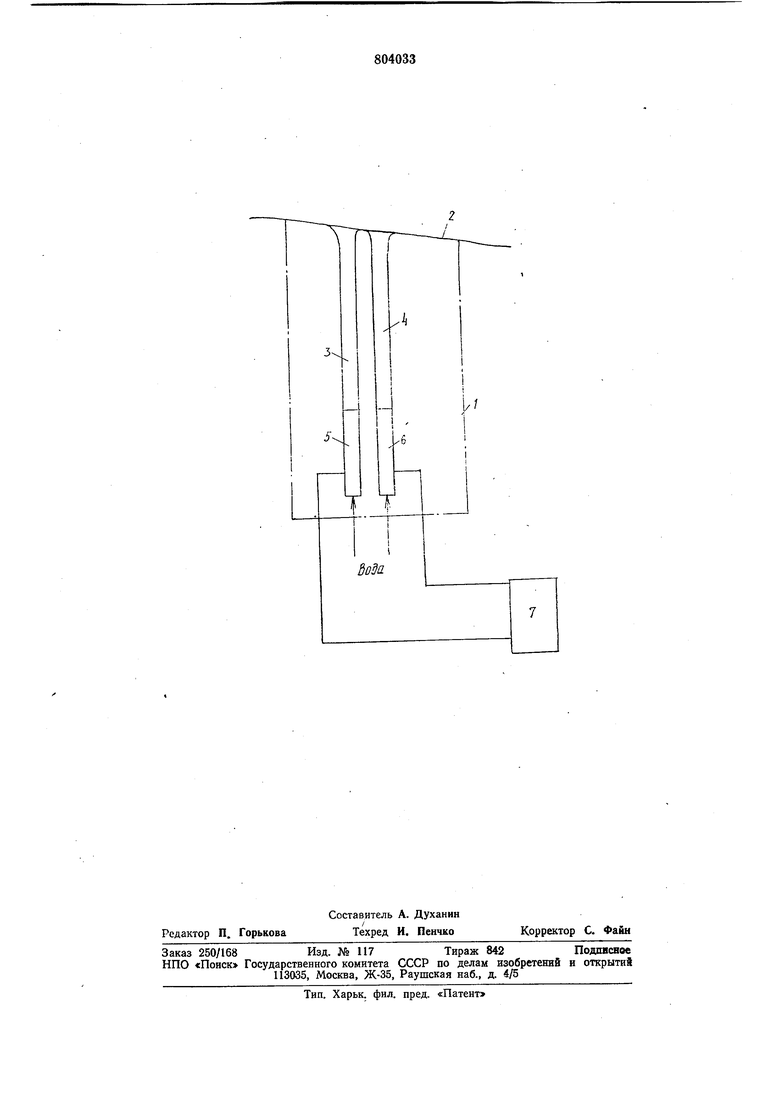
тропроводных струй направлены на края проката 2 (на чертеже не показаны), а одна пара струй 3 или 4 - на середину проката, эти струи создаются соплами 5 и 6, которые (как и сопла, создающие струи, направленные иа края проката) подключены к блоку 7 измерения и обработки сигналов. Расстояние между струями 3 и 4 более трех диаметров струи, а угол наклона относительно вертикали к поверхности движущегося проката 2 не менее 30°.
Способ реализуется следующим образом.
На движущийся прокат 2 одновременно посредством трех одинаковых измерительных излов 1 направляют три пары электропроводных струй, одна из которых (струи 3 и 4) попадает на середину проката, а другие две пары - на его края. Давление электропроводной жидкости и ее расход поддерживают такими, чтобы при заданном расстоянии до проката 2 струи были практически прямолинейными. Электропроводные струи посредством сопел подключенные к блоку 7 измерения и обработки сигналов, в процессе контроля находятся поД током. При отключении значения плоскостности проката 2 от заданного электрические сопротивления между струями в каждой паре изменяются вследствие изменения длины струй и переходного сопротивления между ними в зоне контакта с прокатом 2. Вследствие этого изменяются и выщеуказанные; токи, что обуславливает появление соответствующих сигналов в блоке 7. В последнем одновременно эти сигналы регистрируют, определяют их разность и по полученному
таким образом результату судят о величине неплоскостности проката 2.
Данный способ повыщает точность контроля неплоскостности проката в 1,2-1,5 раза.
Формула изобретения
Способ струйной размерометрии, заключающийся в том, что на контролируемый объект направляют несколько электропроводных струй, измеряют электрическое сопротивление между струями и по его значению определяют размеры объекта, отличающийся тем, что, с целью повыщения точности контроля неплоскостности движущегося проката, струи группируют попарно по щирине проката, по крайней мере из трех пар, одну из которых направляют по его середине, расстояние между струями в каждой паре выбирают более трех диаметров струн, угол наклона каждой струн относительно вертикали к поверхности движущегося проката устанавливают не менее 30°, одновременно регистрируют сигналы об изменении электрического сопротивления каждой пары струй, определяют их разность и по последней судят о величине неплоскостности проката.
Источники информации, принятые во
внимание при экспертизе:
1.Авторское свидетельство СССР № 488637, кл. В 21 В 37/00, 1974.
2.Авторское свидетельство СССР № 675307, G 01 В 13/00, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения линейных размеров движущегося проката | 1983 |
|
SU1087773A1 |
| Устройство для измерения линейных размеров движущейся полосы проката | 1978 |
|
SU684301A1 |
| Устройство для контроля неплоскостности движущейся полосы | 1987 |
|
SU1421997A1 |
| Устройство для измерения линейных размеров движущейся полосы проката | 1979 |
|
SU872960A2 |
| Устройство для охлаждения листового проката | 1978 |
|
SU740328A1 |
| Способ определения линейных размеров движущейся полосы проката | 1979 |
|
SU859801A1 |
| Устройство управления тепловым профилем валка прокатного стана | 1981 |
|
SU994068A1 |
| Емкостный датчик для контроля размеров и формы отверстий | 1990 |
|
SU1793198A1 |
| УСТРОЙСТВО И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ДВИЖУЩЕЙСЯ ЗАГОТОВКИ | 2017 |
|
RU2699426C1 |
| Гидроэлектрический датчик | 1980 |
|
SU908446A1 |