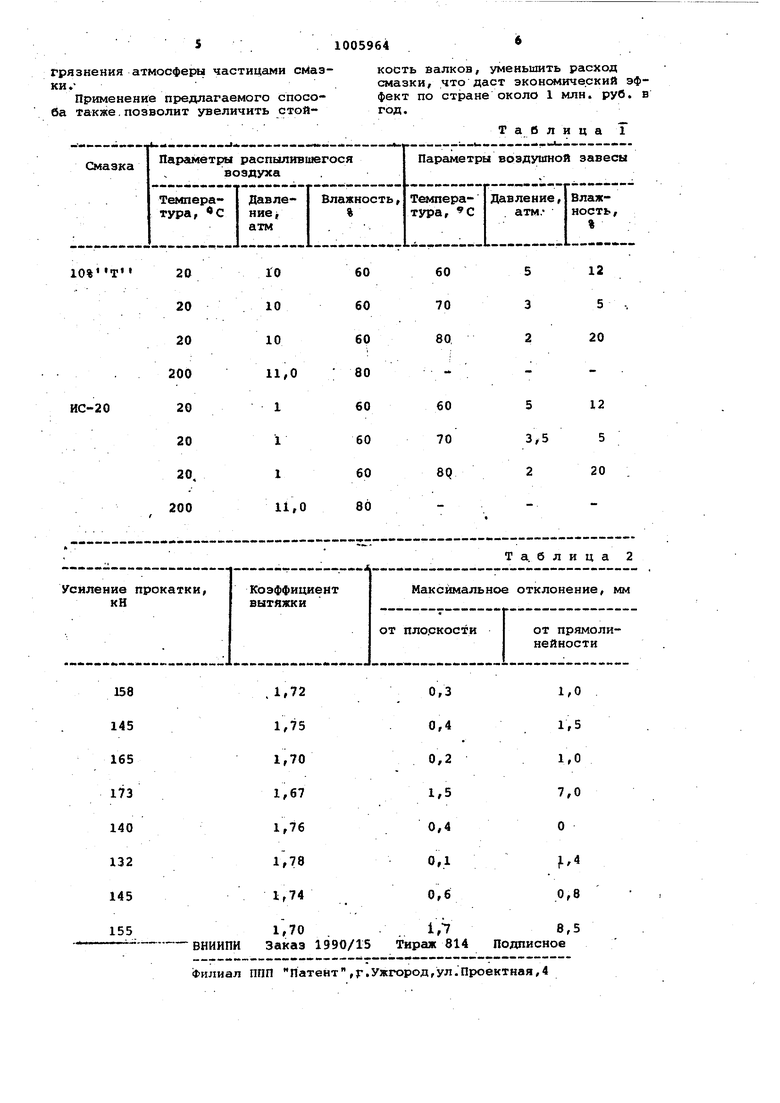
Изобретение относится к прокатн производству. Эффектив-ность применения смазок при горячей прокатке во многом зависит- от способа-их нанесения. В последнее время большое распростра нение получил метод нанесения смаз ки на валки в виде масляного туман Известен способ подачи в виде факела технологической смазки на поверхность рабочих валков клетей кварто с передней стороны стана путем распыления ее до мелкодиспер ного, состояния с помощью пара или воздуха. Подача охлаждающей воды на рабочие валки .осуществляется только со стороны выхода металла из стана t.l}. Однако способ не.позволяет полн тью удалить с поверхности рабочих валков воду, непосредственно перед нанесением раскаленной смазки. Эт связано с тем, что часть охлаждающей воды попадает с выходной сторо ны стана и опорных валков, кроме того, применение пара для образова ния масляного тумана приводит к по явлению на поверхности рабочих -вал ков конденсированной влаги. Наличие влаги на поверхности . валков при нанесении смазки приводит не только к уз удшению условий образования эффективной смазочной пленки, но и попаданию воды в очаг деформации. Это приводит к возникновению микровзрывов частичек воды в результате их резкого испарения в замкнутом объеме, образованного поверхностями валка и горячего металла, и как следствие - к появлению дефектов на валках и уменьшени их стойкости. Наиболее близким техническим реш нием к изобретению является способ смазки прокатных валков, заключающийся в том, что на валок внутри замкнутого пространства, выполненного из твердого материала, подается мелкодисперсная смазка в виде факела масляного тумана и струи во духа под давлением 2-5 атм С ЗНедостатком данного способа явля етоя то, что при неконтролируемом изменении угла распыления форсунки смаэка оседает на стенках камеры, вызывая нестабильность смазки и про цесса прокатки (до пробуксовок). Цель изобретения - повышение устойчивости факела смазки, улучшение условий формирования эффективной смазочной пленки на поверхности валков, повышение их стойкости, сокращение расхода смазки. Поставленная цель достигается те что согласно способу смазки прокатных валков, включакяцему подачу на их поверхность в замкнутом пространстве мелкодисперсной смазки в виде факела и воздуха под давлением 2-5 атм, замкнутое пространство создают струей воздуха с температурой 60-80 С и влажностью 5-20%, подаваемой вокруг факела смазки по ходу его движения. Наличие воздушных струй воздуха, подаваемых ниже факела масляного тумана, препятствует коагуляции дисперсных частиц смазки, возникающей в результате конвективного движения частиц смазки под действием теплового излучения горячего проката. Таким образом, воздушный экран нижней части факела масляного тумана позволяет поддерживать необходимую дисперсию масляных частиц, что обеспечивает равномерное нанесение смазки, уменьшение расхода. Кроме того, воздушная завеса, создаваемая подаваемым, по ходу они-, жения частиц масляного тумана воздухом под давлением 2-5 атм, с температурой б0-80°С и влажностью 5-20%, служит экраном -от притока влаги из воздуха и испаряющейся с поверхности горячего проката воды. Поток воздуха вокруг факела смазки создает замкнутое пространство, в котором движутся дисперсные частицы смазки от сопла форсунки к поверхности валка. Этот поток воздуха также очищает и ограждает от охлаждающей воды и окалины зону нанесения смазки на поверхности валка, локализует ее. В результате этого при достижении частиц смазки поверхности валка повышается адгезия смазочного вещества к металлу и улучшаются антифрикционные свойства смазки в очаге деформации, исключается абразивное и фрикционное действие окалины, минимизируется расход смазки, исключаются ее потери в окружающую среду. в случае же разрушения факела смазки, она все равно увлекается воздухом на поверхность валка. В связи с наличием градиента температур по сечению факела масляного тумана (из-за интенсивного инфракрасного излучения проката с од.ной стороны и охлаждения с другой) имеется тенденция конвективного движения частиц смазки, что способствует коагуляции частиц масла и уменьшению однородности масляного тумана. В конечном итоге это .явление приводит к уменьшению устойчивости процесса прокатки. Наличие воздушных движущихся стенок у факела смазки препятствует коагуляции частиц масляного тумана на .периферии потока масляного тумана, повышает его устойчивость и стабильность процесса прокатки. Кроме того, ПОТОК воздуха с температурой 60-8.0°С и влажностью 5-20% служит экраном от теплового действия проката и притока влаги из воздуха и испаряющейся с поверхности проката воды. При влажности потока воздуха более 20% ухудшается отбор влаги из потока масляного тумана, что ухуд шает антифрикционные свойства смазки. При влажности потока воздуха менее 5% ухудшаются экранирующие свойства потока воздуха от радиационного теплового воздействия проката, что ведет к неравномерному нагреву масляного тумана по его сечению, конвективным потокам внутри факела масляного тумана, коагуляции частиц масла, а также к-снижению вязкости масла. Это сопровождается снижением эффективности смазки и уменьшением устойчивости процесса прокатки. При давлении воздуха более 5 атм поток масляного тумана вблизи поверхности валка разрушается в связи с турбулентным отражением струй воздуха от поверхности валка. В ре.зультате этого на поверхности валка образуется неравномерная пленка маела, которая не обеспечивает стабильный процесс прокатки. При давлении воздуха менее 2 атм не обеспечивается устойчивость его движения вокруг факела масляного тумана. В результате этого увеличиваются потери смазки в атмосферу, уменьшается интенсивность очистки поверхности вал ка от влаги и окалины и, как следствие, снижаются адгезия и эффектив ность смазки. Подача потока воздуха с температурой более 80 С резко снижает вязкость частиц масла, что ведет к уменьшению его эффективности в очаг деформации. При подаче потока возду с температурой менее ухудшаютс условия удаления (испарения) влаги с поверхности валка и из потока мас ляного тумана, что снижает эффектив ность смазки в очаге деформации. На чертеже изображена установка, реализующая предлагаемый способ. Установка состоит из коллектора 1 технологической смазки, установленного на монтажном кронштей.не 2, на. котором вокруг сопла колле тора установлен воздушный коллектор 3с соплами, направленными на поверхность валков 4, образуя воздушную завесу. Технологическая смазка в виде тумана 5 попадает на поверхность валков. Одновременно перед зоной нанесения смазки на поверхность валков попадает воздух направ ленными струями 6. Для формирования струй воздуха установлены направляющие шторы 7. Воздух через сопла коллектора 3 подается под давлени-. ем 2-5 атм, с влажностью 5-20 и температурой 60-8О С на валки на расстоянии 1-1,5.Mi Опыты проводили на стане ОУО 180 при горячей прокатке образцов (размерами 10 100-300 мм из СТ..З кп, со скоростью 0,3 м/с, обжатием 40%),. нагретых в восстановиаельной атмос- . фере муфельной печи до . В ка-. честве технологической смазки используют 10%-ную эмульсию стандартного эмульсола Т (10% т) и минеральное масло индустриальное 20 (ИС-20). Смазку подают по трубопроводам от генератора масляного тумана и наносят на поверхность рабочих валков со стороны входа металла в очаг деформации. На выходе из очага деформации подают охлажденную воду. Вокруг факела смазки подают поток воздуха, предварительно .нагретый в термоэлектрических элемента х до 60, 70 и и высушенный силикагелем до влажности 5,12 и 20%, при давлении 2,3 и 5 атм. Температуру воздуха контролируют полупровоДнико- вым термометром, влажность - гигрометром, а давление - манометром. Для сравнения осуществляют процесс прокатки без подачи воздуха вокруг факела масляного тумана, но распыление масла осуществляют влажным воздухом, нагретым до 100 С, при давлении 110 атм. О эффeктивнocJги способа подачи технологической смазки судят по усилию прокатки,измеряемому с помощью месдоз, установленных под нажимными винтами, и вытяжке образцов (отношение длины после прокатки к исходной длине образца). Большей эффективности способа подачи технологической смазки соответствует меньшее значение усилия прокатки и большее значение вытяжки. О ста- , бильности процесса прокатки судят по плоскости и линейности образцов после прокатки. Условия опытов, реализованные в лабораторных условиях, приведены в табл.1. Результаты измерений параметров прокатки представлены в табл.2. Давление факела .смазки на выходе из сопла составляет 10 атм. Результаты опытов свидетельствуют о существенно большей антифрикционной эффективности смазки, подаваемой по предложенному способу по . сравнению с известным, отмечена такт же значительно большая стабильность процесса прокатки, уменьшение загрязнения атмосферы частицами сМаэКИ.
Применение предлагаемого способа также,позволит увеличить стойкость валков, уменьшить расход смазки, что даст эконсялический эффект по стране около 1 млн. рув. в год.
Таблица Т
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки прокатных валков | 1977 |
|
SU703172A1 |
| Способ подачи технологической смазки при прокатке | 1976 |
|
SU621415A1 |
| Технологическая смазка для горячей прокатки металлов | 1979 |
|
SU891753A1 |
| Система подачи технологической смазки при горячей прокатке листа | 1989 |
|
SU1773516A1 |
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2012 |
|
RU2574550C1 |
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |
| Способ получения и подачи технологической смазки на валки прокатного стана | 1979 |
|
SU869881A1 |
СПОСОБ СИАЗКИ ПРОКАТНЫХ ВАЛКОВ, включающий подачу на их поiaepxHocTb в замкнутом пространстве мелкодисперсной смазки в виде факела и воздуха под давлением, отличающийся тем, что, с целью повышения устойчивости факела смазки, улучшения условий формирования эффективной смазочной пленки на поверхностивалков, повьшения их стойкости, сокращения расхода смазкк, замкнутое пространство создают струей воздуха с температурой 60-80 С И влажностью 5-20%, подаваемой вокруг факела смазки по ходу его движения (Л с 01 QD О5 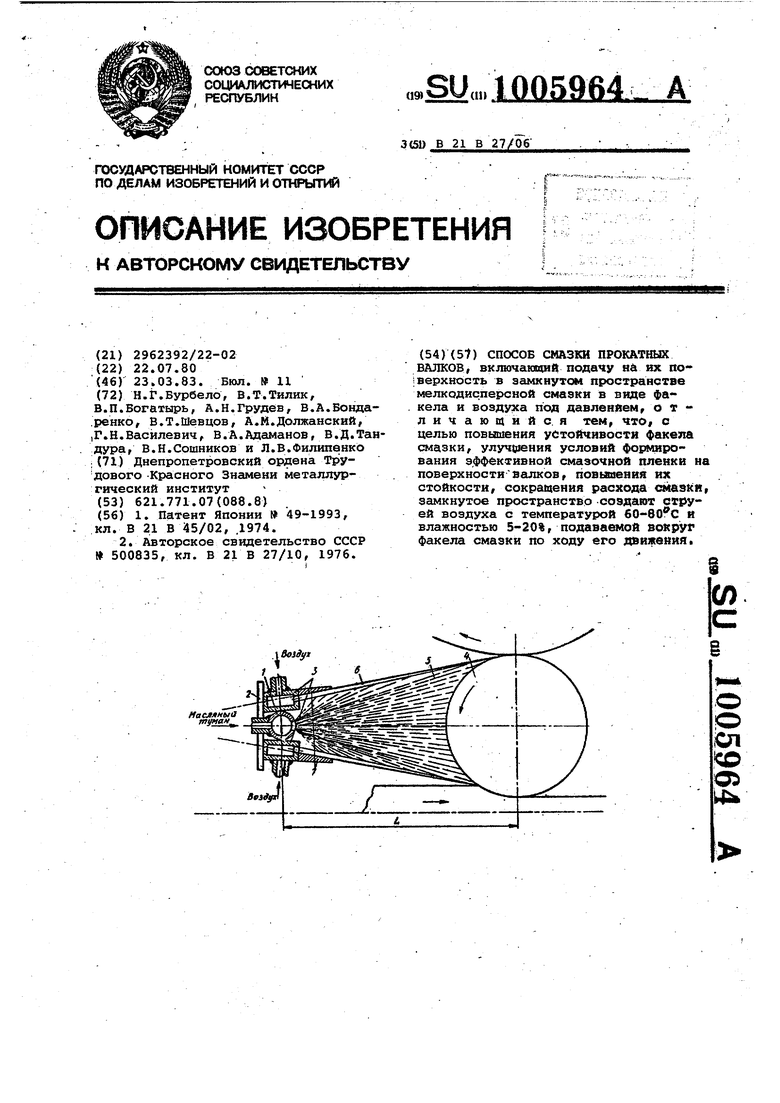
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесения смазки на валки при горячей прокатке | 1974 |
|
SU500835A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Наеяяныа тунам | |||
