1
Изобретение относится к области навивки спиральных пружин и может быть применено в приборостроении.
В настоящее время для навивки спиральных пружин применяются методы ме- 5 ханической навивки проволоки на оправку. После навивки пружины заневоливают, т. е. оставляют в навитом состоянии на некоторое время (от нескольких часов до нескольких суток). Затем пружины термооб- ю рабатывают. Недостатками механического способа навивки являются длительный цикл изготовления пружины, а также необходимость в специальных оправках для каждого типа пружины.15
Известный способ для навивки и заневоливания спиральных пружин 1 позволяет осуществить намотку пружины на специальную оправку, представляющую собой цилиндрическое тело. Оправка за- 20 ключается в соосный с ней цилиндрический барабан, имеющий окно для подачи навиваемой проволоки. Барабан предохраняет пружину от распускания после окончания навивки, где она выдерживается необходи- 25 мое время.
Несмотря на ряд преимуществ, этот метод навивки имеет все недостатки, присущие механическим способам навивки, а именно: необходимость специальных зо
оправок и длительный цнкл изготовления пружины.
Целью изобретения является устранение перечисленных недостатков.
Поставленная цель достигается тем, что в способе навивки и заневоливания спиральных пружин, включающем операции пластического деформирования проволоки, для деформирования проволоку помещают в магнитное поле перпендикулярно к его силовым линиям и закрепляют один ее конец, после чего через проволоку пропускают постоянный электрический ток. В случае необходимости навивки пружин специальной формы деформирование проволоки производят в неоднородном магнитном поле.
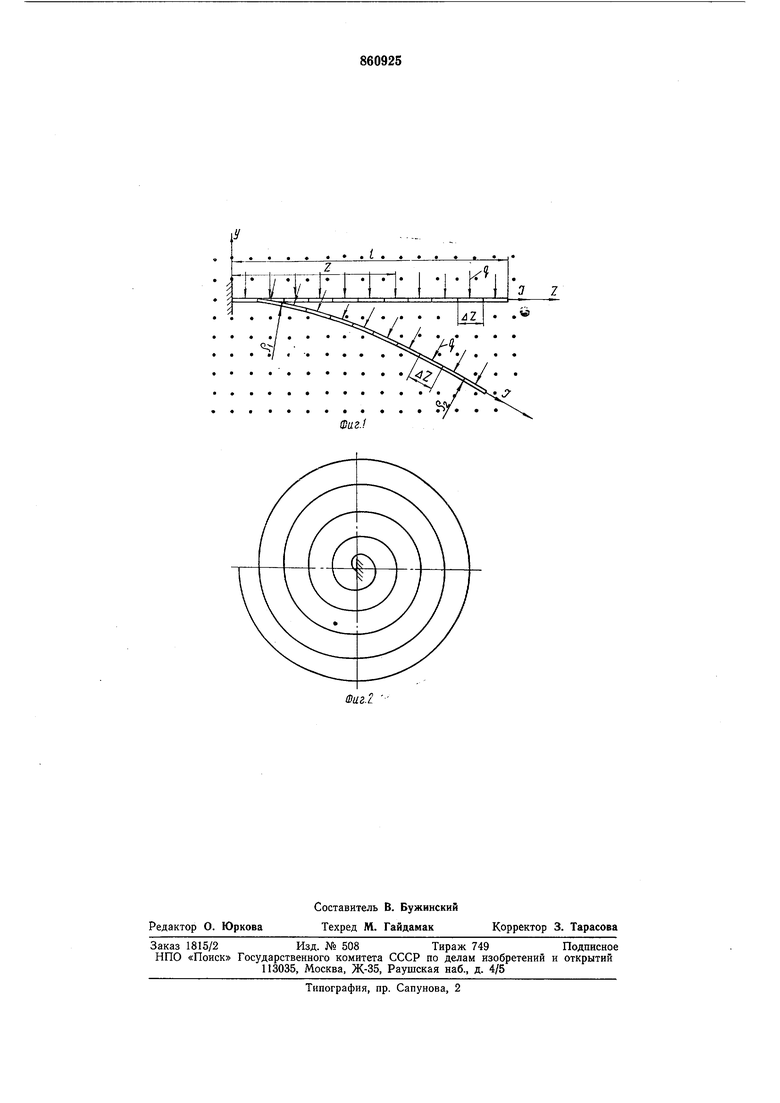
Сущность способа поясняется чертелсами, где на фиг. 1 изображен механизм деформации проволоки с током, помещенной в магнитное поле; на фиг. 2 - готовая спиральная пружина.
Способ магнитоэлектрической навивки заключается в следующем.
Прямолинейный отрезок проволоки, из которого необходимо навить спиральную пружину, помещается в магнитное поле (см. фиг. 1). Магнитные силовые линии перпендикулярны к плоскости чертежа и направлены снизу вверх, они условно
изображены в виде точек. Если один конец проволоки жестко закрепить, а другой оставить свободным и затем по ней пропустить постоянный электрический ток /, как показано на чертежах, то на каждый элемент длины проводника AZ (проводник располагается перпендикулярно к силовым линиям магнитного поля) будет действовать сила q согласно правилу «левой руки. Как известно, величина этой силы пропорциональна индукции магнитного поля В, силе тока / и протяженности отрезка AZ, т. е.
q iB-I- Z,
Таким образом, проводник с током, помещенный в магнитное поле (в случае, если один конец его жестко закреплен), можно рассматривать как балку с одним защемленным концом, нагруженную равномерно распределенными силами величиной q. Форма упругой линии этой балки будет определяться следующим выражением:
J М .
./
где р - радиус кривизны в произвольном
сечении;
М - изгибающий момент в этом сечении;
Е - модуль упругости; / - момент инерции относительно изгибаемой оси.
Величина изгибающего момента, а значит и кривизна k упругой оси ( -),
пропорциональна квадрату расстояния выбранного сечения от свободного конца балки. Таким образом, чем ближе к закрепленному концу отрезка проводника, тем сильнее он искривлен. По мере деформации проводника распределенная нагрузка продолжает действовать на него по нормали к его упругой линии, при этом нагрузка q по величине не изменяется (см. фиг. 1).
При очень больших деформациях величина изгибающего момента, а значит и кривизна упругой линии не будет пропорциональна квадрату расстояния до свободного конца, она будет несколько меньше, однако нарастание кривизны по мере приближения к закрепленному концу проводника сохранится. Значит при достаточно большом токе / и индукции магнитного поля В проводник, изображенный на фиг. 1, под действием магнитоэлектрических сил свернется спиралью, как изображено на фиг. 2. Если увеличить величину тока, протекающего через Проводник, и уменьшить магнитную индукцию так, чтобы произведение B-I осталось прежним, то спираль сохранит свою форму, но начнет нагреваться. Регулируя величину тока, можно разогреть проводник до любой температуры. При высокой температуре в проводнике возникает явление текучести, что позволяет сохранить форму спирали после снятия величины S и /. Кроме того, высокая температура позволяет произвести закалку
спиральной пружины непосредственно в момент навивки.
В целях получения спиральных пружин особой геометрии необходимо однородное магнитное поле заменить неоднородным,
индукция которого по длине проводника менялась бы по вполне определенному закону.
Технико-экономическая эффективность предлагаемого способа навивки заключается в отсутствии специальных оправок, необходимых для навивки пружин механическим способом. При магнитоэлектрическом способе появляется возможность изменения геометрии пружины за счет изменения магнитной индукции и тока, протекающего по деформируемому проводнику. Кроме того, при разогреве пружины в процессе иавивки до температуры текучести металла и пластических деформаций отпадает необходимость в заневоливании пружины, что ведет к сокращению длительности цикла изготовления. Преимуществом является и то, что процесс термообработки (например, закалки) можно совместить с процессом навивки пружины, а если вместо однородного магнитного поля применить неоднородное поле, то появляется возможность изготовления спиральных пружин особой конфигурации.
Формула изобретения
1.Способ навивки и заневоливания спиральных пружин, включающий пластическое деформирование проволоки, отличающийся тем, что, с целью повышения производительности и упрощения процесса навивки, для деформирования проволоку помещают в магнитное поле перпендикулярио к его силовым линиям и закрепляют один ее конец, после чего через проволоку пропускают постоянный электрический ток.
2.Способ по п. 1, отличающийся тем, что, с целью навивки пружин специальной формы, деформирование проволоки производят в неоднородном магнитном поле.
Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР № 161326, кл. В 21 F 35/00, 1964.
rrr-f m-1 -I rl
Фаг.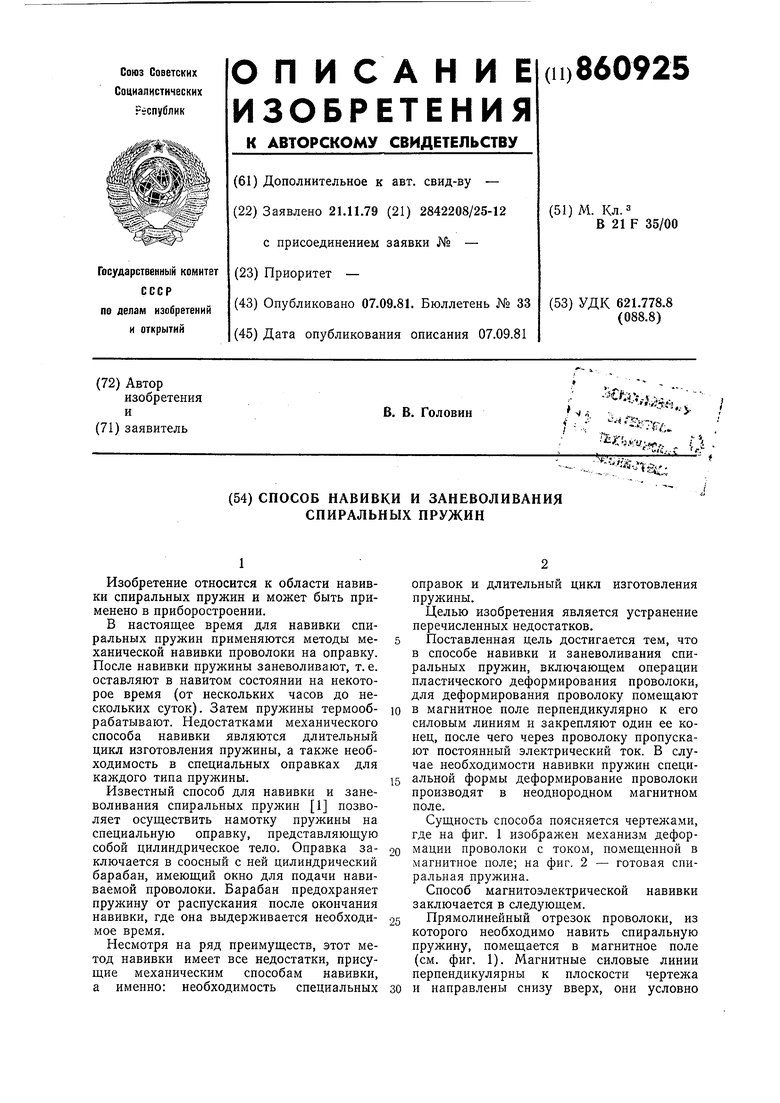
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ В.В.Головина навивки пружин | 1980 |
|
SU933165A1 |
| Устройство для навивки и заневоливания спиральных пружин | 1979 |
|
SU860926A1 |
| Способ навивки и заневоливания спиральных пружин и устройство для его осуществления | 1982 |
|
SU1050791A1 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПРУЖИН ИЗ АУСТЕНИТНОЙ СТАЛИ | 2005 |
|
RU2294969C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2625196C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2601015C2 |