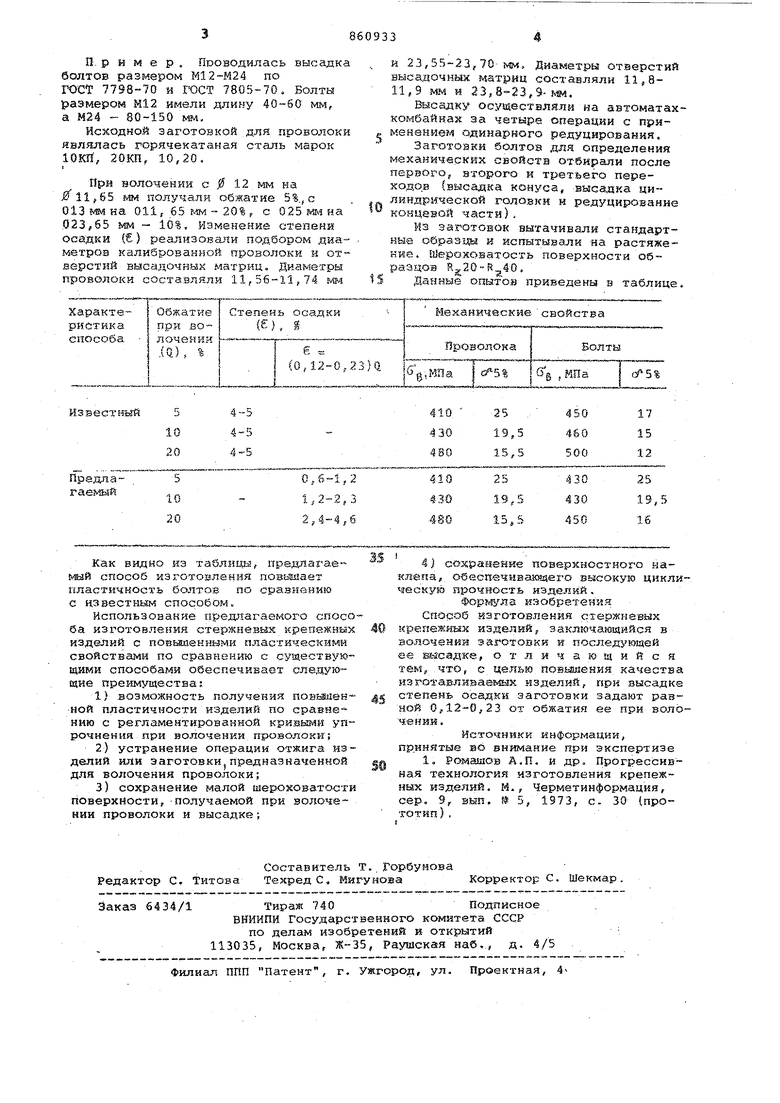
. . 1. Изобретение относится к обработк металлов давлением и может быть использовано для изготовления крепежных изделий, например болтов. Известен способ изготовления сте невых крепежных изделий, заключающийся в волочении заготовки и после дующей ее высадке tl). Однако известный способ не позво ляет получать изделия с измененным соотношением между прочностью и пластичностью, так как при волочени проволоки получается однозначная э.а висимость между прочностью и пласти ностью (кривые наклепа). Исключаетс применение горячекатаной стали, так как нельзя достичь плавного изменения обжатия в силу дискретных стандартных значений диаметров. Кроме того, в отдельных случаях в процессе высадки понижается пластичность слабонаклепанной проволоки с соответствующим понижением пластичности изготовленных изделий. Процесс получения пластичных изделий при таком способе не стабилей. Цель изобретения - повьааение качества изготавливаемых изделий. Указанная цель достигается за счет того, что при высащке степень осадки заготовки задают равной О,120,23 от с бжатия ее при волочении. Регламентирование степеней осадки основано на использовании эффекта Баушиягера. Эффект заключается в том, что при противоположных по знаку де4 ормадия х в зоне критических степеней осадки происходит наибольшее снижение прочности. Моделированием процесса высадки изделий из калиброванной стали 10 КП установлено, что при критических степеийя осадки происходит и наибольшее повышение пластичности. Оно определялось сравнением величин относительного удлинения отрезков проволоки до осадки и после, Выбор интервала степени осадки связан с тем, чтоС« иметь возможность получать повышение пластических свойств при отклонениях величины сггепенн осадки от критической, Это связано с предельными отклонениями размеров проволоки и инструмента. Установлено также, что критические степени осадки смещаются в сторону больших величин в случае испапьзования повьюенных обжатий при золочении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПРОКАТА ПОД ХОЛОДНУЮ ОБЪЕМНУЮ ШТАМПОВКУ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2530603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2356681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК МНОГОГРАННЫХ ГАЕК И ВТУЛОК | 2005 |
|
RU2361695C2 |
| Способ подготовки горячекатаного проката при изготовлении автомобильных крепежных изделий методом холодной объемной штамповки | 2021 |
|
RU2762283C1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ производства калиброванного прутка, преимущественно конструкционных углеродистых и легированных сталей, предназначенного для получения изделий методом холодной высадки | 1990 |
|
SU1752466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2368449C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТУПЕНЧАТОГО СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2370335C2 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПОДКАТА ДЛЯ ХОЛОДНОЙ ВЫСАДКИ | 1996 |
|
RU2103086C1 |
