Изобретение относится к металлургии и может быть использовано для получения качественного сортового проката из конструкционных углеродистых и легированных сталей, предназначенных для изготовления изделий методом холодной высадки.
Известен способ производства сортового проката для холодной высадки, включающий выплавку металла в печи, разливку его в изложницы массой 8,35-15,5 т, нагрев слитков до температуры оптимальной пластичности, прокатку их сначала на обжимном, затем в клетях заготовочного стана до получения передельной заготовки сечением 60x60+150x150 мм, зачистку дефектов поверхности, повторный нагрев и прокатку пе- редельных заготовок на непрерывном сортовом стане с минимальным натяжением до получения сортовых профилей требуемых сечений,
Недостатком этого способа производства сортового проката является повышенная загрязненность металла неметаллическим включением, его газонасыщепность. Кроме того прокатанные прутки отличаются невысоким качеством поверхности, овальностью профиля. При холодном обратном выдавливании изделий типа стакан дефекты макроструктуры неполностью заштамповываются и в ряде случаев могут приводить к недопустимой негерметичности дна изделий.
Наиболее близким по технической сути к предлагаемому является способ производства калиброванного сортового проката, включающий горячую прокатку, термообработку, холодное волочение.
Недостатком этого способа при производстве промежуточной заготовки калиброванного сортового проката для получения изделий методом холодной высадки является то, что круглый профиль промежуточного размера подвергается холодному волочению неподготовленным к этом операции вследствие значительных внутренних напряжений в металле, образовавшихся в результате неравномерного охлаждения после горячей прокатки. Кроме того, из-за отсутствия научно обоснованных режимов обжатий волочение горячекатаного прутка зачастую производите;} при неблагоприятх|СЛ Ю
ной схеме напряженного состояния с превалирующим действием растягивающих напряжений, ведущих к снижению металла и, как следствие, к образованию поверхностных дефектов. Это приводит к тому, что да- же мельчайшие поверхностные дефекты под воздействием остаточных растягивающих напряжений получают свое развитие при холодной высадке, способствуя повышенной отбраковке готовых изделий.
Целью изобретения является увеличение выхода годного за счет повышения пластических свойств металла перед холодной зысадкой.
Цель достигается тем, что согласно спо- собу производства калиброванного прутка преимущественно из конструкционных углеродистых и легированных сталей, предназначенному для получения изделий методом холодной высадки, включающем горячую прокатку, термообработку, обточку и холодное волочение заготовки, согласно предложению, обточку прутка осуществляют перед волочением на глубину 0,03-0,04 ди-зметра холоднотянутого прутка, а холод- но волочение обточенного прутка проводят со степенью деформации, равной (0,QQ36-0,0038)d100%, где d - диаметр холоднотянутого прутка.
Для любого размера прутка в диап эзоне их изменений от 6,5 до 34 мм определена оптимальная (критическая) степень деформации при волочении, обеспечивающая максимальную пластичность металла перед холодной зысадкой.
Способ осуществляется следующим образом.
В плавильном агрегате выплавляют сталь с низким содержанием серы, фосфора и остаточных элементов (никель, хром, медь), с минимальной загрязненностью неметаллическими включениями и однородного химического состава, для чего проводят раскисление стали в ковше силикокальцием и алюминием. Выплавленную жидкую сталь подвергают внепечной обработке инертными газами и разливают в изложницы массой 8,35-15,5 т сифоном снизу.
Прокатку слитков на обжимном стане осуществляют с кантовкой раската на 90° через первые два прохода с последующей зачисткой блюмов в технологическом потока на машине огневой зачистки и прокаткой на непрерывно-заготовочном стане до получения заготовок требуемых сечений, на- пример 60x60-150x150 мм. Возможно использование указанных выше сечений, разлитых на УН PC. Для удаления поверхностных дефектов, образовавшихся при прокатке на заготовочном стане или после
разливки на УН PC, заготовки подвергают сплошной зачистке на станках, например на станке Генрих- Pay, нагревают до температуры оптимальной пластичности, обычно составляющей 1050-1180°С, и прокатывают на сортовом или проволочном станах до получения круглого профиля промежуточного размера, определяемого из соотношения
Dnp d+(0,03-0,04)сЛ Ah, где d - требуемый по заказу диаметр холоднотянутого прутка перед высадкой, мм, диапазон изменения размеров прутков, производимых в СССР, для холодной высадки, составляет 6,5-34 мм;
(G,)d - глубина обточки горячекатаного прувка, мм;
Ah- абсолютное обжатие при волочении мм.
Полученный горячекатаный круглый профиль промежуточного размера подвергают обточке. Глубина обточки выбирается из конкретных условий При значительной глубине залегания поверхностных дефектов толщина снимаемого слоя при обточке выбирается из расчета 0,Q4ci, при незначительной пораженное™ прутка поверхностными дефектами толщина снимаемого слоя при обточке составляет 0.03d.
Завершающая стадия изготовления холоднотянутого прутка -- волочение имеет ряд особенностей, базирующихся на результатах экспериментальных исследовании
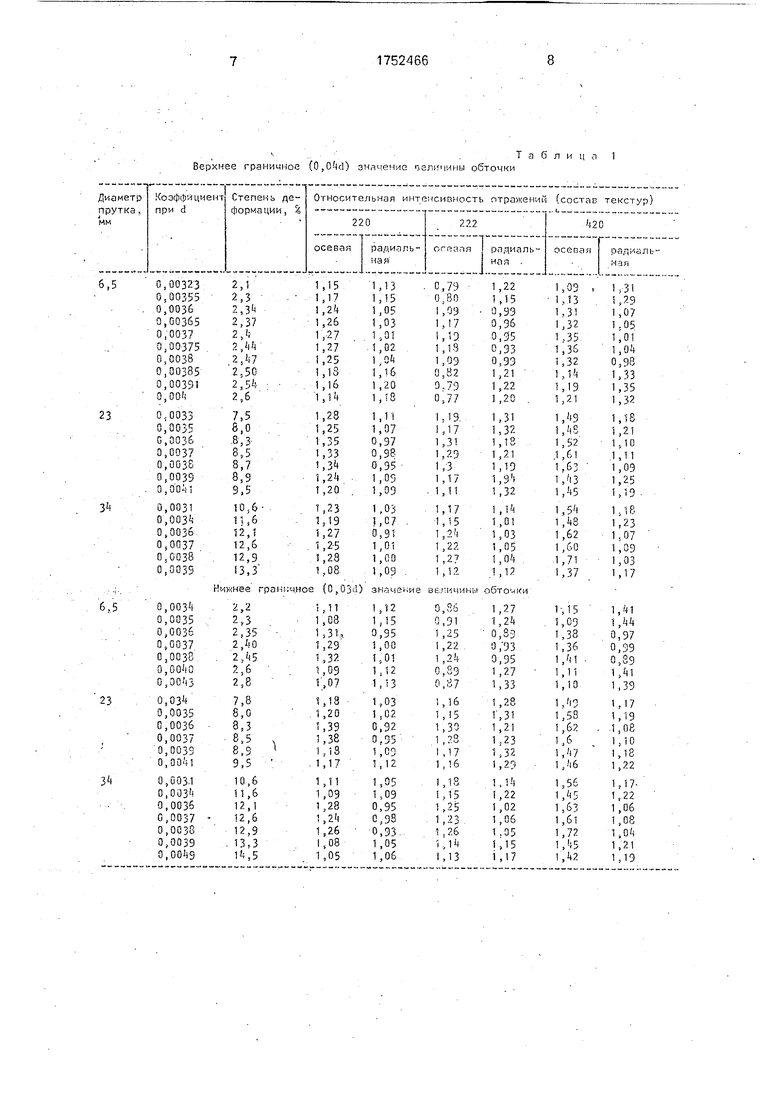
Сортовая калиброванная сталь разных сечений характеризуется осевой и радиальной текстурой. Пластичность металла повышается с ростом интенсивности ориентировок кристаллитов вдоль оси прокатки, особенно ориентировок 220 , 222 и 420 , при этом плотность указанных ориентировок в радиальных направлениях ниже. Кристаллографические ориентации зерен оказывают дополнительный ппастифицирующий эффект из свойства стали. На покомпонентный состав осевой и радиальной текстур готового проката, помимо химического состава стали, оказывает влияние степень деформации при холодном волочении.
Анализ экспериментальных данных, представленных в табл. 1, показывает, что при определенных степенях деформации при волочении имеет место повышенная плотность указанных выше ориентировок вдоль оси калиброванного проката и пониженная плотность Этих компонентов текстуры в радиальном направлении.
Холодное волочение со степенью деформации, отличной от оптимальной, приводит к изменению покомпонентного состава текстуры: уменьшается относительная интенсивность отражения в осевом и, напротив, имеет место увеличение плотности текстуры в радиальном направлении, что приводит к снижению пластичности металла при холод- ной высадке, и, как следствие, к повышенной отбраковке готовых изделий.
С увеличением диаметра прутка для высадки оптимальная степень деформации при волочении возрастает прямо пропорци- опально с 2,4% для пругка диаметром 6,5 мм до 12,6% для прутка диаметром 34 мм.
Многочисленными экспериментами по выявлению влияния величины степени деформации при волочении на показатели ка- чества готовых изделий установлено, что наименьшее количество брака при изготовлении изделий за счет повышения пластических свойств металла перед высадкой, достигается при степени деформации при волочении, определяемой из соотношения (0,0036-0,0038)d-100%, где d - диаметр холоднотянутого прутка.
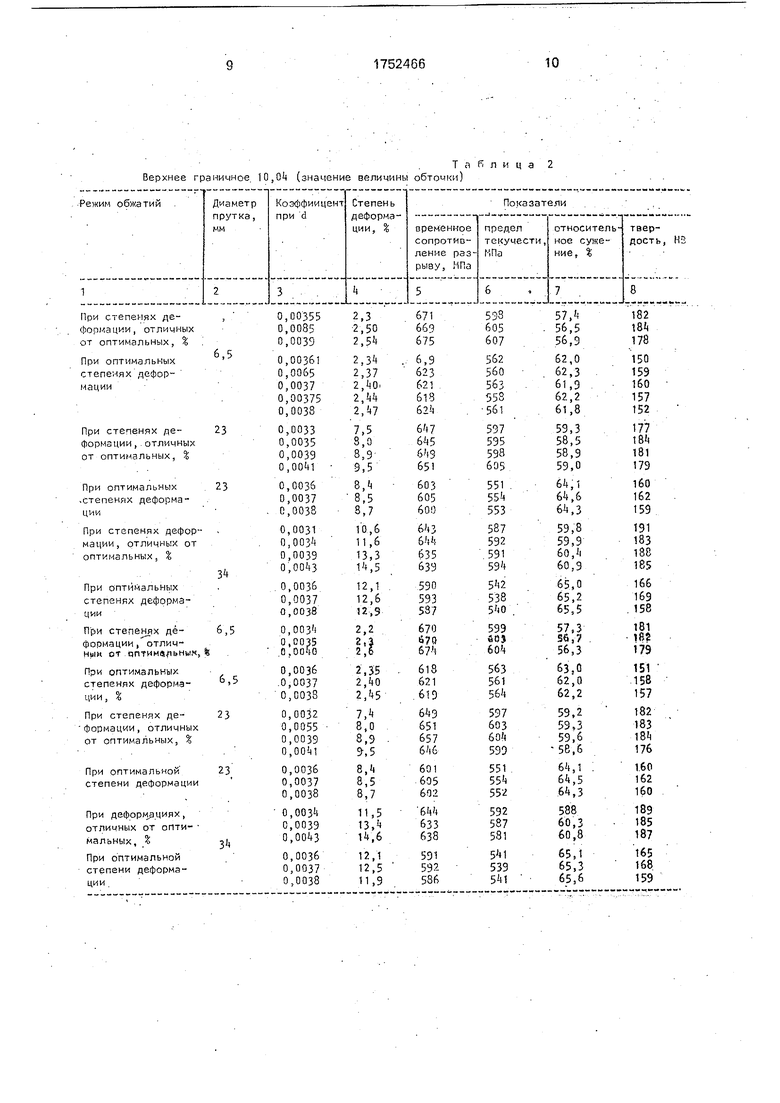
В табл. 2 представлены результаты экс- пермментальных исследований по влиянию величины относительного обжатия при волочении на механические и пластические свойства металла перед холодной высадкой. Для всех испытанных прутков стадии холодного волочения предшествовала обточка Горячекатаных прутков на величину 0,04 диаметра холоднотянутого прутка.
Полученные результаты исследований указывают на то, что при волочении прутков различных сечений с оптимальной степенью деформации пластичность металла возрастает на 6,5-9,0%, что положительно сказывается на отбраковке готовых изделий.
Испытаниями образцов стали 15ФЮА различных сечений при разных степенях деформации на осадку на 0,5; 0,66 и 0,75 первоначальной высоты образца (по 50-70 образцов на каждую точку) доказана эффективность применения операции обточки не после волочения, как по прототипу, а перед волочением и волочение с оптимальными степенями деформации (табл, 3).
За базовый объект при расчете ожидаемого эффекта принят известный способ.
Формула изобретения
Способ производства калиброванного прутка, преимущественно конструкционных углеродистых и легированных сталей, предназначенного для получения изделий методом холодной высадки, включающий горячую прокатку, термообработку, обточку и холодное волочение заготовки, отличающийся тем, что, с целью увеличения выхода годного за счет повышения пластических свойств, обточку заготовки осуществляют на глубину (0,03-0,04)d, а холодное волочение проводят со степенью деформации, равной (0,0036-0,0038)d-100%, где d -диаметр холоднотянутого прутка, мм.
Верхнее граничное (0,OAd) значение ВЕЛИЧИНЫ обточки
Таблица 1
Таблица Верхнее граничное 10,04 (значение величины обточки)

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ДИАМЕТРОМ 8-60 ММ ИЗ МАЛОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2808615C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА В ПРУТКАХ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2004 |
|
RU2285729C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА В ПРУТКАХ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ МИКРОЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2285055C2 |
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ | 2020 |
|
RU2763981C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В ПРУТКАХ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ ХРОМСОДЕРЖАЩЕЙ СТАЛИ | 2004 |
|
RU2286395C2 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| СОРТОВОЙ ПРОКАТ ИЗ НИЗКОУГЛЕРОДИСТОЙ ХРОМСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОГО ВЫДАВЛИВАНИЯ | 2006 |
|
RU2339705C2 |
| СПОСОБ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО ПРОКАТА ПОД ХОЛОДНУЮ ОБЪЕМНУЮ ШТАМПОВКУ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2434949C1 |
| Способ подготовки горячекатаного проката при изготовлении автомобильных крепежных изделий методом холодной объемной штамповки | 2021 |
|
RU2762283C1 |
Сущность изобретения: способ включает горячую прокатку заготовки, термообработку, обточку на глубину (0,03..,0,04)d и холодное волочение со степенью деформации, равной 0,0036-0,0038 -d-100%. где d - диаметр холоднотянутого прутка. 3 табл.
х
х
р т
ч, &
х
6,5
23
23
34
6,5
6,5
23
23 и
з|,
0,00355
0,0085
0,0039
0,00361
0,0065
0,0037
0,00375
0,0038
о,оозз
0,0035 0,0039
0,0041
0,0036 0,0037 0,0038
0,0031 0,0034 0,0039 0,0043
0,0036
0,0037 0,0038
0,0034
0,0035 G.004G
0,0036 0,0037 0,0033
0,0032 0,0055 0,0039 О,ООИ
0,0036 0,0037 0,0038
0, 0,0039 0,0043
0,0036 0,0037 0,0038
3
50
34 37 40 44 47
5 0 9 5
4 5 7
,6
,6
,3 ,5
,1 ,6 ,9
2
г
6
35 40 45
4 0 9 5
4
5 7
,5 ,4 ,6
,1 ,5 ,9
671 663 675
6,9 623 618 624
647 645 649 65
603 605 600
643 644 635 639
590
593 53/
670 670 674
618 621 619
649 651 657 64С
601 605 602
644 633 638
591 592 586
5DS 605 607
562 560 56
И Ч
561
597 595 598 605
551 554 553
587 592 591 594
542 538 540
599 йОЗ 604
563
561 564
597 603 604 599
551 554 552
592 587 531
541 539 541
57,4 56,5 56,9
62,0 62,3 61,9 62,2 61,8
59,3 58,5 58,9 59,0
64,1 64,6 64,3
59,8 59,9 60,4 60,9
65,0 65,2 65,5
57,3 5в,7
56,3
63,0 62,0 62,2
59,2
53,3
59,6
-56,6
64,1 64,5 64,3
588
60,3
60,8
65,1 65,3
65,6
182 184 178
150 159 160
157 152
177 184 181 179
160
162 159
191 183 188 185
166 169 158
181 188 179
1S1
158
157
182 183 184 176
160
162 160
189 185 187
165 168 159
| Шефтель Н.И, Производство стальных калиброванных прутков.-М.1 Металлургия, 1970, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
