(54) СПОСОБ ИЗГОТОВЛЕНИЯ НАКОПИТЕЛЕЙ
ДЛЯ ЗАПОМИНАЮЩИХ УСТРОЙСТВ НА ЦИЛИНДРИЧЕСКИХ
МАГНИТНЫХ ПЛЕНКАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления накопителей для запоминающих устройств на цилиндрических магнитных пленках | 1978 |
|
SU763962A1 |
| Способ изготовления накопителей для запоминающих устройств на цилиндрических магнитных пленках | 1983 |
|
SU1133619A1 |
| Способ изготовления накопителя для запоминающего устройства на цилиндрических магнитных пленках | 1982 |
|
SU1057986A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1164786A1 |
| Способ изготовления накопителей для запоминающих устройств на цилиндрических магнитных пленках | 1986 |
|
SU1341680A2 |
| Накопитель оперативного запоминающего устройства | 1973 |
|
SU440699A1 |
| Накопитель для оперативного запоминающего устройства | 1976 |
|
SU624288A1 |
| Способ изготовления матриц запоминающихуСТРОйСТВ HA цилиНдРичЕСКиХ МАгНиТНыХплЕНКАХ | 1979 |
|
SU842959A2 |
| Накопитель для оперативного запоминающего устройства | 1983 |
|
SU1124382A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1977 |
|
SU705519A1 |
I
Изобретение относится к области вычислительной техники и может быть использовано при построении запоминающих устройств (ЗУ) на цилиндрических магнитных пленках (ЦМП).
Известны способы изготовления накопителей для ЗУ на ЦМП 1 и 2.
Один из известных способов 1 заклю-. чается в последовательном размещении на основании накопителя отдельных матриц ЦМП.
Недостаток этого способа состоит в том, что с увеличением количества матриц возрастает число связей и паек между ними, снижается технологичность изготовления накопителей и их надежность.
Наиболее близким техническим рещением к изобретению является способ изготовления накопителей для ЗУ на ЦМП, заключающийся в закреплении числовых обмоток, образующих соленоиды, на изолирующих пластинках, выполненных, например, из текстолита, изакреплении их на основании, например, с помощью приклеивания, заполнении соленоидов стержнями с ферромагнитным покрытием, образовании разрядных обмоток
накопителя путем соединения близлежащих концов стержней с ферромагнитным покрытием в разряде 2.
Недостатком способа является сложность соединения в разрядные обмотки накопителя близлежащих в разряде стержней друг с другом, высокая трудоемкость этого процесса и трудность его механизации.
Целью изобретения является упрощение изготовления накопителя и повышение его надежности.
Поставленная цель достигается тем, что
to по предложенному способу изготовления накопителей для ЗУ на ЦМП перед соединением концов стержней с ферромагнитным покрытие.м все концы четных стержней с одной стороны и всех нечетных с другой 15 стороны накопителя загибают и стыкуют по разрядам с близлежащими незагнутыми концами стержней с ферромагнитным покрытием, а соединение производят с помощью сварки.
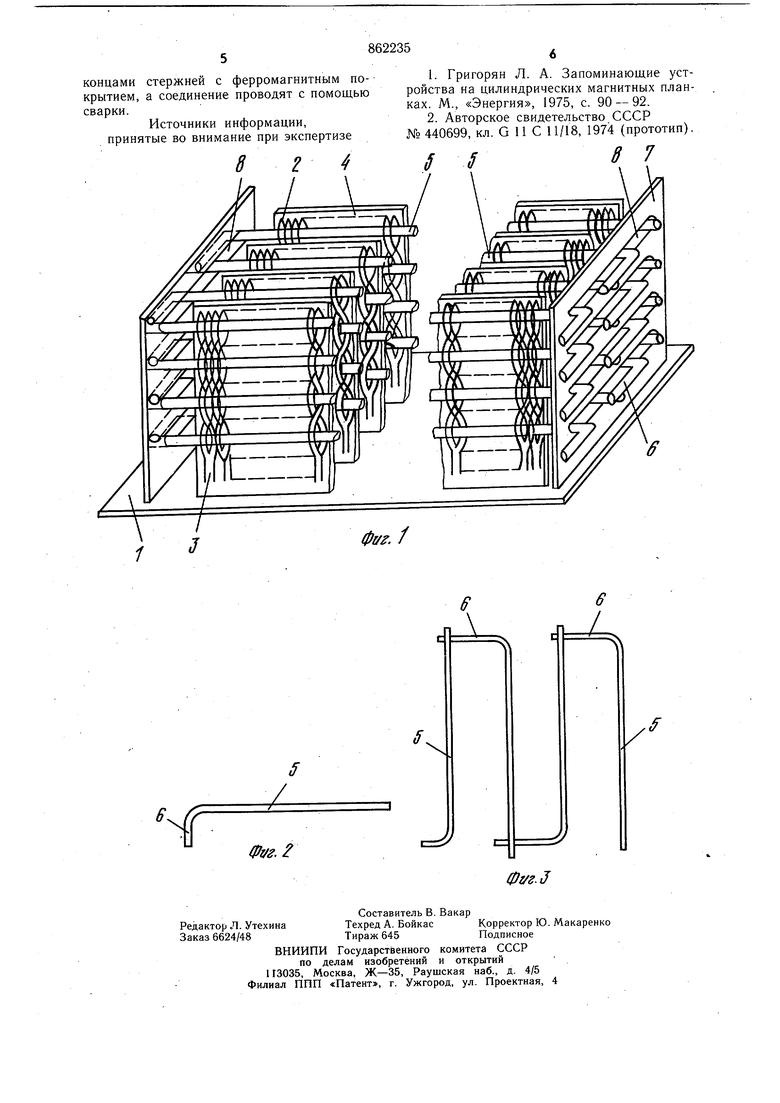
На фиг. 1 изображен накопитель, изго20товленный по предложенному способу, общий вид; на фиг. 2 - стержень с загнутым на конце участком; на фиг. 3 - схема стыковки и соединения загнутых участков с незагнутыми концами близлежащих в разряде стержней.
Накопитель для ЗУ на ЦМП содержит основание 1, плетеные полотна 2 числовых обмоток 3, изолирующие пластины 4, стержни 5, покрытые ферромагнитной пленкой с загнутым на конце участком б и торцовые панели 7 с продольными прорезями 8.
Накопитель изготавливают следующим образом.
На основание 1 устанавливают изолирующие пластины 4 с закрепленными на них плетеными полотнами 2 числовых обмоток 3 и закрепляют на основании 1. Торцовые панели 7 устанавливают на основание 1, совмещают их прорези 8 с соосными им соленоидами близлежащих плетеных полотен 2 и скрепляют с основанием 1. На одном из концов стержней 5 образуют загнутый участок 6. Через ряды прорезей 8 на панелях 7 заполняют стержнями 5 соленоиды числовых обмоток 3. Загнутые участки б стержней 5 и их незагнутые концы в прорезях 8 располагают рядом. Стыкуют загнутый участок б с соответствующим ему в разряде незагнутым концом близлежащего стержня 5 и, удерживая их, соединяют стержни 5 в местах стыковки, например, сваркой, образуя разрядные обмотки накопителя.
При температурном расщирении (сжатии) стержней 5 каждые из них попарно соединенные загнутым участком 6 имеют возможность свободно перемещаться на концах в прорезях 8, устраняя тем самым возникновение механических напряжений индивидуально в каждом стержне.
Пример. Предлагаемый способ был опробован для изготовления накопителя оперативной памяти емкостью 256 чисел, 20 разрядов.
На основание накопителя устанавливали 8 плетеных полотен числовых обмоток матриц. Каждая матрица содержала 32 числовые обмотки на 20 разрядов. Обмотки выполнялись проводом марки ПЭВТЛК диаметром 0,08 мм и содержали б витков провода каждая. Между числовыми обмотками вплетали по 3 витка магнитного кипера. На концах каждой матрицы выполняли 10 витков буферных обмоток.
Между плетеными полотнами устанавливали изолирующие пластины из текстолита толщиной 0,5 мм и скрепляли с ними клеем . плетеные полотна числовых обмоток, а изолирующие пластины скрепляли клеем с основанием накопителя.
На основание накопителя устанавливали торцовые панели из ситалла, щирина прорезей на панелях составляла 0,3 мм.
Диаметр стержней, покрытых ферромагнитной пленкой и слоем защитного лакового покрытия, составлял 0,15 мм. Шаг между
стержнями в соленоидах числовых обмоток плетеных полотен составлял 0,5 мм, а щаг между стержнями в разрядах - 3 мм.
Перед заполнением соленоидов числовых обмоток стержнями на одном из их концов изгибали участки длиной 5 мм. под углом около 90°.
Сначала заполняли одну половину всех стержней через прорези на торцовой панели, а затем другую половину стержней - через прорези противоположной панели. При этом в прорезях панелей размещали рядом выступающие из соленоидов числовых обмоток загнутые участки и незагнутые концы близлежащих в разряде стержней. Стыковали загнутые участки стержней с соответствующими им незагнутыми концами близлежащих стержней, удерживали места стыковки и соединяли стержни в местах стыковки лазерной сваркой.
Контроль соединения стержней в местах их стыковки загнутых участков с незагнутыми концами осуществляли визуально с применением лупы восьмикратного увеличения.
В результате были получены разрядные обмотки накопителя со свободным перемещением концов спаренных стержней в прорезях торцовых панелей.
Предлагаемый способ изготовления накопителей для ЗУ на ЦМП позволяет упростить операцию соединения в разрядные обмотки накопителя близлежащих в разряде стержней друг с другом, обеспечить для каждых стержней индивидуальное устранение механических напряжений, возникающих при их тепловом расщирении (сжатии), т. е. упростить процесс изготовления накопителей для ЗУ на ЦМП, повысить их качество и надежность работы.
Формула изобретения
Способ изготовления накопителей для запоминающих устройств на цилиндрических магнитных пленках, заключающийся в закреплении числовых обмоток, образующих соленоиды, на изолирующих пластинках, выполненных, например, из текстолита, и закреплении их на основании, например, с помощью приклеивания, заполнении соленоидов стержнями с ферромагнитным покрытием, образовании разрядных обмоток накопителя путем соединения близлежащих концов стержней с ферромагнитным покры-тием в разряде, отличающийся тем, что, с целью упрощения изготовления накопителя и повыщения его надежности, перед соединением концов стержней с ферромагнитным покрытием все концы четных стержней с одной стороны и всех нечетных с другой стороны накопителя загибают и стыкуют по разрядам с близлежащими незагнутыми
концами стержней с ферромагнитным покрытием, а соединение проводят с помощью сварки.
Источники информации, принятые во внимание при экспертизе
№ 440699, кл. G 11 С 11/18, 1974 (прототип). 8 фуг. /
1/ 7
