(54) УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА Изобретение относится к сварочному производству, в частности к устройствам для дистанционного регулирования сварочного тока, преимущественно для перехода на другой сварочный режим и стабилизации сварочной дуги. Известно устройство для регулирования сварочного тока, содержащее сварочный генератор, обмотку бозбуж-г дения, регулировочный реостат, феррорезонансный стабилизатор для стабильногб питания обмотки возбуждения и цепей управления, трансформатор, схемы выпрямления на диодах и тиристорах, схему управления фазового включения тиристоров, два переменйых сопротивления для изменения сварочно го режима, а для создания пульсирующего режима - три реле электромагнит ной системы tl . Однако применение электронного управления для изменения сварочного тока посредством тиристоров в сваро, чных генераторах усложняет дистанционное управление. Значительно усло жняет введение таких функций устройс ву, как стабилизация сварного режима и программное управление. Известно также устройство для регулирования сварочного тока, содержащее генератор с обмоткой возбуждения, выходной транзистор, включенный переходом коллектор-эммитер последовательно с обмоткой возбуждения и источник управления 123. Однако такое устройство не дает возможности получить достаточно качественный сварной шов из-за неточной установки и поддержания сварочного процесса. Целью изобретения является повышение качества сварного соединения путем повышения точности установки и поддержания сварочного процесса в установившихся и переходных режимах. .Поставленная цель достигается тем, что в устройство, содержащее генератор с обмоткой возбуждения, выходной транзистор, включенный последовательно с рбмоткой возбуждения и источник управления, введены двухкаскадный усилитель тока, элемент сравнения и блок управления, своим входом подключенный к дуговому промежутку, причем блок управления, элемент сравнения и двухкаскадный усилитель включены последовательно
а выход усилителя подключен к базе выходного транзистора.
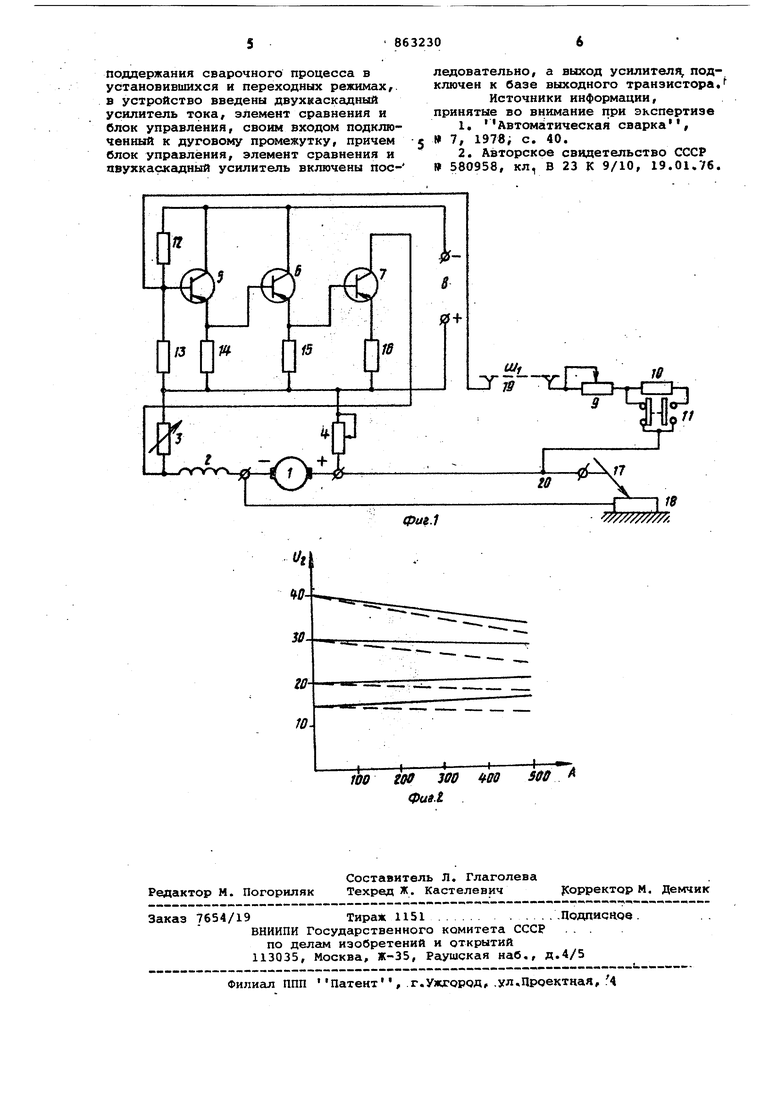
На фиг.1 представлена принципиальная электрическая схема устройства для дистанционного регулирования ев арочного тока; на фиг. 2 - зависимост .рабочего напряжения сварочного генератора, на участке электрод изделие от тока в сварочной цели с включенным устройством (показана пунктирными линиями) и с включенным устройством (показана сплошными линиями).
Устройство для дистанционного регулирования сварочного тока содержит сварочный генератор 1, обмотку возбуждения 2, регулировочный реоста 3, подстроечный реостат 4, двухкаскадиый усилитель на транзисторах 5 и б, выход)10й транзистор 7, собранный по схеме общим эмглитером, стабилизированный источник питания 8, блок: управления включающий регулировочное переменное сопротивление 9, резистор 10 и тумблер 11, узел сравнения включает резистор .2 и резистор 13, резисторы 14 - 16, электрод 17, свариваемое изделие 18, разъем 19, точка снятия положительного управляющего тока 20.
Устройство работает следующим образом.
Одновременно включается сварочный геаера тор 1 и источник стабилизировагного питания 8. От источника пит:1ния 8 эалнтквается двухкаскадный усилител тока на транзисторах 5 и б и узел сравнения на резисторах 12 и 13. От якоря генератора 1 запитывается выходной транзистор 7, который подключен параллельно реостату возбуждения 3. В резулычате присутствия тока в обмотке возбуждения 2 создается падение напряжения на подстроечном реостате 4; который является источником уп-равлающего тока положительной полярности для установки заданного напряжения генератора в момент его холостого хода, а в момент: рабочего цикла генератора появляется дополнительный источник тока положительной полярности, им является сам сварочный кабель, точнее, участок плюсовая клеима генератора 1 - точка снятия управляющего тока положительной полярнЬсти 20, который для узла . сравнения на резисторах 12 и 13 окажется выключенным последовательно с подстроечньм реостатом 4. Ток положительной полярности, в зависимости от включенной пары контактов тумблера 11, блока управления подается либр сразу через переменное регулировочное сопротивление 9, либо еще через резистор 10 на блок сравнения на резисторгис 12 и 13, где он сравнивается с током отрицательной полярности, поступаюйцш с источника
стабилизированного питания 8. В результате сравнения вырабатывается ток управления, которалй поступает на вход электронного усилителя тока. В момент, когда на входе двухкас- кадного усилителя тока на резисторах 5 и б появляется ток отрицательной полярности, он открывается и открывает выходной транзистор 7, в результате чего ток в обмотке возбуждения 2 увеличивается. Диапазон гулирования сварочного напряжения генератора 1 разбит на два поддиапазона тумблером 11 с Целью уменьшения регулировочного переменного сопротивления. 9 и тем самым повысить
5 его стабильность.
При замыкании электрода 17 на изделие 18. всварочной цепи появляется ток. Падение напряжения на подстроечном реостате 4 резко уменьшается,
0 а на сварочном кабеле (на участке плюсовая клемма генератора 1 - точка снятия управляющего тока положительной полярности 20), резко возрастет с нулевого значения.
Изменяя точку снятия суммарного
управляющего тока положительной полярности 20, идущего на блок управления, получаем необходимое его уменьшение для подачи на узел сравнения на резисторах- 12 и 13.
При увеличении сварочного тока, ток управления с блока сравнения уменьшается, что влечет за собой уменьшение тока в обмотке возбуждения 2 и, следовательно, уменьшение сварочного тока приводит к увеличению тока. управления с блока сравнения, происходит стабилизация сварочного процесса. Таким образом, в предлагаемом устройстве использование участка сварочного кабеля в качестве дополнитет льного источника тока положительной полярности дает возможность получить однопроводную связь блока управления с блоком сравнения, что важно особенно для сварки в монтажных условиях. Предлагаемое устройство дает возможность уменьшить в значительной мере автоколебания сварочной дуги и тем самым повысить устойчивость ее гореQ ния, а сварочные работы может выполнять сварщик более низкой квалифи|кации.
Формула изобретения
Устройство для дистанционного регулирования сварочного тока, содержащее генератор с обмоткой возбуждения, выходной транзистор, включенный
переходом коллектор-эмиттер последовательно с обмоткой возбуждения и источник управления, отличающееся тем, что, с целый повышения качества сварных соединений путем повышения точности установки и
поддержания сварочного процесса в установившихся и переходных режимах,, в устройство введены двухкаскадный усилитель тока, элемент сравнения и блок управления, своим входом подключенный к дуговому промежутку, причем блок управления, элемент сравнения и пвухкасхадный усилитель включены последовательно, а выход усилителя, подключен к базе выходного транзистора.
Источники информации, принятые во внимание при экспертизе
1,Автоматическая сварка, 7, 1978; с. 40.
2.Авторское свидетельство СССР
580958, кл, В 23 К 9/10, 19.01.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2002 |
|
RU2224628C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ И ЗАЩИТЫ ПРЕОБРАЗОВАТЕЛЯ | 1998 |
|
RU2168200C2 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1986 |
|
SU1449271A1 |
| Тиристорный регулятор напряжения генератора | 1980 |
|
SU983967A1 |
| ПЕРЕДВИЖНОЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1997 |
|
RU2139172C1 |
г
W
гою
+-
100 гоо зёо ш SDS
Фи.1
