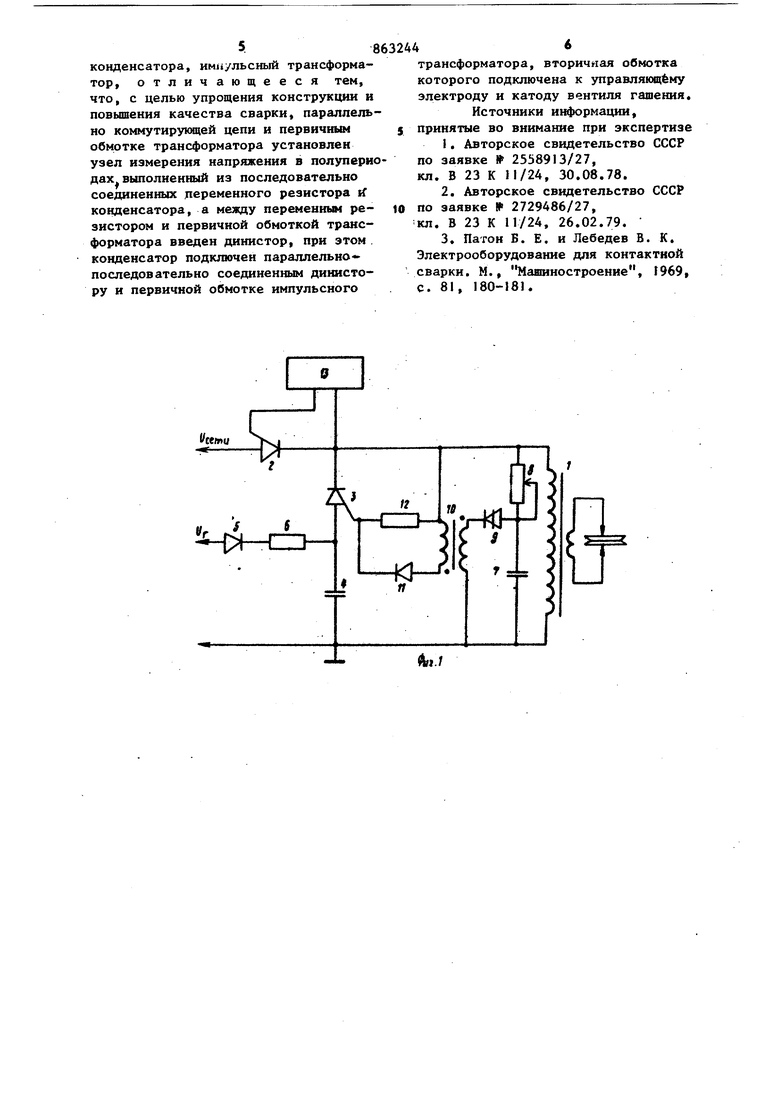
Изобретение относится к контактной сварк.е, преимущественно деталей малых толщин, и может быть использовано для сварки деталей электровакуумной и прибг ростроительной пpo aIШшeннocти Известны устройства для стабилизации нагрева при контактной точечной сварке одним полупериодом тока проьвлшенной частоты, содержащие сварочный трансформатор, силовой коммутирующий вентиль с блоком управления, узел задания длительности протекания ттупьса сварочного тока, которые при колебаниях напряжения сети осуществля ют стабилизацию сварочной энергии путем автоматической корректировки угла включения силового коммутирующего вентиля в зависимости от изменения напряжения сети. Дпительность сварочного импульса тока изменяется таким образом, что площадь охватываемая кривой этого импульса, а следовательно, и энергия для сварки остается постоянной 11 3 и 2 1. Недостатком таких устройств является низкий КПД, что определяется гашением части энергии в каждом полупериоде непосредственно на активное сопротивление, которое установлено параллельно первичной обмотки сварочного трансформатора. Наиболее близким техническим р аением к изобретению является устройство для стабилизации нагрева при коитактной точечной сварке, содержащее сварочный трансформатор, первичная обмотка .которого через управляемый силовой вентиль подключена к клеммам сетевого напряжения, коммутируняцую цепь, состоящую из последовательно соединенных вентиля гашения и коммутирующего коцаенсатора, импульсньА трансформатор f3 . Однако это устройство является относительно сложным. Кроме того, стабильность порога срабатывания триггера зависит: во-первых, от напряжения питання спусковой cxeFOii, ЧТО требует применения стабилизированного источника питания; во-вторых, в большой степени от изменения температуры окружающей среды. Колебание температуры приводит к изменению параметров триггера, что, в свою очередь, меняет величину порога срабатывания спусковой схемы и снижает качество сварки. Цель изобретения - упрощение конструкции и повьпнение качества сварки Поставленная цель достигается тем что в устройство параллельно коммутирующей цепи и первичной обмотке сварочного трансформатора установлен узел измерения напряжения в полупериодах, вьшолненный .из последовательно соединенных переменного резистора и конденсатора, а между переме ным резистором и первичной обмоткой импульсного трансформатора введен ди нистор, при этом конденсатор подключен параллельно и последсвательно со единенным динистору первичной обмотк импульсного трансформатора, вторична обмотка которого подключена к управляющему электроду и катоду вентиля гашения. На фиг. 1 представлена электричес кая схема устройства; на фиг. 2 - ди аграммы, поясняющие принцип работы схемы. Устройство состоит из сварочного трансформатора , силового коммутиру ющего вентиля 2, вентиля гашения 3, конденсатора 4 с зарядной цепью, образованной диодом 5 и резистором 6, измерительного конденсатора 7 с заря Hbw резистором 8, динистора 9, подключенного через первичную обмотку импульсного трансформатора 10 к изме рительному конденсатору, диода 11 и зистора 12, включенных в цепь управления вентилем гащения 3, блока упра ления 13 силовым коммутирующим венти лем. Устройство работает следующим образом. При поступлении сигнала с блока управления 13, задающего угол включе ния силового вентиля 2, последиий от крывается и на первичную обмотку сва рочного трансформатора 1 подается сетевое напряжение. Начинается процесс сварки и одновременно зарядка и мерительного конденсатора 7 с постоя ной времени заряда определяемой емкостью этого конденсатора и величино сопротивления резистора 8. При достижении на конденсаторе 7 напряжения, равного величине пробоя динистора 9, динистор открывается и конденсатор 7 разряжается через первичную обмотку импульсного трансформатора 10. С вторичной обмотки импульсного трансформатора поступает запускающий импульс на управляющий электрод вентиля гашения 3. Последний открывается и конденсатор 4, ранее заряженный через диод 5 и зарядный резистор 6, разряжается через первичную обмотку сварочного трансформатора таким образом, что к катоду силового вентиля 2 прикладывается положительный потенциал, а к аноду отрицательный. Силовой вентиль включается и ток через сварочный трансформатор прекращается. Величиной сопротивления переменного резистора 8 можно задавать время достижения на конденсаторе 7 напряжения пробоя динистора и соответственно длительность протекания сварочного тока и энергию, вьзделяемую в свариваемых деталях. При произвольном увеличении в процессе сварки напряжения сети V (згменьшенни V), соответственно уменьшается время t.(увеличивается t ), заряда конденсатора 7 до напряжения пробоя динистора 9, запуска вентиля гашения 3, выключения силового вентиля 2 и прерывания сварочного тока 1. Применение в устройстве стабилизации нагрева в качестве измерительного элемента конденсатора, а в качестве спускового элемента динистора, существенно упрощает конструкцию. Кроме того, порог срабатывания динистора более устойчив в условиях изменения окружающей температуры, в связи с чем повышается качество сварки. Формула изобретения Устройство для стабилизации нагрева при контактной точечной сварке, преимущественно с управлением энергией в каждом полупериоде частоты промышленной сети, содержащее сварочный трансформатор, первичная обмотка которого через управляемый силовой вентиль подключена к клеммам сетевого напряжения, коммутирующую цепь, состоящую из последовательно соединенных вентиля гашения и коммутирующего
конденсатора, импульсный трансформатор, отличающееся тем, что, с целью упрощения конструкции и повышения качества сварки, параллельно коммутирующей цепи и первичным обмотке трансформатора установлен узел измерения напряжения в полуперидах выполненный из последовательно соединенных .переменного резистора if конденсатора, а между переменн1Л4 резистором и первичной обмоткой трансформатора введен динистор, при этом . конденсатор подключен параллельнопоследовательно соединенным дииистору и первичной обмотке импульсного
трансформатора, вторичная обмотка которого подключена к управляющему электроду и катоду вентиля гашения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке 2558913/27,
кл. В 23 К 11/24, 30.08.78.
2.Авторское свидетельство СССР по заявке № 2729486/27,
КЛ. В 23 К 11/24, 26.02.79.
3.Патон Б. Е. и Лебедев В. К. Электрооборудование для контактной сварки. М., Машиностроение, 1969, с. 81, 180-181.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНА?^ | 1973 |
|
SU361848A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Машина для контактной сварки | 1984 |
|
SU1186433A1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИГАНИЯ ГАЗОРАЗРЯДНЫХ ЛАМП ВЫСОКОГО ДАВЛЕНИЯ | 2004 |
|
RU2271077C1 |
| Точечная конденсаторная машина | 1968 |
|
SU263778A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ВНОВЬ РАЗРАБАТЫВАЕМЫХ ЭЛЕКТРОСЧЁТЧИКОВ | 2015 |
|
RU2596626C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ТИРИСТОРНЫЙ КОММУТАТОР ТРАНСФОРМАТОРНОЙ НАГРУЗКИ | 2005 |
|
RU2281604C1 |

