(54) СПОСОБ НАЛОЖЕНИЯ БРОНИ НА КАНАТЫ И КАБЕЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых проволочныхиздЕлий C ТЕРМОплАСТичНыМ СЕРдЕчНиКОМ | 1979 |
|
SU846623A1 |
| Способ скрутки проволочной брони грузонесущих кабелей | 1978 |
|
SU918978A1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ОГНЕСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕ РАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2542350C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| Электрический кабель | 1991 |
|
SU1770989A1 |
| Грузонесущий кабель | 1979 |
|
SU801109A1 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ ГАЗОВЫХ, НЕФТЯНЫХ СКВАЖИН И ВОДНЫХ ПРОСТОРОВ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К КРУЧЕНИЮ | 2004 |
|
RU2285965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ГИБКОГО ВОДООХЛАЖДАЕМОГО КАБЕЛЯ | 1973 |
|
SU363120A1 |
Изобретение относится к производству стдльных канатов, грузонесущих и каротажных кабелей, в частности касается процесса наложения проволок вокруг термопластичного сердечника, и может быть использова но в металлургической и электротехнической промьшшенности.
Известен способ наложения брони на канаты и кабели, включакш й навивку проволок брони на термопластичный сердечник с их преформированием, нагрев и охлаждение .
Основные недостатком известного способа является низкое качество бронированного кабеля.
Цель изобретения - повьшениеккачества изделия.
Поставленная цель достигается тем, „ что нагрев проволок брони производят до 600-700 С с одновременным преформированием, после чего их охлаждают, а затем навивают на сердечник.
Пример . Способ был реализован при изготовлении кабеля с проволочной броней и материалами сердечника из вшанговой резины (образец I, 2), полиэтилена высокого давления (образец 3, 4} и поливинилхлор1ща (образец 5 6).
Способ изготовления брони грузонесущих кабелей и канатов содержит следующую последовательность операций: нагрев проволок до 600-70СГС
П индукционным способом; преформация нагретых проволок до формы спирали; фиксирование формы спирали проволок охлаждением; укладывание охлажденISных проволок на сердечник.
По предпоженному способу проволоки брони нагревают до 600 С в образцах 1,3, 5, а в образцах 2, 4, 6 до . Для сопоставления были изготоь лены образцы 7-12 ия зтих же материгиов в соответствии с известным способом.
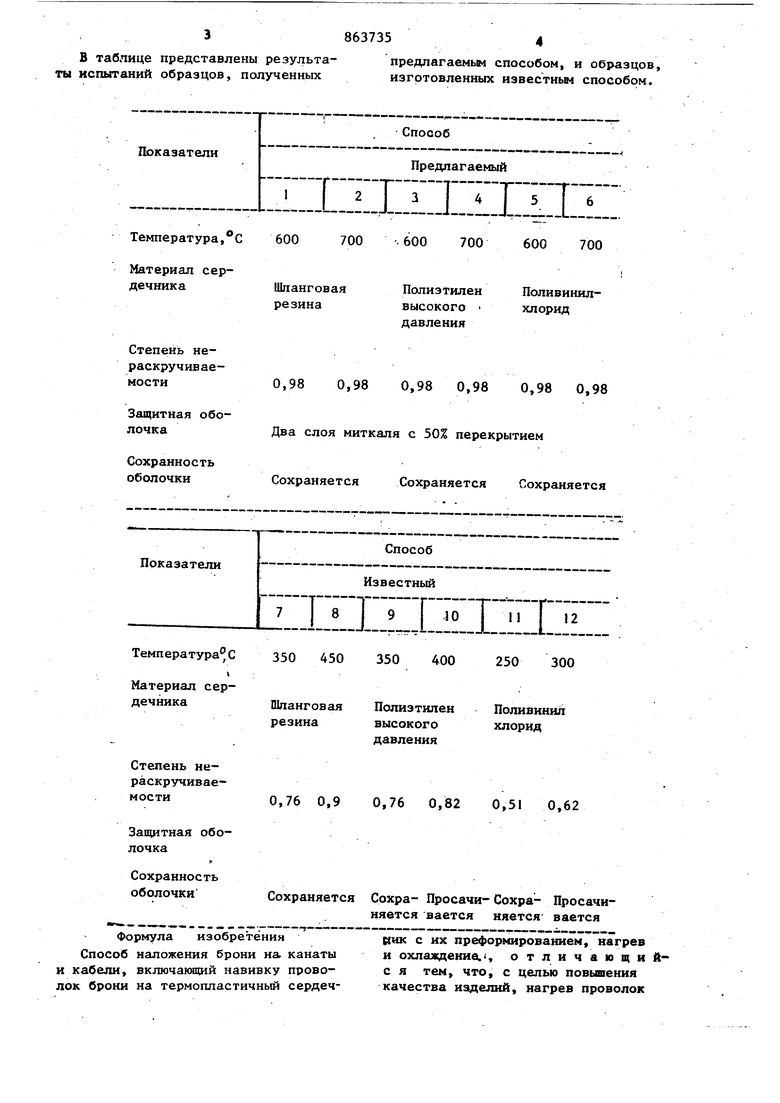
В таблице представлены результаты испытаний образцов, полученных Температура, С 600 700 600
Материал серШланговаядечника резина Степень нераскручиваемостиЗащитная оболочка
350 450 350 400 250 300
Шланговая Полиэтилен Поливинил резина высокого хлорид Степень нераскручивае0,76 0,9 0,76 мости Защитная оболочкаСохранность оболочки Сохраняется СохраФормула изобретения Способ наложения брони на. канаты и кабели, включающий навивку проволок брони на термопластичный сердечпредлагаемым способом, и образцов, изготовленных известным способом.
Полиэтилен Поливинил высокого хлорид давления давления
няется вается няется вается
CtHK с их преформированием, нагрев и охлаждение., отличающийс я тем, что, с целью повышения качества изделий, нагрев проволок 0,98 0,98 0,98 0,98 0,98 0,98 Два слоя миткаля с 30% перекрытием 700 600 700 0,82 0,51 0,62 Просачи- Сохра- Просачи58637354
брони производят до 600-700 С с од Источники информации,
новременньм преформированием, после принятые во внимание при-экспертизе чего их охлаждают, а затем навивают на , Патент США № 3231665, сердечник.кл. 174-108, опубяик. 25.01.66.
