(St) СПОСОБ СКРУТКИ ПРОВОЛОЧНОЙ БРОНИ ГРУёОНЕСУЩИХ КАБЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления канатов одинарной свивки | 1979 |
|
SU859513A1 |
| Способ изготовления металлических канатов | 1981 |
|
SU1041610A2 |
| Способ изготовления металлических канатов | 1979 |
|
SU1002434A1 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ ГАЗОВЫХ, НЕФТЯНЫХ СКВАЖИН И ВОДНЫХ ПРОСТОРОВ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К КРУЧЕНИЮ | 2004 |
|
RU2285965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
| Способ наложения брони на канаты и кабели | 1979 |
|
SU863735A1 |
| Способ свивки каната | 1975 |
|
SU547486A1 |
| Устройство для подкрутки сердечника к свивальной машине | 1982 |
|
SU1089191A1 |
| Способ изготовления витых проволочныхиздЕлий C ТЕРМОплАСТичНыМ СЕРдЕчНиКОМ | 1979 |
|
SU846623A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
I
Изобретение относится к производству грузонесущих кабелей и может быть использовано для изготовления. проволочной брони геофизических, морских кабелей и т.п., а также для свивки стальных канатов.
Известен способ наложения проволочной брони путем преформирования проволок, их скрутки, обжатия, нагрева и охлаждения 1.
Основным недостатком известного способа является малая производительность процесса свивки канатов из проволок из-за применения операции открутки отдающих катушек с проволокой, что .приводит к необходимости применения малопроизводительных канатовыощих (бронировочных) машин.
Известен также способ изготовления витых проволочных изделий с откруткой путем преформирования проволок, их скрутки, обжатия, последующего нагрева и охламдеиин для снятия внутренних напряжений 2.
Существенными недостатками известVtoro способа наложения проволочной брони являются малая производительность процесса, обусловленная необходимостью открутки отдающих катушек, а также низкое качество изделий, заключающееся в оплавлении и расслоении оболочки сердечника под броней в процессе нагрева в диапазоне температур 315-600°С.
10
Цель изобретения - повышение производительности процесса за счет исключения открутки отдающих катушек, что позволяет увеличить линейную скорость скрутки, и повышение качест15ва за счет исключения оплавления органического сердечника.
Поставленная цель достигается тем, что перед скруткой производят нагрев проволок и закручивают их в сторону,
20 противоположную направлению скрутки.
Условием реализации предлагаемого способа является
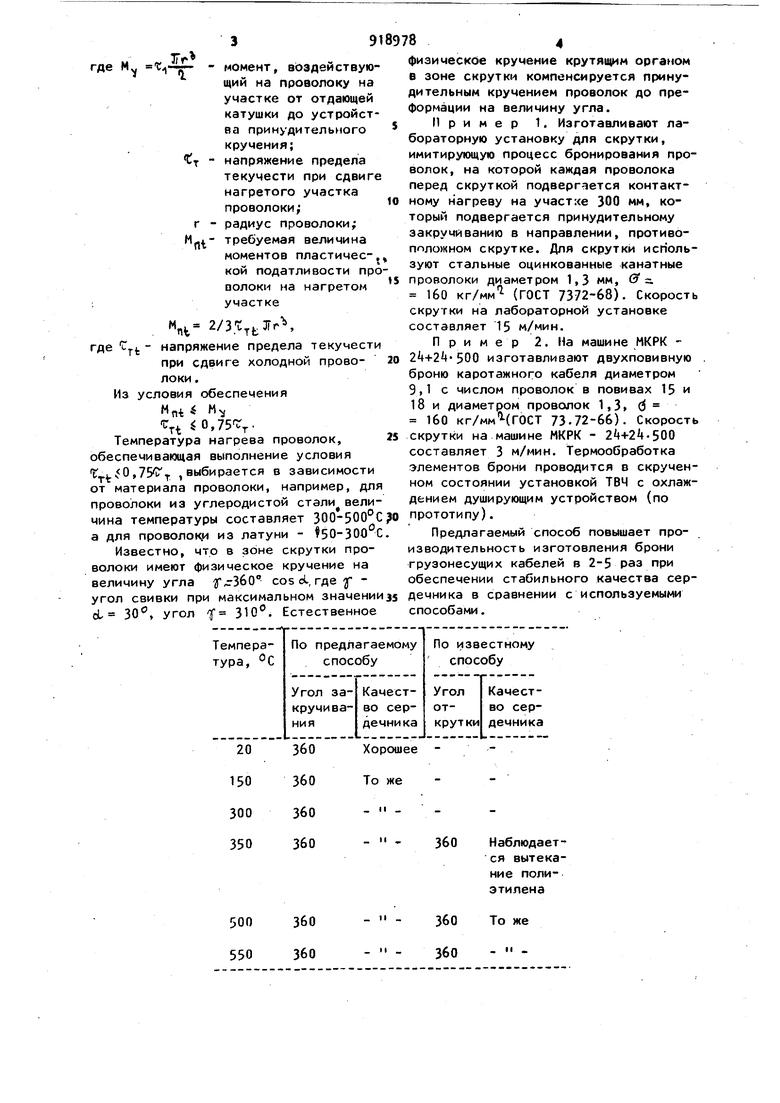
Mnt i Mv,, ТГг где М момент, воздействующий на проволоку на участке от отдающей катушки до устройства принудительного кручения; Ct - напряжение предела текучести при сдвиге Нагретого участка проволоки; г - радиус проволоки; требуемая величина моментов пластической податливости про волоки на нагретом участке М„ 2/3 где напряжение предела текучести при сдвиге холодной проволоки , Из условия обеспечения Mnt i MN, 0.75. Температура нагрева проволок, обеспечивающая выполнение условия t , , выбирается в зависимости от материала проволоки, например, для проволоки из углеродистой стали величина температуры составляет 300-500°С а для проволоки из латуни - 50-300 С Известно, что в зоне скрутки проволоки имеют физическое кручение на величину угла 360° cos о1, где т угол свивки при максимальном значении cL. 30, угол f 310. Естественное 91 84 физическое кручение крутящим органом в зоне скрутки компенсируется принудительным кручением проволок до преформации на величину угла. Пример 1. Изготавливают лабораторную установку для скрутки, имитирующую процесс бронирования проволок, на которой каждая проволока перед скруткой подверг-зется контактному нагреву на участке 300 мм, который подвергается принудительному закручиванию в направлении, противоположном скрутке. Для скрутки используют стальные оцинкованные канатные проволоки диаметром 1,3 мм, 0. 160 кг/мм (ГОСТ 7372-68). Скорость скрутки на лабораторной установке составляет 15 м/мин. Пример 2. На машине МКРК 2t+24500 изготавливают двухповивную броню каротажного кабеля диаметром 9,1 с числом проволок в повивах 15 и 18 и диаметром проволок 1,3 б 160 кг/мм(ГОСТ 73.72-66). Скорость скрутки на машине МКРК - 2t+24.500 составляет 3 м/мин. Термообработка элементов брони проводится в скрученном состоянии установкой ТВЧ с охлаждением душирующим устройством (по прототипу). Предлагаемый способ повышает про- . изводительность изготовления брони грузонесущих кабелей в 2-5 раз при обеспечении стабильного качества сердечника в сравнении с используемыми способами.
Формула изобретения Способ скрутки проволочной брони грузонесущих кабег 1Й, включающий скрутку проволок, нагрев и охлаждени Ьтличающийся тем, что, с целью повышения производительности и качества изделий, перед скруткой производят нагрев проволок и закру|Чивают их в сторону, противополож ую 1скрутке,
Источники информации, принятые во внимание при экспертизе
