Предметом изобретения является установка для поточной обработки бревен, позволяющая Л5еханизировать весь процесс работы по обработке круглых бревен для сборки из них срубов.
Отличительная особенность устройства заключается в совокупном применении круглопильного станка с вертикальным расположением вала для снятия горбыля, двухшпиндельного фрезерного станка для фрезерования продольного паза и верхней поверхности бревна с учетом сбега, лапорезного станка и фрезерно-шипорезного (двухплпиндельного) станка с горизонтальным расположением шпинделей для зарезки гребня, свяг анных между собой транспортирующими устройствами для передачи обрабатываемых бревен.
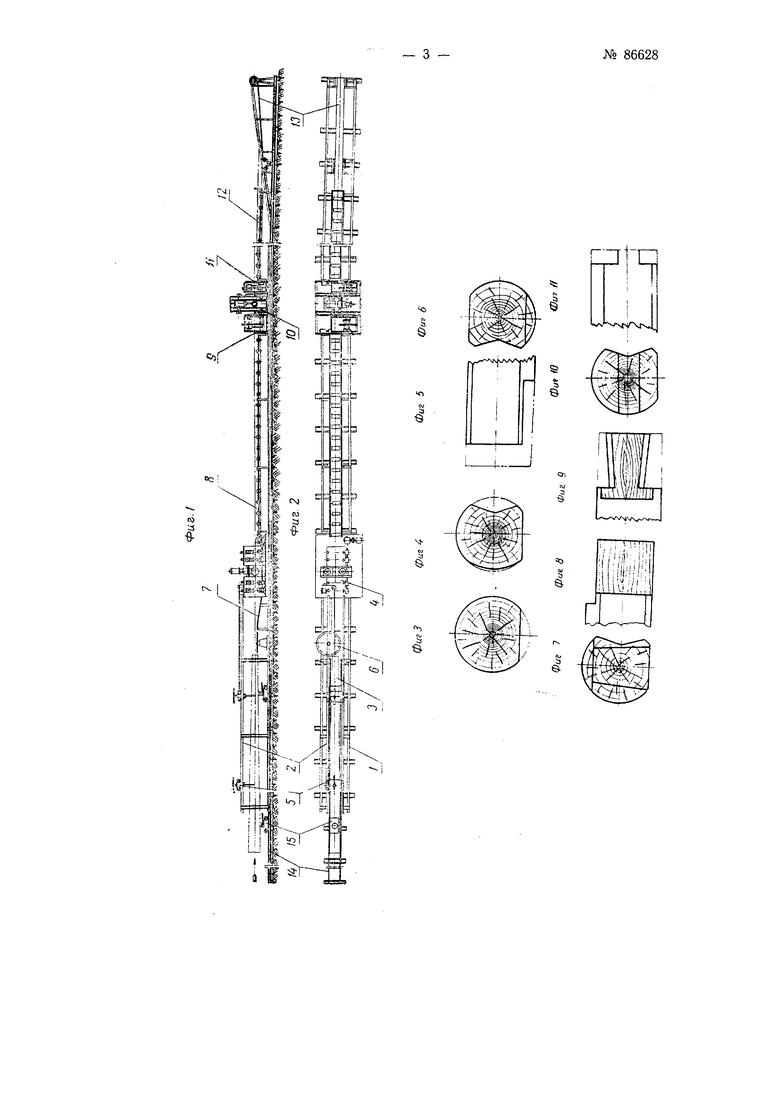
На фиг. 1 изображен вид установки; на фиг. 2 - вид установки в плане; на фиг. 3-11 сечения бревна в разных стадиях его обработки.
Установка имеет следующее устройство: на установленную непосредственно на грунте или забетонированную раму / в передней части уложены на стойках направляющие рельсы 2. При помощи троса 3, наматываемого на барабан двухшпиндельного фрезерного станка 4, по рельсам перемещаются каретки 5 с захватами. На пути каретки 5 смон-тирована циркульная пила 6 с вертикально расположенным валом и индивидуальным электроприводом, а за циркульной пилой 6 - отражательный лист 7. В конце направляющих рельсов 2 установлен на раме /7 станок 4 для обработки паза и гребня, а за станком 4 по ходу бревна- приводной рольганг 8, соединяющий станок 4 с обрезным станком 9 для торцовки и снятия концевой лыски. Дальще по ходу бревна уста-повлен лапорезный станок 10 и фрезерно-щипорезный станок // для зарезки гребня; за станком // размещен приводной рольганг 12. В плоскости рамы / установлен ленточный транспортер 13. В передней части установки расположен рельсовый путь М с движущимися по нему подъемными каретками 15.
,. Взятое из щтабеля бревно укладывается на подъемные каретки 15 так, чтобы ось бревна была горизонтальной. Бревно на каретках 15 подается по рельсам 14 под каретки 5, где оно захватывается захватами кареток. После этого подъемное устройство кареток 15 опускается и последние могут быть выведены из-под бревна для погрузки следующего. Бревно, подвещенное захватами кареток 5, подается по направляющим рельсам 2 к циркульной пиле 6, которая срезает нижний горбыль. Последний отводится отражательным листол; 7 на ленточный транспор№ 86628- 2 -
тер 13. Движение кареток 5 с бревном осуществляется включением барабана на станке #, на который наматывается прикрепленный к каретке 5 трос 3. Обратное движение кареток 5 осуществляется ручным откатыванием их после того, как конец бревна захвачен ведущими роликами станка 4, вращающимися синхронно с барабаном, наматывающим трос. Таким образом, когда конец бревна захвачен ведущими роликами станка 4, освобождаются захваты первой каретки 5 и выключается барабан, наматывающий трос на станок 4. Вторая каретка 5 продолжает вместе с бревном перемещаться по рельсам 2 до тех пор, пока бревно плоскостью не войдет на ведущие ролики станка 4 и не закончится обрезка горбылей, после чего захваты на ней открываются и каретки о возвращаются в исходное положение. Бревно после обработки на циркульной пиле приобретает профиль, указанный на фиг. 3. Попав в станок 4, бревно обрабатывается одновременно с двух сторон двумя вертикальными фрезерными головками, смонтированными на горизонтальных направляющих, обеспечивающих сближение или расхождение фрезерных головок в зависимости от того, каким концом выщло бревно в станок, т. е. комлем или верщиной. Движение фрезерных головок осуществляется винтом с реверсивным механизмом, обеспечивающим сохранение естественной конусности бревна. Выйдя из станка 4, бревно приобретает профиль, указанный на фиг. 4. После станка 4 бревно подается по приводному рольгангу 8 в станок 9, где конец его упирается в откидной упор. Затем бревно захватывается специальными захватами и при движении каретки, в которой установлены две горизонтальные фрезерные головки и две циркульные пилы, торцуется. Одновременно с него снимается концевая лыска. Форма бревна после обработки на станке 9 показана на фиг. 5 и 6.
После выполнения этой операции захваты освобождаются и бревно перемещается до упора в лапорезном станке 10, где оно опять захватывается своими захватами. В станке 10 по направляющим движутся две каретки, несущие на себе электродвигатели с установленными на концах фрезерными головками. Форма фрезерных головок и наклон направляющих, по которым передвигаются каретки, обеспечивают получение законченной формы лапы, показанной на фиг. 7. 8 и 9.
В том случае, если бревно обрабатывается только с концов, оно проходит станок // без задержки и останавливается соответствующим упором для торцовки и обработки лапы на другом его конце. Если же бревно предназначено к установке в месте нахождения оконных или дверных коробок, то оно, по выходе конца из станка 10, останавливается соответствующим упором и захватывается захватами у фрезерного щипорезного станка 11. При движении каретки, в которой смонтированы четыре фрезерные головки и две циркульные пили, в бревне выбирается щип для установки коробок, показанный на фиг. 10 и 11. Установка упоров производится в зависимости от размера обрабатываемых бревен.
Отходы обработки на станках непрерывно удаляются ленточным транспортером 13, проходящим под всеми станками. Предмет изобретения
Установка для поточной обработки бревен для срубов, отличающаяся совокупным применением круглопильного станка с вертикальным расположением вала для снятия горбыля, двухщпиндельного фрезерного станка для фрезерования продольного паза и верхней поверхности бревна с учетом сбега, лапорезного станка и фрезерно-шипорезного (двухщпиндельного) станка с горизонтальным расположением щпиндел.ей для зарезки гребня, связанных между собой транспортирующими устройствами для передачи обрабатываемых бревен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ КРУГЛОПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050259C1 |
| Установка по обработке бревен для срубов | 1949 |
|
SU84284A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 2006 |
|
RU2313447C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2006 |
|
RU2319606C2 |
| ДВУХШПИНДЕЛЬНЫЙ СТАНОК | 1964 |
|
SU161117A1 |
| Деревообрабатывающий комбинированный станок | 1959 |
|
SU130179A1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК "УНИВЕРСАЛ" | 2003 |
|
RU2233218C1 |