Изобретение относится к деревообрабатывающей промышленности.
Известна поточная линия для раскроя бревен, включающая механизм подачи бревен, фрезерные и комбинированные фрезерно-пильные узлы, объединенные между собой транспортирующими механизмами, и устройства для удаления готовой продукции (авт. св. N 564152, кл. B 27 B 1/00, 1975).
На этой линии сначала формируют из бревна ступенчатый брус, и далее, транспортируя его от одного фрезерно-пильного узла к другому, последовательно отделяют от него снизу доски с одновременным их отводом.
Недостатки указанного технического решения заключаются в больших габаритах линии по длине (равной 5-6-кратной длине обрабатываемого материала), наличии большого количества обрабатывающих и транспортирующих механизмов, что приводит к большой ее металлоемкости, делает невозможным применение ее в полевых условиях и нерационально для изготовления пиломатериалов из тонкомера.
Известна также установка для обработки бревен, содержащая подающий механизм и неподвижный фрезерно-пильный агрегат, состоящий из набора дисковых и угловых фрез и дисковых пил. (Заявка ФРГ N 3347584, кл. B 27 B 1/00, 1985).
На этой установке можно получать разнообразный пиломатериал горбыль, окантованный брус, обрезные доски.
Недостатки установки заключаются в следующем:
при подаче необработанного бревна к фрезерно-пильному агрегату невозможно обеспечить высокую точность обработки и глубокое профилирование периферийной части бревна, что снижает процент полезного выхода материалов;
фрезерно-пильный агрегат настраивается на определенную породу и качество древесины, что требует предварительной сортировки обрабатываемого материала и организации многониточного потока либо перенастройки инструмента;
односторонняя подача материала на постав пил и фрез не позволяет изменить очередность и вид обработки в зависимости от пороков древесины, обнаруженных в процессе прохождения бревна в рабочем пространстве станка;
наличие одной системы отвода готовой продукции не позволяет производить полной сортировки получаемых материалов.
Наиболее близким к предлагаемому техническому решению по своему конструктивному выполнению является продольно-распиловочный круглопильный станок, содержащий станину с продольными направляющими, установленную на последних приводную каретку с поворотным пильным механизмом, обеспечивающим пиление в прямом и обратном направлениях, боковые поворотные зажимные упоры (кантователи), а также устройства для прижима бревна, выполненные в виде кронштейнов (один из которых может перемещаться вдоль станины), оснащенных зажимными элементами (патент Японии N 52-10556, кл. 75 B 12, 1977).
Данный станок за счет пиления в прямом и обратном направлениях является высокопроизводительным. Кроме того, вследствие неподвижного закрепления бревна и установки пильного механизма на подвижной каретке обеспечивается получение высококачественных материалов с минимальными отклонениями от геометрических размеров.
Основные недостатки указанного станка состоят в том, что он позволяет получить с высокой производительностью только ограниченный вид выпускаемой продукции горбыль, необрезную доску, а при необходимости получения окантованного бруса и обрезных досок требуется многократный поворот бревна, что снижает производительность; прижимные устройства и кантователи, зажимающие обрабатываемый материал, препятствуют обработке центральной части бревна; материал, полученный при обработке периферийной и последующей частей бревна, отбирается из одного рабочего пространства, что требует дальнейшей его сортировки по различным видам ассортимента; отсутствует возможность использования различных схем переработки в зависимости от вскрытых при обработке пороков древесины.
Цель изобретения создание станка, который в сочетании с высокими точностью обработки и производительностью позволит получить разнообразные пиломатериалы с одновременной их сортировкой и использованием различных схем переработки.
Это достигается тем, что в продольно-распиловочном круглопильном станке, содержащем станину с продольными направляющими, установленную на последних приводную каретку с пильным механизмом, обеспечивающим пиление в прямом и обратном направлениях, смонтированные на станине кантователи и прижимные устройства для закрепления обрабатываемого материала между кантователями, согласно предлагаемому изобретению упомянутые прижимные устройства выполнены в виде вальцов, имеющих возможность торможения и вращения вокруг своих горизонтальных осей в двух противоположных направлениях, при этом станок дополнительно снабжен пильным механизмом, неподвижно установленным на станине напротив кареточного пильного механизма, который выполнен с двумя расположенными по обеим сторонам от продольной оси станка обрабатывающими головками, режущий инструмент которых имеет возможность изменения положения в направлении, перпендикулярном к продольной оси станка.
При исследовании технического уровня не было обнаружено технических решений, обладающих признаками, сходными с отличительными признаками предлагаемого решения, что позволяет сделать вывод о соответствии его критерию "Изобретательский уровень".
Наличие в предложенном станке дополнительного неподвижного пильного механизма в сочетании с кареточным пильным механизмом, имеющим возможность изменения положения режущего инструмента в поперечном направлении для использования его в стационарном режиме, и вальцами, обеспечивающими как неподвижное закрепление бревна, так и его перемещение в двух направлениях, позволяет получать четырехкантный брус и обрезные доски из него при одноразовом повороте бревна; беспрепятственно обрабатывать центральную часть бревна путем подачи ее вальцами к тому или иному пильному механизму; применить ту или иную схему обработки в зависимости от качества древесины, с помощью того или иного пильного механизма; производить отбор готовой продукции из разных зон станка, т.е. сразу осуществлять сортировку готового материала.
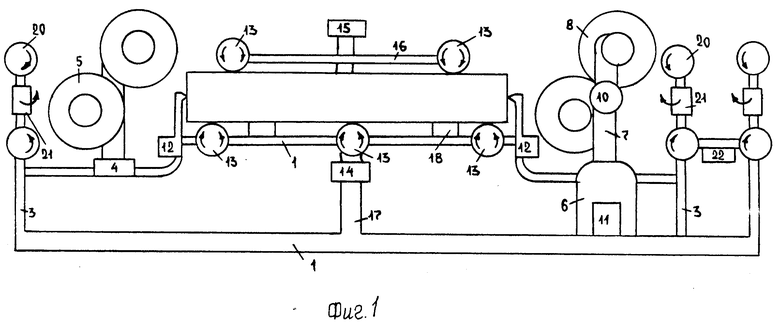
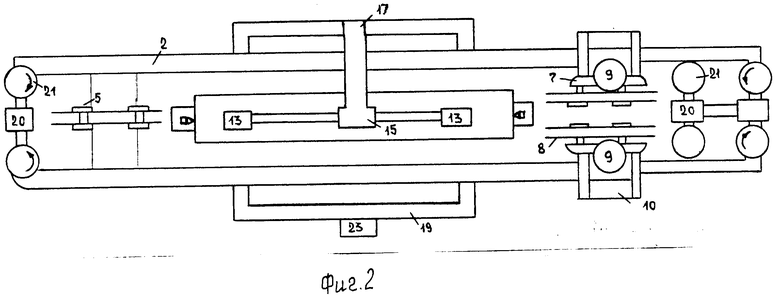
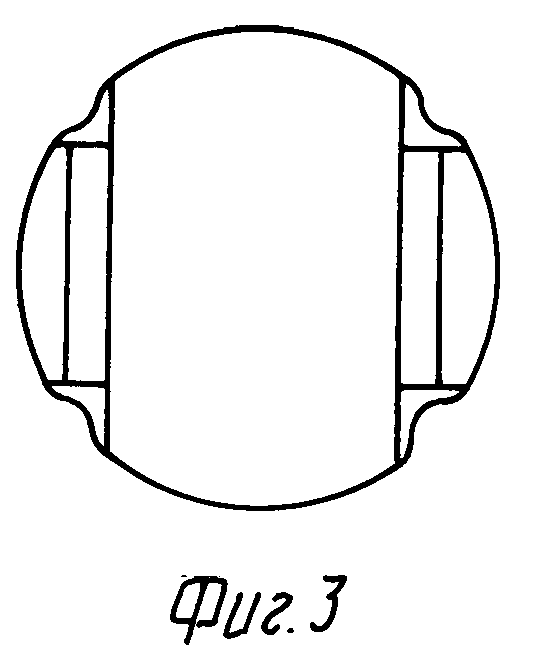
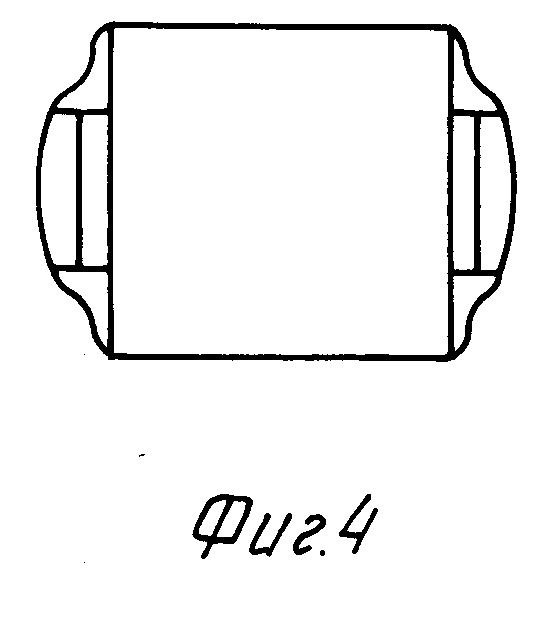
На фиг. 1 схематично показан станок предлагаемой конструкции, вид спереди; на фиг. 2 то же, вид сверху; на фиг. 3-7 изображены схемы, показывающие последовательность обработки древесины.
Продольно-распиловочный круглопильный станок содержит станину 1 с направляющими 2 и концевыми стойками 3, стационарный пильный механизм 4, дисковые сменные пилы 5 которого могут занимать как вертикальное, так и горизонтальное положение и который может быть оснащен системой фрез для специализированной обработки материала (шпунтовые доски, мебельные заготовки и т.п. ); каретку 6 с поворотным вокруг горизонтальной оси пильным механизмом, состоящим из двух обрабатывающих головок 7 со сменными поставами пил 8 и сменными поставами фрез 9, привода (двигателя) 10 их вращения, поперечного перемещения и поворота головок вокруг горизонтальной оси и привода (двигателя) 11 для изменения положения обрабатывающих головок 7 по высоте и для перемещения каретки вдоль направляющих. На станине 1 смонтированы также кантователи 12 для центровки и поворота бревна вокруг продольной оси и прижимные устройства, выполненные в виде систем вальцов 13, имеющих возможность торможения и вращения в двух противоположных направлениях с помощью привода 14. Вертикальное прижимающее усилие верхним вальцам 13 передается приводом 15 через прижимной механизм 16, установленный на средней стойке 17. Станок также снабжен системой 18 отвода горбыля, досок и т.п. (например, в виде управляемых захватов) и системой 19, осуществляющей загрузку в рабочее пространство станка обрабатываемого материала. Система 19 представляет собой накопитель, определитель оптимального раскроя бревен и подающий механизм.
На концевых стойках 3 установлены горизонтальные и вертикальные вальцы 20 и 21, приводимые в действие приводом 22.
Станок оснащен управляющим устройством 23, использующим информацию, поступающую из системы 19 и выдающую команду исполнительным механизмам станка, а также защитными кожухами и расклинивающими ножами (не показаны).
Предусмотрен вариант выполнения станка, при котором пильный механизм подвижной каретки не имеет возможности поворота вокруг горизонтальной оси. Для обеспечения пиления в прямом и обратном направлениях производится вертикальное смещение (подъем или опускание) обрабатываемого материала.
Станок работает следующим образом.
Системой 19 определяются порядок оптимального раскроя и подача обрабатываемого материала в рабочее пространство станка. Материал неподвижно закрепляется с помощью вальцов 13, зафиксированных в неподвижном состоянии.
Каретка 6 с поставами пил 8 и фрез 9 перемещается по направляющим 2 станины 1, и производится обработка материала по схеме, показанной на фиг. 3 (т. е. например, отделяются обрезная доска, обрешетка или горбыль, плинтус). Полученная продукция отводится в поперечном направлении системой 18.
Двигатель 10 (при расфиксировании его с кареткой) в конце хода поворачивает обрабатывающие головки 7 с пилами 8 и фрезами 9 на 180о вокруг горизонтальной оси, за счет чего меняется направление резания.
Одновременно кантователи 12 разворачивают обрабатываемый материал на 90о вокруг продольной оси, который вновь зажимается заторможенными вальцами 13. Двигатель 11 смещает поставы пил 8 и фрез 9 в вертикальном направлении и центрирует их по отношению к обрабатываемому материалу. Далее обратным ходом каретки 6 обрабатывают материал по схеме, показанной на фиг. 4. Как и в предыдущем случае система 18 отводит обрабатываемый материал за пределы станка в поперечном направлении.
В зависимости от качества обработанный четырехкантный брус подается вальцами 13 для окончательной обработки либо на поставы пил 5 неподвижного пильного механизма 4, либо на поставы пил 8, которые предварительно сближаются между собой с помощью привода 10.
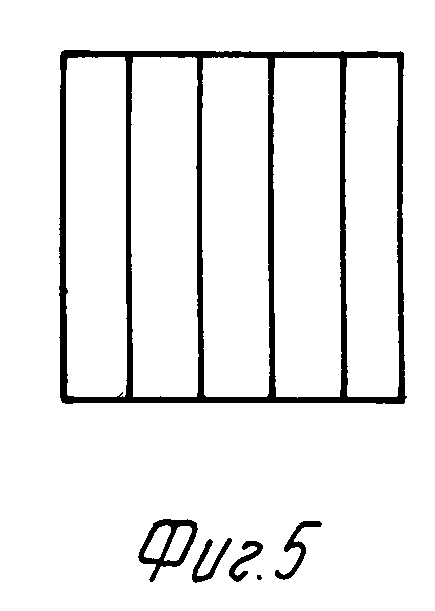
В этом случае подвижная каретка 6 работает в стационарном режиме. Готовая продукция обрезные шпунтовые доски, тарные дощечки и т.д. (фиг. 5) отводится соответственно влево или вправо с помощью вальцов 20 и 21.
Т. о. вводимый в станок материал может выводиться по трем направлениям в зависимости от качества материала и необходимой глубины обработки.
Паз и гребень, необходимый в бревнах для строительства домов, образуются соответствующими фрезами 9 при отведенных поставах пил 8.
Аналогично обрабатываются заготовки для столярных конструкций, например окон, дверей и др.
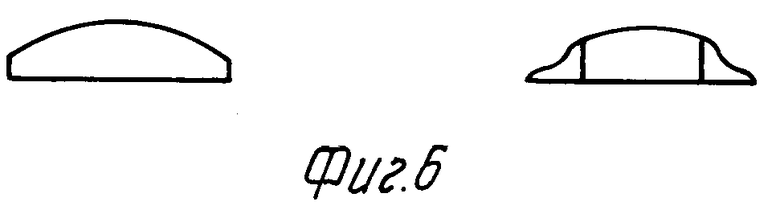
При обработке горбыля производится переоснастка пил и фрез механизма 4 в горизонтальное положение. Движением каретки обрезаются боковые кромки горбыля (фиг. 6) и вальцами 13 горбыль подается на распиловку пилами 5 и обработку фрезами (последние не показаны).
Т.о. предложенный станок, сочетая в себе преимущества станков агрегатного и кареточного типа, позволяет получать широкий ассортимент продукции из бревен различной породы и различного качества древесины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| ГОРИЗОНТАЛЬНО-ДИСКОВЫЙ РАСПИЛОВОЧНЫЙ СТАНОК | 2002 |
|
RU2252863C2 |
| Станок для продольной обработки лесоматериалов | 1990 |
|
SU1752548A1 |
| ЛЕСОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1992 |
|
RU2054351C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 2006 |
|
RU2313447C1 |
| СТАНОК ДЕРЕВООБРАБАТЫВАЮЩИЙ КРУГЛОПИЛЬНО-СТРОГАЛЬНЫЙ МНОГОПИЛЬНЫЙ | 1998 |
|
RU2147279C1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1998 |
|
RU2174462C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
Использование: изобретение относится к деревообрабатывающей промышленности. Сущность изобретения: продольно-распиловочный круглопильный станок содержит станину с продольными направляющими, на которых установлена с возможностью перемещения вдоль них приводная каретка с поворотным пильным механизмом, обеспечивающим пиление в прямом и обратном направлениях, и неподвижный пильный механизм, расположенный напротив поворотного пильного механизма. Последний выполнен с двумя расположенными по обеим сторонам от продольной оси станка обрабатывающими головками, режущий инструмент которых имеет возможность изменения положения в направлении, перпендикулярном к продольной оси станка. Станок оснащен кантователями обрабатываемого материала (бревна) и прижимными устройствами для закрепления его между кантователями, которые выполнены в виде вальцов, имеющих возможность торможения и вращения вокруг своих горизонтальных осей в двух направлениях. Станок, сочетая в себе преимущества станков агрегатного и кареточного типов, позволяет получать широкий ассортимент продукции из бревен различной породы и различного качества древесины. 7 ил.
ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ КРУГЛОПИЛЬНЫЙ СТАНОК, содержащий станину с продольными направляющими, установленную на них приводную каретку с пильным механизмом, обеспечивающим пиление в прямом и обратном направлениях, смонтированные на станине кантователи и прижимные устройства для закрепления обрабатываемого материала между кантователями, отличающийся тем, что прижимные устройства выполнены в виде вальцов, имеющих возможность торможения и вращения вокруг своих горизонатльных осей в двух противоположных направлениях, при этом станок дополнительно снабжен пильным механизмом, неподвижно установленным на станине напротив кареточного поворотного пильного механизма, который выполнен с двумя расположенными по обеим сторонам от продольной оси станка обрабатывающими головками, режущий инструмент которых имеет возможность изменения положения в направлении, перпендикулярном продольной оси станка.
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
