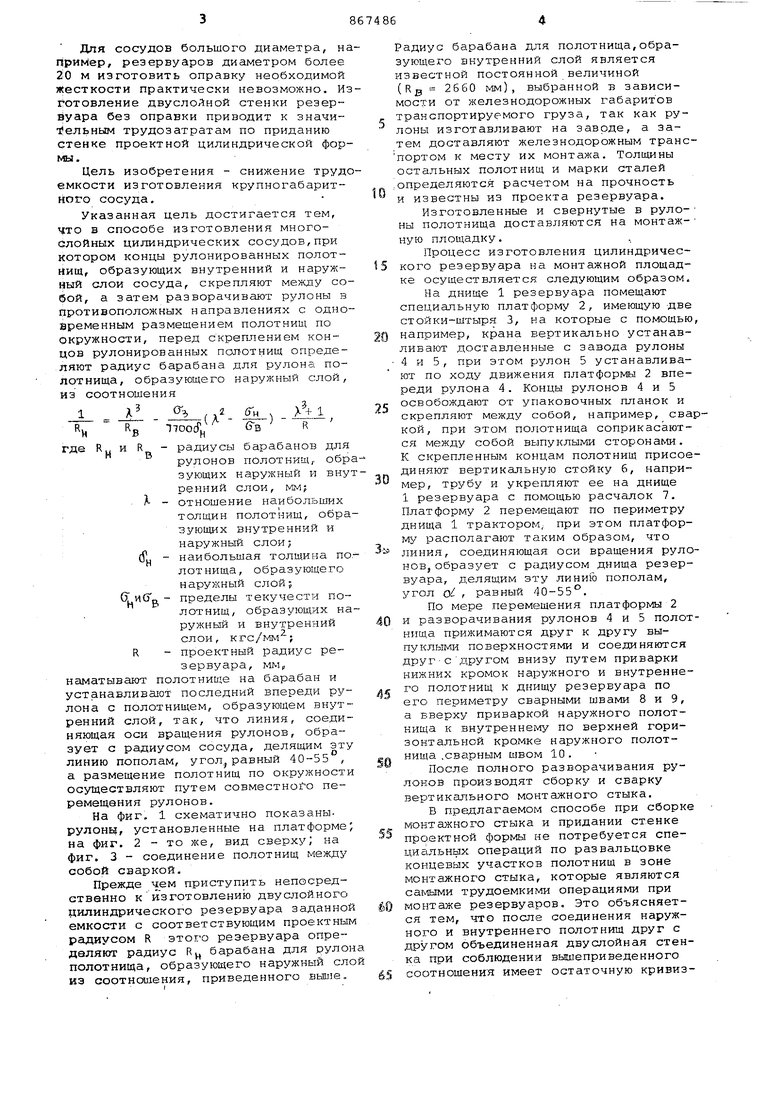
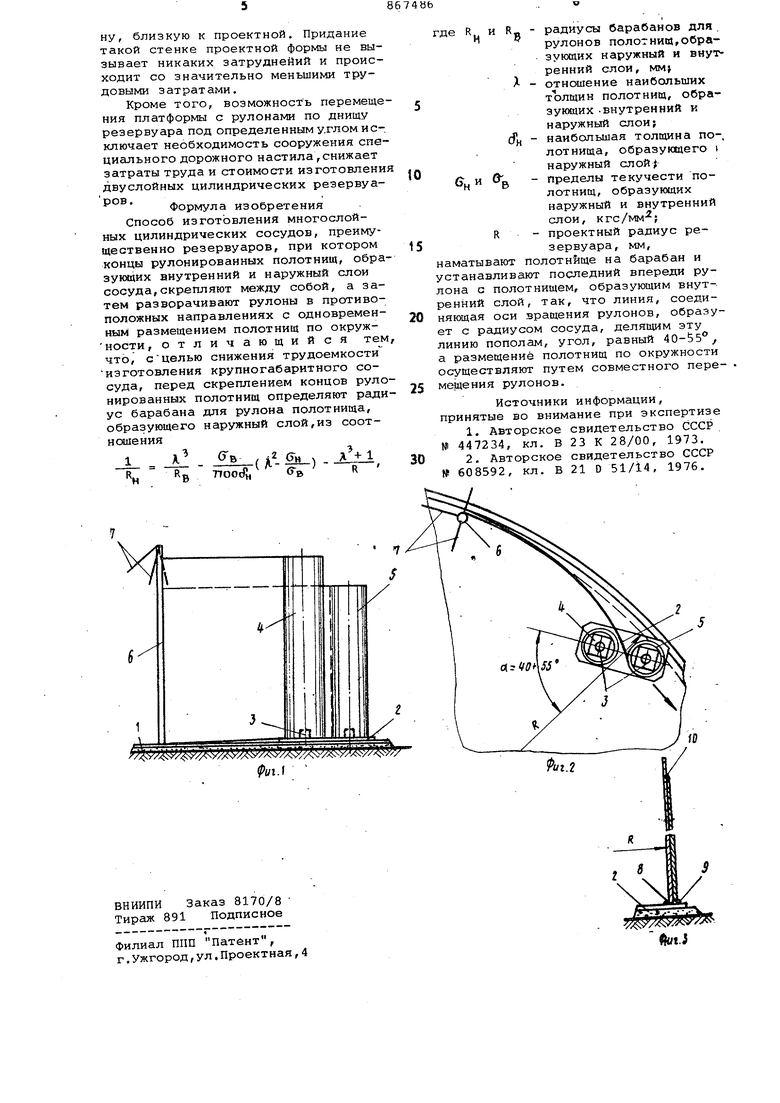
Для сосудов большого диаметра, н пример, резервуаров диаметром более 20 м изготовить оправку необходимой жесткости практически невозможно. И готовление двуслойной стенки реэерйуара без оправки приводит к значит ельным трудозатратам по приданию стенке проектной цилиндрической фор мы. Цель изобретения - снижение труд емкости изготовления крупногабаритного сосуда. Указанная цель достигается тем, что в способе изготовления многослойных цилиндрических сосудов,при котором концы рулонированных полотнищ, образующих внутренний и наружный слои сосуда, скрепляют между со бой, а затем разворачивают рулоны в противоположных направлениях с одно временным размещением полотнищ по окружности, перед скреплением концов рулонированных полотнищ определяют радиус барабана для рулона полотнища, образующего наружный слой, из соотношения ( SV Л радиусы барабанов для рулонов полотнищ,, обр зующих наружный и вну ренний слои, мм; отношение наибольших толщин полотнищ, обра зующих внутренний и наружный СЛОИ; наибольшая толщина по лотнища, образующего наружный слой 5 (J nffn - пределы текучести полотнищ, образующих на ружный и внутренний слои, кгс/ГФ ; R - проектный радиус резервуара, ММр Нсхматывают полотнище на барабан и устанавливают последний впереди рулона с полотнищем, образующем внутренний слой, так, что линия, соединяющая оси вращения рулонов, образует с радиусом сосуда, делящим эту линию пополам, угол равный 40-55 , а размещение полотнищ по окружности осуществляют путем совместно о перемещения рулонов. На фиг, 1 схематично показанырулоны, установленные на платформе; на фиг. 2 - то же, вид сверху; на фиг. 3 - соединение полотнищ между собой сваркой. Прежде чем приступить непосредственно к изготовленик) двуслойного цилиндрического резервуара заданной емкости с соответствующим npoeKTHTaff/ радиусом R этого резервуара определяют радиус Рц барабана для рулон полотнища, образующего наружный сло из соотнсяления, приведенного выше. Радиус барабана для полотнища,образующего внутренний слой является известной постоянной величиной (R0 2660 мм), выбранной Б зависимости от железнодорожных габаритов транспортируемого груза, так как рулоны изготавливают на заводе, а затем доставляют железнодорожным транспортом к месту их монтажа. Толщины остальных полотнищ и марки сталей определяются расчетом на прочность и известны из проекта резервуара. Изготовленные и свернутые в рулоны полотнища доставляются на монтажную площадку. Процесс изготовления цилиндрического резервуара на монтажной площадке осуществляется следующим образом. На днище 1 резервуара помещают специальную платформу 2, имеющую две стойки-штыря 3, на которые с помощью, например, крана вертикально устанавливают доставленные с завода рулоны 4 и 5, при этом рулон 5 устанавливают по ходу движения платформы 2 впереди рулона 4. Концы рулонов 4 и 5 освобождают от упаковочных планок и скрепляют между собой, например, сваркой, при этом полотнища соприкасаются между собой выпуклыми сторонами. К скрепленным концам полотнищ присоединяют вертикальную стойку 6, например, трубу и укрепляют ее на днище 1 резервуара с помощью расчалок 7. Платформу 2 перемещают по периметру днища 1 трактором, при этом платформу располагают таким образом, что линия, соединяющая оси вращения рулонов, образьет с радиусом днища резервуара, делящим эту линию пополам, угол oi , равный 40-55. По мере перемещения платформы 2 и разворачивания рулонов 4 и 5 полотниш.а прижимаются друг к другу выпукльпчта поверхностями и соединяются друг с другом внизу путем приварки нижних кромок наружного и внутреннего полотнищ к днищу резервуара по его периметру сварными швами 8 и 9, а вверху приваркой наружного полотнища к внутреннему по верхней горизонтальной кромке наружного полотнища .сварным швом 10. После полного разворачивания рулонов производят сборку и сварку вертикального монтажного стыка. В предлагаемом способе при сборке монтажного стыка и придании стенке проектной формы не потребуется специальных операций по развальцовке концевых участков полотнищ в зоне монтажного стыка, которые являются трудоемкими операциями при монтаже резервуаров. Это объясняется тем, что после соединения наружного и внутреннего полотнищ друг с другом объединенная двуслойная стенка при соблюдении вышеприведенного соотнощения имеет остаточную кривиз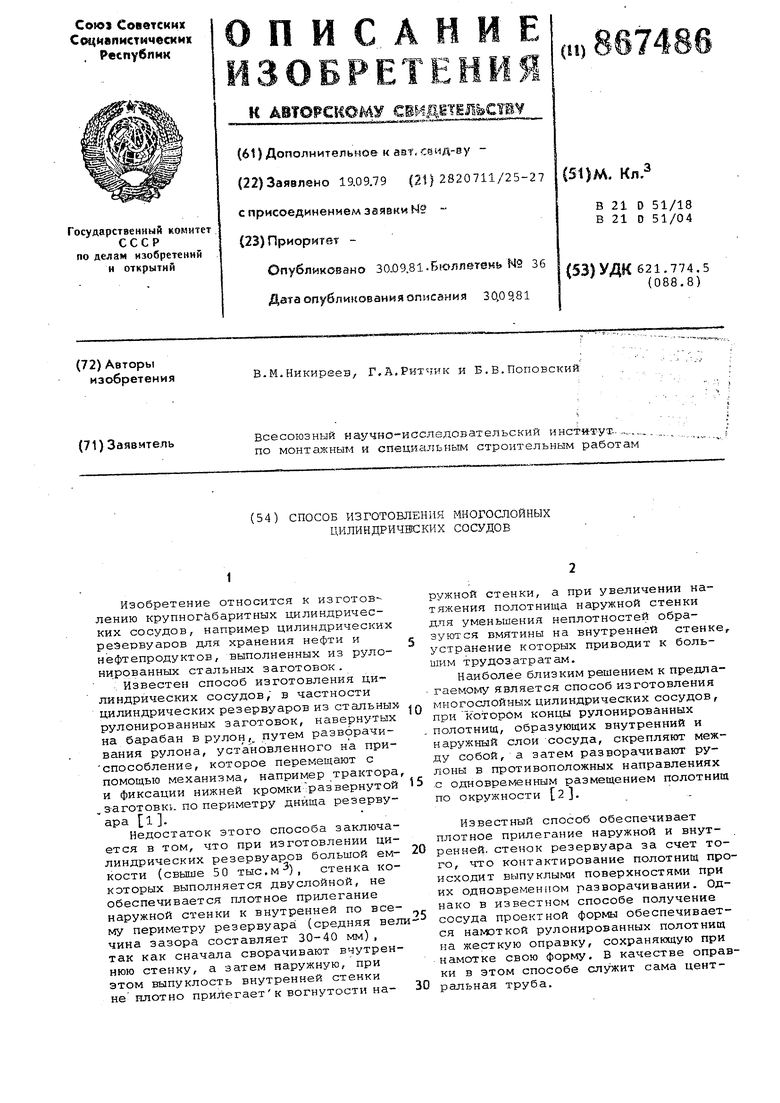
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа корпуса резервуара из рулонированных полотнищ и шаблон для его монтажа | 1979 |
|
SU863823A1 |
| Способ монтажа корпуса резервуара из рулонированных полотнищ | 1982 |
|
SU1114775A1 |
| СПОСОБ МОНТАЖА РУЛОННЫХ РЕЗЕРВУАРОВ СО СТУПЕНЧАТЫМИ МОНТАЖНЫМИ СТЫКАМИ СТЕНКИ | 1997 |
|
RU2121555C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА, ИЗГОТОВЛЕННОГО МЕТОДОМ РУЛОНИРОВАНИЯ | 2015 |
|
RU2584709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| Способ изготовления и монтажа вертикальных цилиндрических резервуаров из рулонных заготовок | 1978 |
|
SU753788A1 |
| СПОСОБ СООРУЖЕНИЯ ЕМКОСТИ ИЗ РУЛОНИРОВАННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2175372C2 |
| КГГХНЙЧИГИАЯ KjJSJU^lTfcMA | 1970 |
|
SU263113A1 |
| Способ монтажа резервуара с плавающей крышей и устройство для сборки понтонного кольца из коробов при монтаже резервуара с плавающей крышей | 1983 |
|
SU1182143A1 |
