Изобретение относится к электротехнике, в частности к электротехнологии, и может использоваться в качестве источника питания для импульсно-дуговой сварки в защитном газе или других активных нагрузок при широтно-импульсном регулировании выпрямленного напряжения и определенном постоянном значении тока нагрузки в течение интервала паузы.
Цель изобретения - расширение диапазона технологических режимов сварки, выполняемых при различных уровнях минимального тока паузы, предотвращающего обрыв дуги, а также повы шение КПД источника.
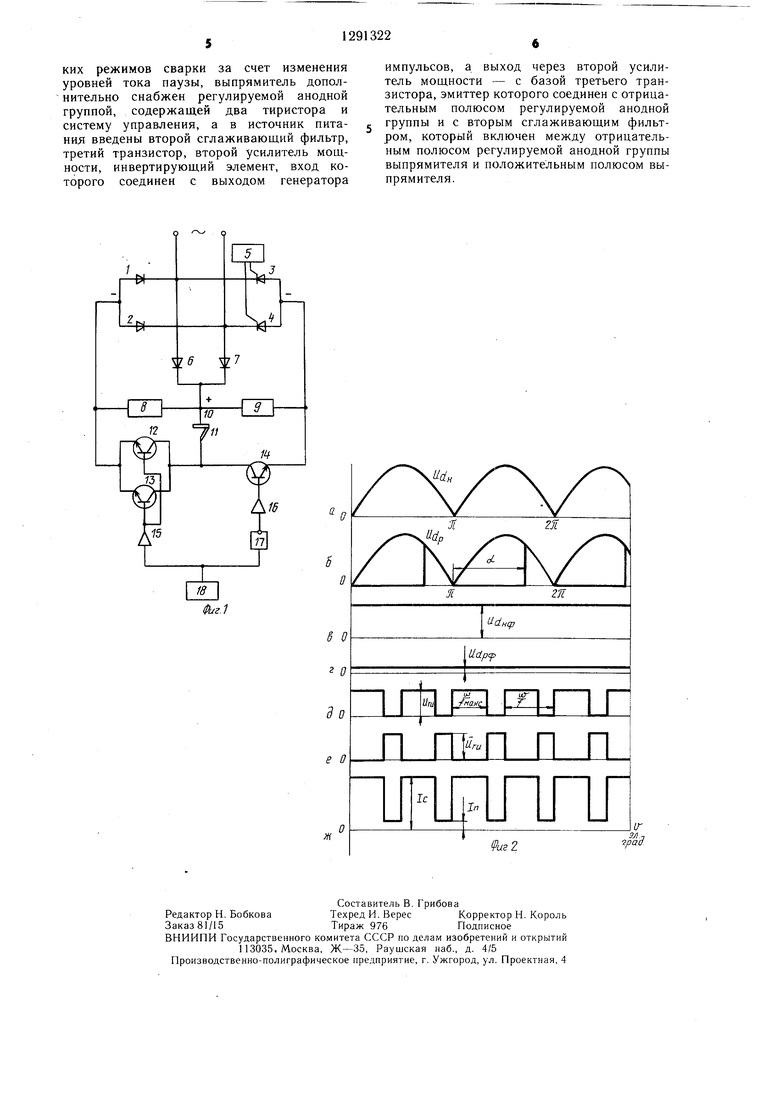
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - диаг- раммы токов и напряжений, иллюстрирующие принцип работы устройства.
Источник питания содержит выпрямитель с двумя независимыми выходами. Выпрямитель содержит две анодные группы, из которых одна - нерегулируемая, собрана на диодах 1 и 2, а вторая - регулируемая - на тиристорах 3 и 4, систему 5 управления, а также одну общую нерегулируемую катодную группу, собранную на диодах 6 и 7. В источник питания входят сглаживающие фильтры 8 и 9, первая и вторая выходные клеммы, к которым подключены свариваемое изделие 10 и сварочный электрод 11, транзисторы 12-14, два усилителя 15 и 16 мощности, инвертирующий элемент 17 и генератор 18 импуль- сов (фиг. 1).
Выпрямитель источника питания подключен к сварочному трансформатору (не показан) и соединен по однофазной мостовой схеме. Общая точка соединения анодов диодов 1 и 2, составляющих неуправляемую анодную группу, образует отрицательный полюс нерегулируемого выхода выпрямителя. Катоды диодов 1 и 2 подключены к сварочному трансформатору. Катоды тиристоров 3 и 4, образующих управляемую анодную группу, подключены к сварочному трансформатору, а общая точка соединения анодов тиристоров 3 и 4 образует отрицательный полюс регулируемого выхода выпрямителя. Управляющие электроды тиристоров 3 и 4 соединены с выходами системы 5 управления, которая осуществляет изменение угла включения этих тиристоров. Аноды диодов 6 и 7 нерегулируемой анодной группы подключены к сварочному трансформатору, а объединенные катоды образуют общий положительный полюс выпрямителя. Выпря- мленные напряжения с нерегулируемого и регулируемого выходов выпрямителя сглаживаются фильтрами 8 и 9 соответственно. Объединенная точка фильтров 8 и 9 подключена к общему положительному полюсу выпрямителя. Вторые выводы фильтров 8 и 9 соединены с отрицательными полюсами нерегулируемого и регулируемого выходов выпрямителя соответственно. Общий положитель
5
5
0 о
- 0 5
0
ный полюс выпрямителя подключен к свариваемому изделию 10, а отрицательный полюс нерегулируемого выхода выпрямителя соединен с эмиттерами параллельно включенных транзисторов 12 и 13. Отрицательный полюс регулируемого выхода выпрямителя подключен к эмиттеру транзистора 14. О б- щая точка соединения коллекторов транзисторов 12-14 соединена со сварочным электродом 11.
Выход генератора 18 прямоугольных импульсов изменяющейся частоты подключен к входам усилителя 15 мощности и инвертирующего элемента 17. Выход усилителя 15 мощности, объединен с общей точкой соединения баз транзисторов 12 и 13, а выход инвертируюплего элемента 17 подключен к входу усилителя 16 мощности, выход которого соединен с базой транзистора 14.
Устройство работает следующим образом.
При подаче напряжения на первичную обмотку сварочного трансформатора на его вторичной обмотке появляется переменное напряжение, которой преобразуется в постоянное при помощи выпрямителя, состоящего из диодов 1, 2, 6 и 7 и тиристоров 3 и 4. На нерегулируемом выходе выпрямителя, положительный полюс которого образован общей точкой соединения катодов диодов 6 и 7, а отрицательный - общей точкой соединения анодов диодов 1 и 2, выпрямленное напряжение постоянно и не может изменяться, а его величина определяет значение тока сварки, например 600 А. Система 5 управления обеспечивает сдвиг импульсов, подаваемых ка управляющие электроды тиристоров 3 и 4, что позволяет изменять величину выпрямленного напряжения на регулируемом выходе выпрямителя, отрицательный полюс которого образован общей точкой соединения анодов тиристоров 3 и 4, а положительный - общей точкой соединения катодов диодов 6 и 7.
В зависимости от требований технологии, для каждого конкретного случая, до начала выполнения сварочных работ система 5 управления путем сдвига импульсов, подаваемых на управляющие электроды тиристоров 3 и 4, обеспечивает на регулируемом выходе выпрямителя постоянное напряжение, величина которого определяет значение тока паузы. Например, если ток паузы составляет 100 А, то управляющие импульсы должны быть сдвинуты вправо от точки естественной коммутации на угол примерно равный 132 эл. град. Зависимость между величиной сдвига импульсов и значением выпрямленного напряжения на регулируемом выходе выпрямителя определяется регулировочной характеристикой. В процессе сварки величина сдвига импульсов управления не изменяется, что позволяет поддерживать ток паузы на минимальном, определенном для данного технологического режима, уровне. Изменение величины сдвига импульсов управления тиристорами 3 и 4 выполняется лишь при переходе к другому технологическому режиму сварки, требующему иного, отличного от предыдущего, значения тока паузы, и устанавливается до начала проведения сварочных работ.
Выпрямленные напряжения на нерегулируемом и регулируемом выходах выпрямителя сглаживаются фильтрами 8 и 9, причем параметры элементов фильтров, в качестве которых могут применяться, например, получившие щирокое распространение Г-образные фильтры, состоящие из дросселя и конденсатора, выбираются так, что пульсации напряжения являются незначительными. Поэтому ЭДС источника питания на нерегулируемом выходе выпрямителя предполагается идеально сглаженной. В процессы изменения величины сдвига управляющих импульсов также изменяются пульсации выпрямленного напряжения на регулируемом выходе выпрямителя. Однако использование сглаживающего фильтра существенно снижает их значение, что позволяет считать ЭДС источника на регулируемом выходе также идеально сглаженной, с изменяющейся в зависимости от величины сдвига импульсов управления амплитудой.
Генератор 18 прямоугольных импульсов, частота которого может изменяться, формирует сигнал двух уровней - единичного и нулевого, соответствующих импульсу и паузе на его выходе. Единичный сигнал с выхода генератора 18 импульсов усиливается усилителем 15 мощности и поступает на базы транзисторов 12 и 13, что обеспечивает их открытое состояние. Одновременно нулевой сигнал с выхода инвертирующего элемента 17, обусловленный единичным уровнем на его входе, соединенном с выходом генератора 18 прямоугольных импульсов, через усилитель 16 мощности поступает на базу транзистора 14, который находится в запертом состоянии. Ток сварки в этом случае протекает через открытые транзисторы 12 и 13 и достигает, например, 600 А. В теченье интервала паузы на выходе генератора прямоугольных импульсов появляется нулевой уровень, что приводит к запиранию транзисторов 12 и 13 и одновременному отпиранию транзистора 14, обусловленному возникновением единичного сигнала на выходе инвертирующего элемента 17 и его усилением усилителем 16 мощности. Теперь ток паузы протекает через открытый транзистор 14 и поддерживается на минимальном уровне, предотвращающего обрыв дуги при соответствующем технологическом режиме сварки, например 100 А. В соответствии с приведенным описанием принцип работы предлагаемого устройства может быть иллюстрирован диаграммами токов и напряжений (фиг. 2), где приняты обозначения: - выпрямленное напря0
жение на нерегулируемом выходе выпрямителя, показанное без учета влияния сглаживающего фильтра (фиг. 2 а); V iwt 2Я ( t - текущее время, измеряемое в
5 э eктpичecкиx градусах; w - циклическая частота сети; - частота сетевого напряжения; t - текущее время, измеряемое и секундах; - выпрямленное напряже не на регулируемом выходе, показанное без учета влияния сглаживающего фильтра (фиг. 2 б); а - угол сдвига импульсов, подаваемых на правляющие электроды тиристоров, измеряемый в апектрических градусах; - сглаженное фильтром выпрямленное напряжение на нерегулируемом
5 выходе выпрямителя (фиг. 2 в); Ujp4 сглаженное фильтром выпрямленное напряжение на регулируемом выходе выпрямителя (фиг. 2 г); Uru - напряжение, соответствующее единичному уровню на выходе генератора прямоугольных импчмко В
0 (фиг. 2 д); f - частота следования сигналов на выходе генератора прямоугольных импульсов; Гмзкс 300 Гц - максимальная частота следования сигналов на выходе генератора прямоугольных импульсов; Um -
5 напряжение, соответствующее единичному уровню на выходе инвертирующего элемента (фиг. 2 е); 1с - величина тока сварки (фиг. 2 ж); In - величина тока паузы (фиг. 2 ж).
0 По сравнению с базовым объектом предлагаемое устройство имеет следующие преимущества: высокие энергетические показатели во всем диапазоне регулирования , сварочного тока, т.е. при изменении частоты сигналов на выходе генератора прямоуголь5 ных импульсов от- 50 до 300 Гц, также устройство может применяться в качестве источника питания для импульсно-дуговой сварки при различных технологических режимах, для которых требуемый минимальный ток паузы должен принимать определенные значения, различные для каждого конкретного случая.
0
Формула изобретения
Источник питания для импульсно-дуговой сварки в защитном газе, содержащий два транзистора, сварочный трансформатор, выпрямитель, положительный полюс которого соединен с первой выходной клеммой, а отрицательный - с эмиттерами первого и второго транзисторов, усилитель мощности, генератор импульсов, соединенный через усилитель мощности с базами первого и второго транзисторов, вторую выходную клемму, которая соединена с коллекторами
первого и второго транзисторов, и cгvIaжи- вающий фильтр, который соединяет полюса выпрямителя, отличающийся тем, что, с целью расширения диапазона технологических режимов сварки за счет изменения уровней тока паузы, выпрямитель дополнительно снабжен регулируемой анодной группой, содержащей два тиристора и систему управления, а в источник питания введены второй сглаживающий фильтр, третий транзистор, второй усилитель мощности, инвертирующий элемент, вход которого соединен с выходом генератора
импульсов, а выход через второй усилитель мощности - с базой третьего транзистора, эмиттер которого соединен с отрицательным полюсом регулируемой анодной группы и с вторым сглаживающим фильтром, который включен между отрицательным полюсом регулируемой анодной группы выпрямителя и положительным полюсом выпрямителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для импульсно-дуговой сварки в защитном газе | 1987 |
|
SU1466885A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ СЕТЕВОГО ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ТОК СВАРКИ | 1995 |
|
RU2076026C1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОЗОННЫМ ВЫПРЯМИТЕЛЬНО-ИНВЕРТОРНЫМ ПРЕОБРАЗОВАТЕЛЕМ ОДНОФАЗНОГО ПЕРЕМЕННОГО ТОКА | 2019 |
|
RU2716493C1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Источник питания для сварки импульсной дугой | 1976 |
|
SU705750A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЭНДОСКОПИЧЕСКОЙ ТЕХНИКИ | 2000 |
|
RU2161901C1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
Изобретение относится к электротехнике, в частности к электротехнологии. Оно может использоваться в качестве источника для импульсно-дуговой сварки в заш,итном газе и в других активных нагрузках при широтно-импульсном регулировании выпрямленного напряжения. Изобретение позволяет расширить диапазон технологических режимов сварки, выполняемых при различных уровнях минимального тока паузы, пре- дотвращаюш.его обрыв дуги, а также повысить КПД источника. Суш,ность изобретения заключается в том, что импульсный источник питания дуги, содержащий выпрямитель и транзисторный ключ в сварочной цепи, дополнен вторым плечом. Это плечо, вклю- чаюнлее регулируемое выпрямительное устройство и второй транзисторный ключ, соединено параллельно с источником питания от носительно дугового промежутка. Электронное устройство на базе генератора импульсов, -двух усилителей и инвертирующего элемента попеременно включает транзисторные ключи, обеспечивая тем самым импульсный ток на дуге. Система управления регулируемым выпрямительным устройством позволяет поддерживать определенное постоянное значение тока нагрузки в течение интервала паузы. 2 ил. SS (Л ю со 00 ю ю
S О г О
до
е о
н
Составитель В. Грибова
Редактор Н. БобковаТехред И. ВересКорректор Н. Король
Заказ 81/15Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Гс
1л
Фиг 2
tr
гаад
| Чиженка И | |||
| М., Руденко В | |||
| С., Сень- ко В | |||
| И | |||
| Основы преобразовательной техники | |||
| - М.: Высшая школа, 1974, с | |||
| Стрелочный контрольный замок | 1924 |
|
SU422A1 |
| Заявка ФРГ № 3217093, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
