(54) ПОТОЧНАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ УПРАВЛЯОЩЕГО ИНДУКЦИОННОГО НАГРВВА ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Методическая индукционная нагревательная установка | 1981 |
|
SU1001511A1 |
| Автоматическая поточная линия ультразвуковой прошивки печатных плат | 1987 |
|
SU1488069A1 |
| Поточная автоматическая линия для управляемого индукционного нагрева деталей | 1987 |
|
SU1421785A1 |
| Устройство для пуска синхронной машины | 1983 |
|
SU1131002A1 |
| Устройство для закалки изделий | 1982 |
|
SU1046307A1 |
| Устройство для электроснабжения | 1981 |
|
SU1069101A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1992 |
|
RU2076465C1 |
| Инвертор | 1983 |
|
SU1125718A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПИРОСРЕДСТВАМИ | 2014 |
|
RU2558875C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЗОНАНСНЫМ ИНВЕРТОРОМ СО ВСТРЕЧНО-ПАРАЛЛЕЛЬНЫМИ ДИОДАМИ | 2010 |
|
RU2448406C1 |
Изобретение относится к металлур- гии, металлообработке и преобразовательной технике.
Известна поточная авт 1атическая линия для управляемого индукционного нагрева деталей, содержащая высокочастотный генератор с датчиком тока, индуктор, механически связанный с устройством подачи заготовок и охлаждающей среды. 1фоме того, имеется блок управления, обеспечивающий вращение, перемещение заготовки и пода закалочной жидкости в те моменты времени,когда информационный сигнал с элементов, воспринимающий излучение нагретой заготовки, достигнет определенных уровней 1.
Недостатком яаяяаЯ поточной авто- . ь||1тической линии является то, что управление процесса нагрева и охла;кдеиия осуществляется с помощью механических устрслств, что позволяет лишь очень грубо/ с большой зоной нечувствительности, регулировать, эти процессы, а использование датчиком, воспринимающим излучение нагретой заготовки, исключает управление процессом нагрева по заранее заданной программе, если в этой программе заложены процессы, скорости котор ох
превышают постоянную изменения яркости свечения заготовки. При этом мощность источника ВЧ энергии не регулируется, а подается в заготовки и при ее нагреве и при ее охлаждении, хотя в большинстве процессов металлургического производства в этом иет необходимости и работа источника ВЧ энергии на полную мощность и проtoцессе остывания изделия лишь умень.шает КПД всего устройства, а в не- . которых процессах резко снижает качество изделий, к появлению перенапряжений и микродефектов на
15 поверхности заготовки.
Цель изобретения - повышение качества деталей и эффективности работы поточной автоматической линии за счет снижения удельного расхода
20 электроэнергии.
Поставленная цель достигается тем, что высокочастотный генератор выполнен в виде тирнсторного-преобразователя частоты с датчике фазы, а по25точная автоматическая линия дополнительно снабжена коммутатором, реле времени, устройством выработки команд управления, двумя сравнивающими устройствами, управляемым клю
30 чевым элементом и программирующим
устройством, причем выход датчика тока соединен с первым входом первого сравнивающего устройства,выход которого соединен с первым входом комутатора и первым входом второго сранивающего устройства,выход которого через управляемый ключевой элемент соединен со входом программирующего устройства, выход которого соединен со вторым входом первого сравнивающего устройства и входом устройства выработки команд управления, выхол которого подключен ко входу устройства .подачи заготовок и охлаждающей среды, выход которого соединен со входом реле времени, выход которого соединен с управляемым ключевым элементом и вторым входом коммутатора, вход датчика фазы подключен к индуктору, а выход - ко второму входу второго сравнивающего устройства и третему входу коммутатора, выход которого подключен к тиристорному преобразователю частоты. .
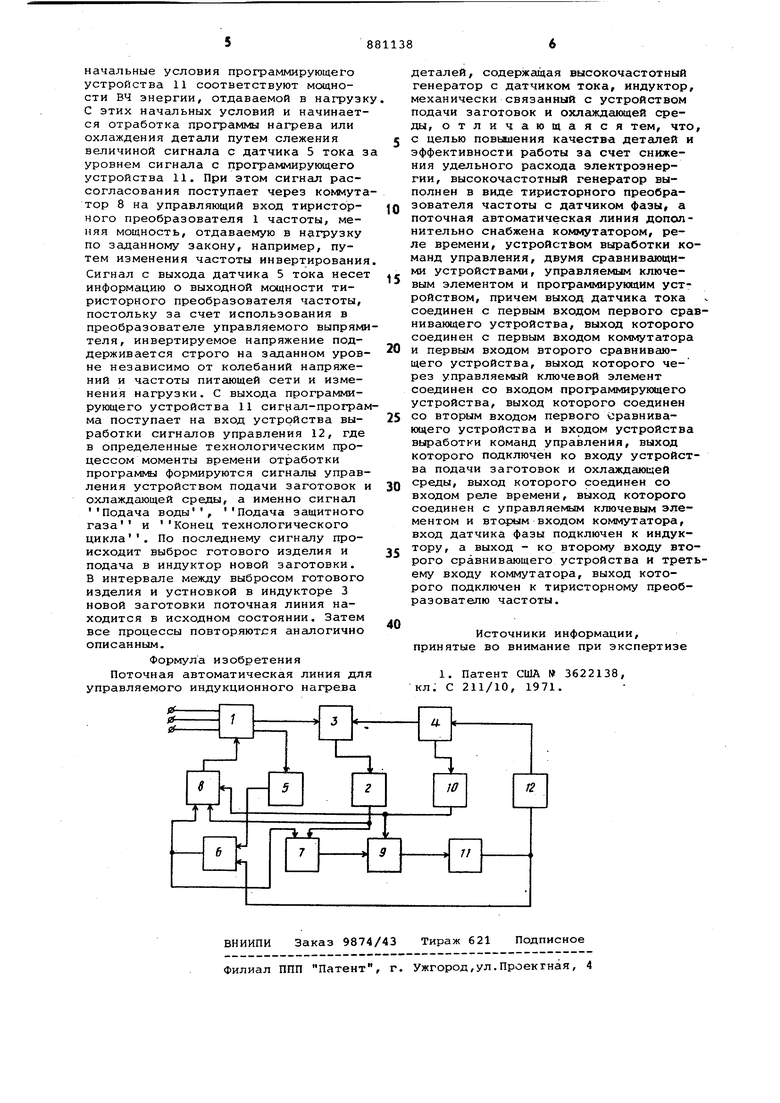
На чертеже представлена блок-схем поточной автоматической линии для управляемого индукционного нагрева.
Поточная автоматическая .линия содержит тиристорный преобразователь 1 частоты с датчиком 2 фазы, нагруженный на индуктор 3, механически связанный с устройством 4 подачи заготонок и охлаждающей среды. Датчик 5 тока и датчик 2 фазы связаны через сравнивающие устройства б и 7 с коммутатором 8 и управляемым ключевым элементом 9, которые управляются сигналами с реле 10 времени. Программирующее устройство 11 также связано со сравнивающим устройством 6 и, кроме того, с устройством 12 выработки команд управления, с выхода которого сигналы управления поступают на устройство 4 подачи заготовок и охлаждающей среды.
Поточная автоматическая линия работает следующим образом.
В исходном состоянии до начала работы поточной автоматической линии заготовки в индуктор 3 не поступают и отсутствие информгщии с устройства 4 подачи заготовок и охлаждающей среды определяет такое состояние всей линии, при котором реле 10 времени находится в исходном состоянии, что определяет разомкнутое положение управляемого ключевого элемента 9 и такое положение коммутатора 8, при котором к управляющему входу тиристорного преобразователя 1 частоты подключен выход сравнивающего устройства 6. В результате тиристорный преобразователь частоты работает в режиме передачи в нагрузку той мощности, которая задается программирующим устройством 11 (в исходном состоянии это минимально возможная по условиям коммутационной устойчивости
инвертора мощность, которая может быть получена,например,путем снижени частоты инвертирования).
При первоначальном пуске линии оператором на реле 10 времени поступает сигнал о входе заготовки в индуктор 3. При этом с выхода реле 10 времени сигнал определенной длительности поступает на управляющий ключевой элемент 9, замыкая его, и на управляющий вход коммутатора 8, обесЬечивая подключение управляющего входа тиристорного преобразователя 1 частоты непосредственно к выходу датчика 2 фазы. При работе тиристорного преобразователя 1 частоты, управляемого датчиком 2 фазы, в нагрузку отдется максимально возможная мощность, получаемая путем согласования частоты инвертирования с собственной частотой нагрузочного контура. В процессе разогрева детали меняется резонансная частота нагрузочного контура и увеличивающийся сигнал рассогласования с датчика 2 фазы вызывает изменение выходной частоты тиристорного преобразователя 1 частоты так, что согласование частоты инвертирования с собственной частотой нагрузочного контура сохраняется на протяжении всего процесса разогрева. С другой стороны, замкнувшийся управляемый ключевой элемент 9 непосредствено связывает выход сравнивающего устройства 7 со входом программирующего устройства 11, что позволяет за счет сравнения выходных сигналов с программирующего устройства 11 и датчика 5 тока в сравнивающем устройстве б, а затем его выходного сигнала с выходным сигналом датчика 2 фазы в сравнивающем устройстве 7 установить начальные условия программы в соответсвии с тем режимом работы тиристорного преобразователя частоты, с которого начнет действовать программа изменения его выходной мощности. Такая подстройка начальных условий обеспечивает минимгшные переходные процессы в системе при переключениях коммутатора, что повышает надежность работы линии и Качество изделий.
По окончании первого временного интервала реле 10 времени возвращается в исходное состояние. При этом размыкается управляемый ключевой элемент 9, разрывая цепь автоподстройки начальных условий программирующего устройства 11, и, переводя коммутатор 8 в такое положение, при котором управляющий вход тиристорного преобразователя 1 частоты подключается к выходу сравнивающего устройства 6 . В момент переключения уровень сигнала рассогласования на выходе сравнивающего устройства 6 равен выходному сигналу датчика 2 фазы, а
начальные условия программирующего устройства 11 соответствуют мощности ВЧ энергии, отдаваемой в нагрузк С этих начальных условий и начинается отработка программы нагрева или охлаждения детали путем слежения величиной сигнала с датчика 5 тока з уровнем сигнала с программирующего устройства 11. При этом сигнал рассогласования поступает через коммутатор 8 на управляющий вход тиристорного преобразователя 1 частоты, меняя мощность, отдаваемую в нагрузку по заданному закону, например, путем изменения частоты инвертирования Сигнал с выхода датчика 5 тока несет информацию о выходной мощности тиристориого преобразователя частоты, постольку за счет использования в преобразователе управляемого выпрямителя, инвертируемое напряжение поддерживается строго на заданном уровне независимо от колебаний напряжений и частоты питающей сети и изменения нагрузки. С выхода программирующего устройства 11 сиг 1ал-программа поступает на вход устройства выработки сигналов управления 12, где в определенные технологическим процессом моменты времени отработки nporpaMNBJ формируются сигналы управления устройством подачи заготовок и охлаждающей среды, а именно сигнал Подача воды , Подача защитного газа и Конец технологического цикла . По последнему сигналу происходит выброс готового изделия и подача в индуктор новой заготовки. В интервале между выбросом готового изделия и устновкой в индукторе 3 новой заготовки поточная линия находится в исходном состоянии. Затем все процессы повторяются аналогично описанным.
Формула изобретения Поточная автоматическая линия дл управляемого индукционного нагрева
деталей, содержащая высокочастотный генератор с датчиком тока, индуктор, механически связанный с устройством подачи заготовок и охлаждающей среды, отличающаяся тем, что, С целью повьаиения качества деталей и эффективности работы за счет снижения удельного расхода электроэнергии, высокочастотный генератор выполнен в виде тиристорыего преобразователя частоты с датчиком фазы, а поточная автоматическая линия дополнительно снабжена коммутатором, реле времени, устройством выработки команд управления, двумя сравнивающими устройствами, управляемым ключевым элементом и программирующим устройством, причем выход датчика тока соединен с первым входом первого сравнивающего устройства, выход которого соединен с первым входом коммутатора и первым входом второго сравнивающего устройства, выход которого через управляемый ключевой элемент соединен со входом программирующего устройства, выход которого соединен со вторым входом первого Сравнивающего устройства и входом устройства выработки команд управления, выход которого подключен ко входу устройства подачи заготовок и охлаждгиоцей среды, выход которого соединен со входом реле времени, выход которого соединен с управляемым ключевым элементом и вторым входом коммутатора, вход датчика фазы подключен к индуктору, а выход - ко второму входу второго сравнивающего устройства и третьему входу коммутатора, выход которого подключен к тиристорному преобразователю частоты.
Источники информации, принятые во внимание при экспертизе
